连退机组平整板形自动控制系统开发与应用
2022-12-26王浩晴
贾 建,葛 祥,余 琼,王浩晴,吴 昊
(马钢(合肥)钢铁有限责任公司,安徽合肥 230011)
引言
带钢板形包含横向和纵向两个方面的尺寸指标,横向指的是带钢断面的厚度分布,包括凸度、边部减薄及局部高等,如图1所示;纵向是指沿带钢长度方向上的平坦程度,俗称浪形,如图2所示。马钢(合肥)公司连退机组平整采用人工方式通过调整延伸率、弯辊、倾斜等工艺参数来控制带钢板形,以消除带钢屈服平台。然而在平整高速运行期间,一旦出现边浪、中浪等较差板形时,人工很难做到对板形进行精准调整,马钢(合肥)公司开发的板形自动控制系统实现了板形的自动控制,保证了带钢的板形,提高了产品质量,同时也降低了操作者的劳动强度。
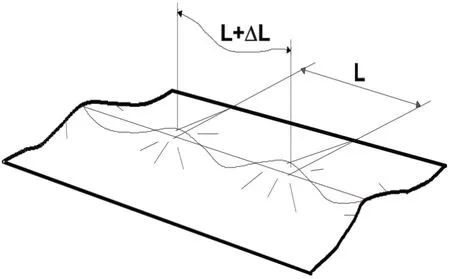
图1 中浪(带钢中部长,带钢边部短)

图2 边浪(带钢边部长,带钢中部短)
1 存在的问题
图3 记录了马钢(合肥)公司连退机组2020 年发生的一起因操作不当导致平整带钢断带事件,当时带钢板形较差,操作人员在进行倾斜调整期间,由于误操作,加剧了板形的进一步恶化,致使带钢出现边皱,与干燥风箱喷嘴干涉导致断带,整个断带事件处理将近十个小时,造成巨大的经济损失。
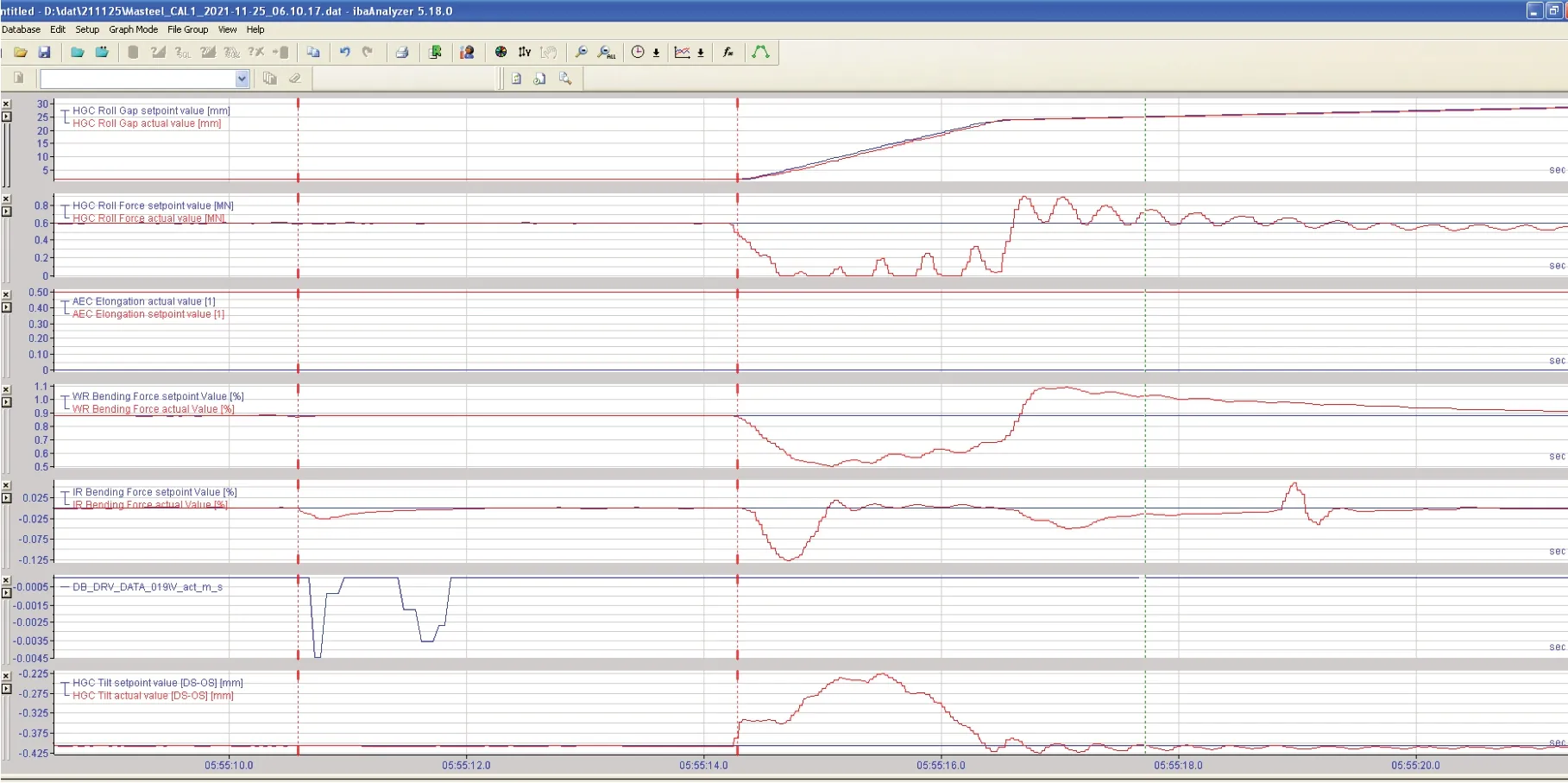
图3 平整断带时工艺参数曲线
2 自动控制系统
板形自动控制系统主要包括:自动板形控制服务器、实际板形值测量及处理系统、板形控制执行机构(工作辊弯辊、中间辊弯辊和倾斜)、接收并控制执行机构的PLC 系统、用于操作工对板形监控的HMI画面等五个方面,如图4所示。

图4 自动板形控制系统硬件配置
2.1 执行机构
2.1.1 弯辊控制
弯辊对消除带钢中浪或者边浪等板形缺陷具有较高效率,当板形仪测量通道的实际值与带钢目标板形值产生偏差时,由平整机板形控制模形根据各通道的偏差,综合计算出工作辊弯辊的控制输出量及中间辊弯辊的控制输出量。
2.1.2 倾斜控制
倾斜对消除带钢单侧边浪板形缺陷具有较高效率,当带钢产生单侧的板形缺陷时,倾斜自动控制模形会输出对应一侧的倾斜控制量,通过调节单侧辊缝值,以消除单侧板形缺陷。
