钛合金激光冲击强化过程中的晶粒旋转和残余应力演变
2022-12-21赵瑜霞
赵瑜霞
(航空工业江西洪都航空工业集团有限责任公司 江西 南昌 330096)
高周疲劳断裂是飞机零部件常见的失效模式。激光冲击强化作为一种先进的表面改性技术,由于能显著提高疲劳寿命而得到了广泛应用[1]。其基本强化机制是,LSP诱导的表层残余压应力能够有效地抑制微裂纹的萌生和扩展[2]。与常用的喷丸法和球磨法相比,LSP能产生较深的残余压应力层,最大可达1 mm[3],而喷丸法的残余压应力层不超过0.25 mm,且残余压应力的热松弛较小[4-5]。喷丸处理会使材料产生强烈的加工硬化,对材料组织有害,而LSP处理则能明显降低材料的组织。高而深的残余压应力对提高疲劳寿命有很大的贡献[6]。
在激光冲击过程中,吸收涂层通过吸收激光能量而变成等离子体。由于透明约束层和工件的限制,会产生激光冲击波,并由表面向亚表面传播(见图1)。在激波作用下会产生强烈的塑性变形,其塑性变形远大于材料的动态屈服强度[7]。实际上,在喷丸区域会出现由于强烈塑性变形而产生的高密度位错[8]。一般来说,残余应力、硬度和疲劳寿命与LSP的参数密切相关[9-12]。事实上,研究这些信息可以直接揭示LSP对材料性能的影响。LSP的参数比较容易控制,可以满足具体的设计要求。因此,激光冲击对提高工件的疲劳和损伤容限具有显著的潜力。以往的许多研究都是基于各向同性、均匀的材料,采用数值方法对其残余应力分布进行预测[13-14],但缺乏基于材料各向同性的数值模型,该数值模型在研究和预测微观组织演变及其与残余应力的关系时,可以得到更明确的LSP作用机制。

图1 LSP的工作原理
目前研究LSP过程中组织结构的变化和变形机理,以及LSP过程中组织与残余应力的关系,通常选用Ti-6Al-3.5Mo-1.8Zr(TC11)航空钛合金作为实验材料。该材料具有良好的热稳定性、热强度和较高的使用温度(可达500 ℃)[15-16]。TC11已广泛应用于航空航天工业,但是,对于LSP TC11钛合金的显微组织及其与残余应力的关系,目前还没有类似的研究。
1 实验原理
1.1 材料
TC11钛合金为3 mm厚的轧制板材,从该钢板上切取标本,尺寸为15 mm×20 mm×3 mm,TC11钛合金的表面组织如图2所示,见有初生长条状α-晶粒(体积占80%)和间隔状β-晶粒(体积占20%),α-晶粒的平均尺寸约为40 μm长,10 μm宽。

图2 TC11的表面微观结构
1.2 表面处理
用600号、1 000号、2 000号和3 000号砂纸对试样进行湿砂处理,然后用酒精超声清洗2~3分钟。随后,采用电解抛光技术,选用乙酸和高氯酸的比例为20:1作为电解质。电解抛光在2 000 mL玻璃烧杯中进行,使用TPR-6405D直流电源。电流强度和电压控制在40~50 A/dm-2和65~75 V之间。电解抛光30 s后,用去离子水冲洗样品。
1.3 激光冲击强化(LSP)
激光冲击强化实验是在高功率转换钕玻璃调Q激光器上进行的。激光波长为1 054 nm,脉冲持续时间为10 ns。光斑直径和功率密度分别为3 mm和7 GW/cm2。透明约束层采用2 mm厚的水层,吸收层采用铝箔胶带。铝箔吸收激光能量后会产生激波并转化为等离子体,同时保护试样表面不受热烧蚀。重叠率保持50%,相邻激光光斑间距为1.5 mm,见图3。
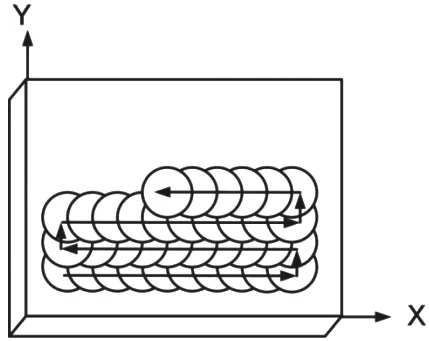
图3 平面样品上的激光光斑序列
1.4 残余应力与织构
用标准x射线衍射技术,根据sin2ψ方法测定了原始样品和激光抛射样品表面和近表面的残余应力。利用Cu/Kα辐射测量了六方α相的致密堆积面和孪晶面{0002}和{11-22}处的晶格应变。实际上,可以得到的是一系列的散射角。布拉格定律给出了平面间距与衍射角的关系:

其中dhkl为平面间距,2θhkl为特定hkl平面的衍射角,λ为x射线波长。由sin2ψ方法给出恒定波长下某一特定方向的残余应力:

