SD5 切丝机电控柜自动移动装置的设计
2023-01-03彭雪涛邱栋辰
彭雪涛,徐 航,邱栋辰
(江苏中烟工业有限责任公司南京卷烟厂,江苏南京 210019)
0 引言
在卷烟工业中,切丝机是关键设备之一,主要用于卷烟制丝生产,其基本功能是将经过处理的叶片、烟梗切成符合制丝工艺规范要求宽度的叶丝、梗丝。目前,国外生产切丝机的厂家主要有:意大利Comas 公司,生产以A1 系列为主要机型的直刃水平滚刀式切丝机;德国Hauni 公司,生产以KT(C)系列为主要机型的直刃倾斜滚刀式切丝机及TOBSPIN 旋转式切丝机;日本烟草产业株式会社,生产以SRC 型为主要机型的曲刃水平滚刀式切丝机;意大利Garbuio Dickinson 公司,生产RC 和SD5系列直刃水平滚刀式切丝机。国内生产切丝机的厂家主要有:昆明烟机集团二机有限公司,生产SQ3A 及SQ34 系列切丝机;昆明船舶设备集团有限公司,生产SQ31X 系列滚刀式切丝机;秦皇岛烟草机械有限责任公司,通过引进、消化SD5 切丝设备生产技术,结合中式卷烟特色工艺的需求,研发生产具有自主知识产权的SQ36X 系列切丝机。
在上述切丝机中,SD5 切丝机具有柔性化切丝、产量大、易操作、自动化水平高等特点,是当前国内卷烟生产在用的主流切丝设备之一,其整机外形如图1 所示。SD5 切丝机主要由喂料系统、机架、送料系统、刀门系统、刀辊系统、除尘系统、磨刀系统、电控系统、气动系统组成,电控系统集中位于切丝机侧方的电控柜中。SD5 切丝机在清理或检修时,必须将侧方的电控柜移出,待清洁或检修结束,将侧方的电控柜退回至原位方可生产。目前电控柜的移动采用人工拧动回转丝杆的方式(图2),该方式效率低下、人工劳动强度大,且螺杆易磨损引发运行卡滞,因此亟需一种新的电控柜自动移动装置。
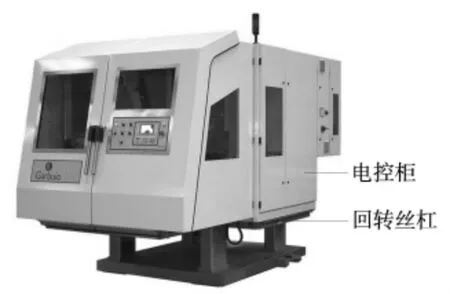
图1 SD5 切丝机外观

图2 SD5 切丝机电控柜人工移动
1 问题分析
SD5 切丝机在生产中,会产生大量的烟末和灰尘,因此每日生产结束后需要对切丝机进行保养,保养时需要将切丝机电控柜移出,此外在杀虫或检修时,亦须将切丝机电控柜移出,电控柜的月移动次数统计见表1。可以看出,平均每月需移动电控柜33.67 次,每次移动电控柜均需要准备工具、开启电控柜、关闭电控柜和回收工具,平均每次移动时间约5 min。可见,电控柜移动操作繁琐、效率低下、耗时较长。

表1 电控柜月移动次数统计 次
由于电控柜移动频率过高、回转丝杆动作频繁,导致丝杆磨损,移动机构寿命减少,在电控柜移动的过程中经常出现卡滞等故障。回转丝杆磨损如图3所示,从图中可以看出,磨损会逐渐加剧,导致移动故障增加。此外,移动SD5 切丝机的电控柜时,需要先将刀辊的防护罩移出,否则会导致刀辊防护罩损坏(图4)。

图3 回转丝杆磨损
图4 刀辊防护罩损坏
分析可知,当前SD5切丝机电控柜人工移动的方式存在效率低下、故障率高、缺少保护措施等问题,设计一种电控柜自动移动装置,需在满足高频使用的条件下,有效解决上述问题。
2 解决方案
SD5 切丝机电控柜移动装置的改进,有回转丝杆改成滚珠丝杆、电机驱动丝杆动作、气动驱动电控柜移动等多种方案,结合切丝机的工作环境和改造空间,选用气动驱动方案。
2.1 总体方案
电控柜自动移动装置包括驱动单元、自动控制单元和刀辊检测单元三个部分,在刀辊检测单元检测到刀辊到位信号后,自动控制单元控制驱动单元动作,实现电控柜的自动移动。气动切丝机电控柜自动移动装置的方案设计如图5所示。
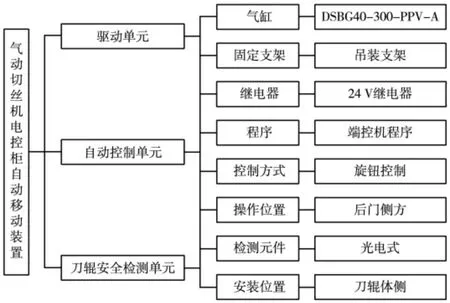
图5 电控柜自动移动装置方案设计
2.2 气动管路设计
SD5 切丝机电控柜自动移动装置采用气动驱动,其控制方案如图6 所示。在图6 中,B1、B2 是切丝机刀辊防护罩的位置检测,B3、B4 是切丝机电控柜的位置检测,均安装在气缸上。在气动回路中,调压阀调整气压,二位三通电磁阀控制气路的切断和连通,三位五通电磁阀控制气缸的伸出和缩回,排气节流阀控制气流稳定。