2.2 测量系统
板形测量系统主要包括板形测量辊、计算机及计算机接口单元,在板形测量辊的每个测量通道上包含若干个压力测量传感器,带钢在这些压力测量传感器上产生径向力FR.1~FR.n,压力测量传感器将径向力转换为电信号,板形测量系统对发送来的电信号加以处理和计算,得到实际板形值。图5 中,α表示带钢在测量辊上形成的包角,FT.1~FT.n表示与测量通道相对应的每条带钢的张力。
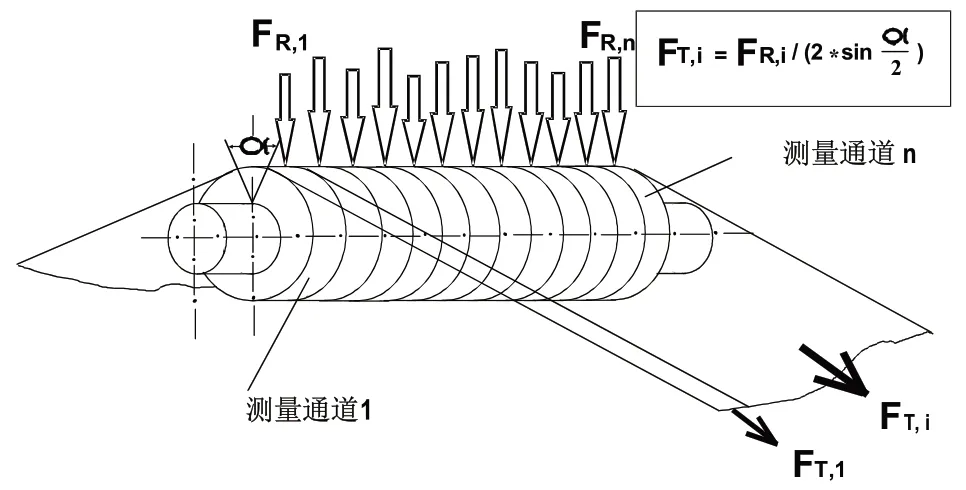
图5 版形测量滚的工作原理
2.3 自动控制流程
板形的自动控制流程图如图6所示。
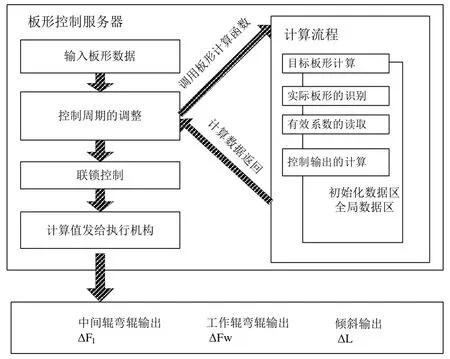
图6 自动板形控制流程图
(1)现场板型测量系统对生产实际过程中的带钢板形情况进行检测,收集相关板形数据后进行数据解读,并将解读后的数据通过工业以太网传送给板型控制服务器。
(2)板型服务器根据接收的电文内容进行分析决策,根据板型测量系统发来的实际通道数据调用板型计算函数,并将计算出的数据下发送给PLC 系统,其中计算流程如下:
1)板型服务器根据当前实际设定的板形目标曲线参数(可由操作工手动控制)计算并绘制出板形目标曲线。
2)板形服务器根据从板形仪接收的板形实际数据计算并绘制出板形实际柱形图。
3)板形服务器结合目标板形曲线(板形目标值)和实际板形柱形图(板形实际值)获取板形偏差值。
4)板形服务器根据板形偏差情况判断需要启用调整的功能并对计算各项控制功能的调整量,并对各项控制参数加以系数修正。
(3)板型服务器最终将计算出来的数据发送给PLC控制系统。
(4)PLC 控制系统根据板型服务器发来的数据对弯辊及倾斜等各执行机构下发目标参数。
2.4 HMI画面开发
板形自动控制系统的HMI 画面主要包括轧制信息窗口、控制状态显示窗口、板形控制功能窗口、目标曲线调整窗口、历时板形回放窗口、控制参数设定窗口、投入速度设定窗口、死区设定窗口及执行机构限幅窗口等,其主画面如图7所示。

图7 自动板形控制HMI画面
2.4.1 轧制信息显示窗口