其中σФ和EФ为某一特定方向上的残余应力和模量,dhkl为平面间距,d0hkl为原始平面间距,ψ为样品法线方向与衍射矢量之间的夹角,为泊松比。并对比了轧制方向和横向的残余应力。同时,在相同的辐射条件下,用X射线衍射测角仪测量每个样品的极点图{10-10}、{0002}和{11-22}。极点图上是通过Maud软件计算得出。
2 结果与讨论
2.1 晶粒转动
原始样品和LSP样品{10-10}、{0002}和{11-22}的极点图如图4所示。一般来说,原始样品和LSP样品的织构都具有较强的{0002}基向织构、{10-10}滚向织构,且对{11-22}面没有明显的择优取向。但对(a)(b)(c)的详细分析发现,{10-10}面几乎全部朝向滚转方向(RD),而主要的{0002}面朝向法线方向,横向扩散明显。对比(d)(e)(f)可知,LSP后,{0002}面很大程度上变成了TD面,因此,{0002}的优选取向明显降低。对于{10-10}和{11-22}纹理的变化,几乎分辨不出来。
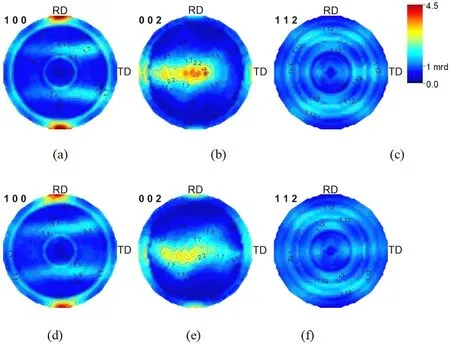
图4 原始样品的(a){10-10},(b){0002},(c) {11-22}极点图以及LSP后样品的(d){10-10},(e){0002}, (f){11-22}极点图
如图1所示,在LSP过程中,喷丸区域发生了剧烈的塑性变形。由于β晶粒的比例小于20%,可以认为主要变形是由α晶粒造成的。从晶体学角度看,{0002}和{11-22}分别为α-晶粒的致密堆积面和孪晶面。{0002}<11-20>是α相唯一的滑移体系,具有封闭堆积的六边形结构。在LSP过程中,压力等离子体对表层的影响呈法线方向。结合织构数据,{0002}<11-20>滑移系的施密特系数(Schmidt number,Sc)接近于0。等离子体的作用时间在9~10 s[17]。因此,可以认为滑移系统难以启动,孪晶是α晶粒塑性变形的主要组成部分。由于大量的{11-22}孪晶发生,大量的{0002}面转向TD。这与纹理的演变是一致的:{11-22}面的变化很小,而{0002}面的变形明显。
2.2 残余应力演变
图5和图6显示了不同反射条件下{0002}和{11-22}面的面间距分布。对于{0002}面,如图5所示,TD方向的原始残余应力为拉应力(10 Mpa),RD方向的原始残余应力为压应力(-20 Mpa)。LSP处理后,所有残余应力均变为压应力,TD方向为-350 Mpa,RD方向为-640 Mpa。对于{11-22}面,如图6所示,原始试样的残余应力基本相同,两个正交方向的残余应力均为115 Mpa。但经LSP处理后,均转变为不同值的压应力。TD为-327 MPa,RD为-458 MPa。
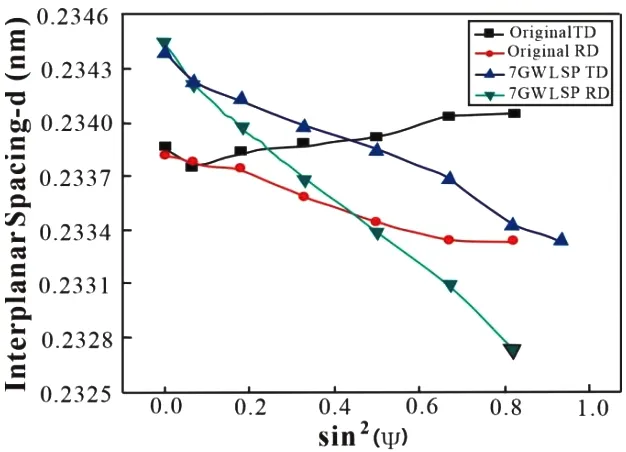
图5 不同反射条件下{0002}面的面间距分布
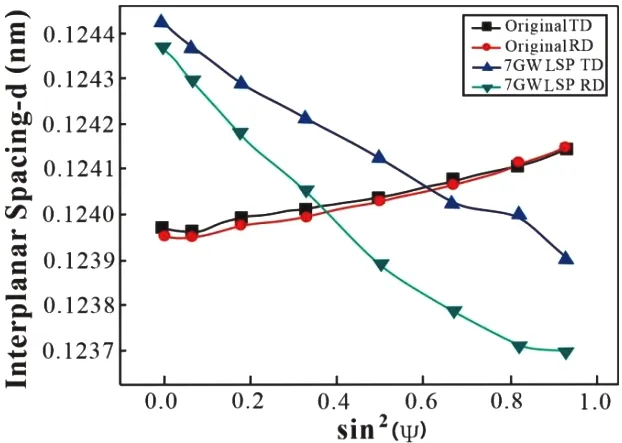
图6 不同反射条件下{11-22}面的面间距分布
对于原始试样,致密层{0002}的残余应力在TD和RD中呈相反的符号,TD中的拉应力增强了孪晶产生所必需的剪应力,而RD中的压应力则起到相反的作用。因此,{0002}面在孪晶过程中转向TD。LSP处理后,大量孪晶导致TD中{0002}面扩散。各向异性孪晶导致两个方向的残余应力存在显著差异。这是因为孪晶发生时,应力会转移到相邻晶粒,然后松弛。
对于孪晶面{11-22},TD和RD的原始残余应力是均匀的,LSP处理后,应力像{0002}面一样被分割。可以认为这与各向异性孪晶产生的原因相同。同时,面间距与sin2(Ψ)之间存在明显的非线性关系,这可能是由于晶体大规模定向排列及塑性粒间变形所致。
3 结论
通过研究激光冲击强化对TC11钛合金晶粒取向和残余应力的影响。可以得到如下结论:①原始样品具有较强的{0002}基织构,经激光冲击强化后,{0002}基织构明显向横向转变;②原始残余应力在横向(TD)和轧制方向(RD)均为115 Mpa左右,但经LSP处理后,均转变为不同值的压应力,TD为-327 MPa, RD为-458 MPa。