图6 电控柜自动移动装置气动控制示意
2.3 控制电路设计
SD5 切丝机电控柜自动移动装置的硬件设计完成后,进行控制电路设计并调试程序,使得各项设计功能顺利实现,该自动移动装置的控制电路如图7 所示。只有当B2 检测接通,即刀辊防护罩到位后,电控柜才能移动,实现了刀辊防护罩的保护功能。电控柜门开或电控柜门关旋钮接通后,电磁阀的线圈得电,控制气缸伸出或缩回,从而控制电控柜的移出或退回。
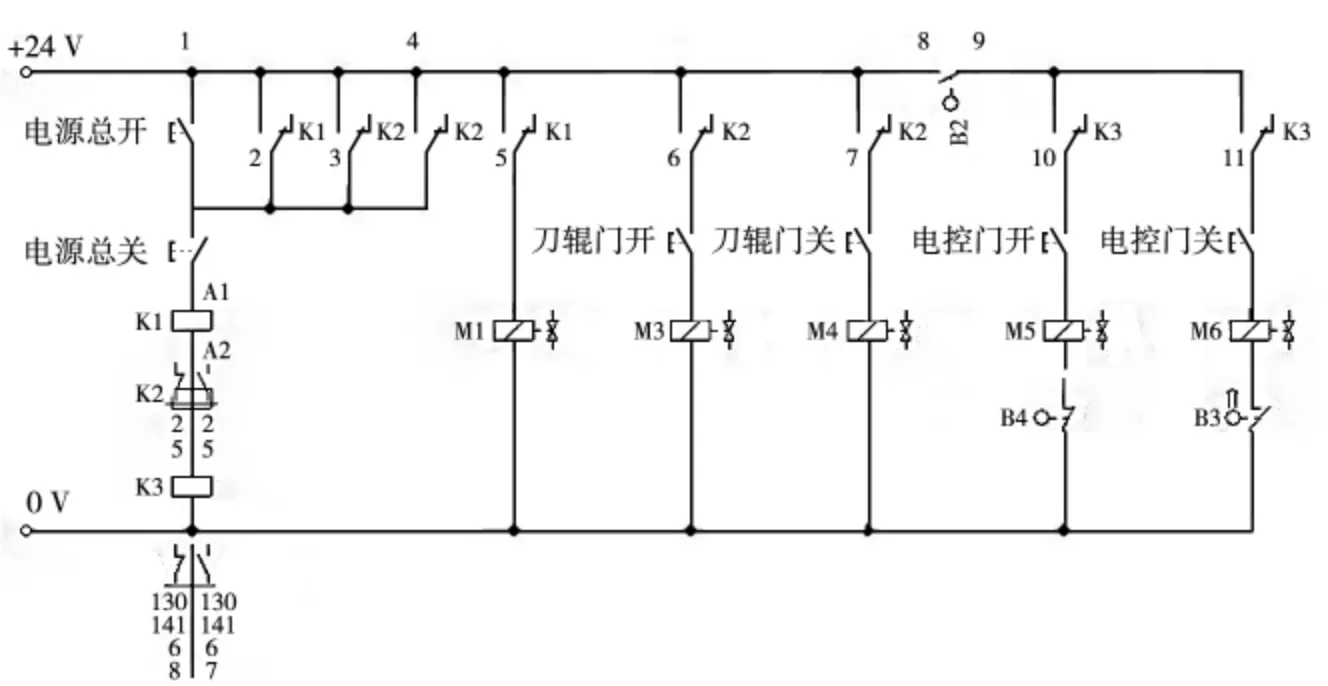
图7 电控柜自动移动装置控制电路
3 应用效果
SD5 切丝机电控柜自动移动装置安装完成后,无需人工拧动回转丝杆,旋动加装的旋钮即可控制电控柜移动至指定位置(图8),以3 个月为检验周期,从移动效率、故障频次和移动机构寿命3 个方面检验该装置的应用效果。

图8 电控柜自动移动
3.1 移动效率
SD5 切丝机电控柜自动移动装置应用后,相比于之前手动拧动丝杆省去了工具准备和回收的步骤,但多出了刀辊体移出和退回两个保护性步骤,统计该自动移动装置应用前后电控柜的单次移动时间(表2),可以看出应用该电控柜自动移动装置后,平均单次电控柜移动时间从307 s 下降至140 s,移动效率显著提升。

表2 电控柜自动移动装置应用前后移动时间统计 s
3.2 故障频次
SD5 切丝机电控柜自动移动装置应用后,气缸的平面直线运动代替了丝杆的回转运动,提高了电控柜移动的平顺性,统计该装置应用前后电控柜移动机构的月故障次数,统计结果见表3。从表3 可以看出,应用该电控柜自动移动装置后,电控柜移动机构的月故障次数从11.33 次/月下降至0.33 次/月,故障频次大幅降低。

表3 电控柜自动移动装置应用前后月故障次数统计 次
3.3 移动机构寿命
SD5 切丝机电控柜自动移动装置应用后,移动机构的寿命主要取决于气缸的使用寿命,该移动机构采用FESTO 气缸,按照推荐使用寿命,在电控柜平均月移动次数为33.67次的条件下,可使用约5 年,而该装置应用前回转丝杆的平均使用寿命约为3 个月。可见,应用该电控柜自动移动装置后,移动机构的寿命延长约20 倍。
4 结语
SD5 切丝机电控柜自动移动装置在于解当前移动机构效率低下、故障率高、缺少刀辊门防护等诸多问题,其总体设计方案包括驱动单元、自动控制单元和刀辊检测单元3 个部分,通过设计气动管路和控制电路,实现了电控柜自动移动的功能。该自动装置应用后,移动效率显著提升,故障频次大幅降低,移动机构寿命极大延长。该自动移动装置具有良好的应用效果和推广价值。