轧制信息显示窗口用于展示当前实际生产的钢卷的实时信息,主要包括钢卷号、钢种、带钢宽度、轧制长度、轧制速度、入口厚度、出口厚度、轧制力、入口张力、出口张力、入口单位张力、出口单位张力、A1_FB、A2_FB 等,以帮助操作人员更好的确认现场实际生产情况,以完成对板形控制实际情况的判断。
2.4.2 控制状态显示窗口
控制状态显示窗口包括实际板形显示、窜辊位置显示、控制实际值等,其中实际板形显示部分,展示了目标板形曲线和实际板形柱形图,该部分可通过调整按钮对显示量程进行更改。为符合操作人员习惯,系统中将弯辊值的单位调整为百分比,工作辊弯辊的上限为100%,下限为-50%;中间辊弯辊的上限为100%,下限为0;倾斜值的单位为μm,上限为2 000,下限为-2 000。
2.4.3 功能面板窗口
板形控制功能窗口包括ASC 功能开关、工作辊弯辊、中间辊弯辊、倾斜控制、边部通道控制、边部通道显示、系统报警、操纵屡历、控制核心、数据采集、分类数据、PLC 电文发送、PLC 电文接收、板形仪通讯、状态监视等,ASC功能开关为板形自动控制模式的总开关,仅当该按钮被按下时,各项板形控制功能才可以进行投用。
2.4.4 目标曲线调整窗口
目标曲线调整窗口用于对目标曲线进行调整,包括PC 模式与PLC 模式,其中PC 模式下允许在该面板对目标板形曲线进行调整,PLC 模式下不允许手动调整目标曲线参数,实际值中的A1、A2、A6 分别对应下发的倾斜、凸度、边部,即这三项参数用于调整实际板形的倾斜、中部、边部。其中倾斜增加时目标曲线会往操作侧压,倾斜减小时目标曲线会往传动侧压,凸度增加时目标曲线会呈开口向上的抛物线以改善中浪,凸度减小时目标曲线会呈开口向下的抛物线以改善边浪。
2.4.5 参数设定窗口
参数设定窗口包括各项功能增益、权重、控制步幅、调整板形控制灵敏度、修改各项功能调整的上下限等。其中控制增益为核心程序计算过程中对该项控制功能进行附加运算时的参数,该参数越大,对该控制调整进行的幅度越大。
3 结束语
自从板形自动控制系统投入运行以来,板形控制良好,未出现过因参数调整而导致平整断带事件,且调整曲线平滑,效果显著。
