基于SVR模型的双锐棱铝合金翼子板成形工艺优化*
2022-11-29贾倩茹
蒋 磊 贾倩茹 谢 晖③ 龚 熙 廖 敏 赵 磊
(①东风本田汽车有限公司新车型中心,湖北 武汉 430056;②湖南大学机械与运载工程学院,湖南 长沙410082;③大捷智能科技(广东)有限公司,广东 佛山 528225)
随着社会发展,汽车市场不断变革,轻量化则是汽车市场变革中的重点。铝合金的应用大幅减轻了车身重量[1],在相同车身刚度下,铝合金车身相比钢制车身可减重50%。在车辆领域尤其是豪华车型,铝合金的使用率不断提高[2]。车身覆盖件普遍存在棱线特征,其中翼子板棱线特征明显,且极易产生滑移线缺陷[3],因此,需要寻找最优加工参数来控制翼子板锐棱区域滑移线[4]。在实际生产中模具改修成本大,需在模具开发前期运用有限元分析方法对滑移线进行预测分析以及控制优化[5]。由于结构复杂、成形困难等原因,翼子板成形仿真需要大量时间,因此,需要引入高效的寻优代理模型,求解合理的工艺参数来指导工艺过程,节约制造成本[6]。
近年来,诸多学者对车身覆盖件的成形过程进行了研究。王兴等利用田口法设计翼子板成形正交实验,计算各参数水平信噪比后获得最优工艺参数并进行样件验证[7];洪佳莹等研究了不同层压新型增强材料翼子板相比钢制翼子板的性能提升[8];谢延敏等通过基于信赖域改进的动态Kriging模型结合粒子群算法优化了翼子板成形的拉延筋[9];陶威等利用Kriging模型及粒子群优化算法进行了复合材料的翼子板多尺寸可靠性优化[10],上述研究针对不同材料翼子板的成形性进行分析,主要利用响应面法、代理模型及神经网络模型来优化工艺参数,但响应面其预测精度不足、神经网络需要大量拟合样本。同时,目前尚无学者对存在双锐棱特征的铝合金翼子板棱线滑移量进行深入研究。
SVR是以统计原理和结构风险最小化原则为基础的核函数映射模型。SVR模型具有小样本高维数较高精度的特点[11],保证在当前样本及无穷样本时均为最优值,将问题转化为一个二次型在全局内寻优,避免了神经网络方法可能趋向局部最优的隐患,其泛化性能和预测能力均很优秀[12];PSO算法是通过个体极值与群体极值来更迭粒子个体的速度与位置,在不断迭代中将寻得解空间最优解[13],其全局寻优能力出色适用于模型参数的选择和优化,且相比于其他优化算法参数较少,收敛速度和求解精度也较为突出[14],上述研究尚无将SVR与PSO算法结合的预测优化算法应用到双锐棱铝合金翼子板滑移控制的研究中。
为提高双锐棱翼子板锐棱的成形效果,本文提出基于SVR模型及PSO相互结合的方式来优化双锐棱铝合金翼子板的冲压工艺参数,快速有效制定最优工艺方案。通过对翼子板冲压问题的经验判断[15]及AutoForm软件中的智能分析模块,选取压边力B.H.F、拉延筋系数ƒ1、拉延筋系数ƒ2和摩擦系数μ为双锐棱翼子板优化的4个设计变量,以主副锐棱最大滑移量为优化目标;使用拉丁超立方采样基于计算机辅助工程仿真获得随机且均匀分布在设计域的60个样本点,根据成形数据建立满足精度要求的SVR回归模型,基于PSO建立多目标优化模型寻求最优参数并进行实验验证模型可靠性,以期找到合理的工艺参数搭配组合指导实际生产。
1 成形工艺与参数
1.1 双锐棱铝合金翼子板成形工艺
车身覆盖件属于典型的金属薄板件,产品结构复杂,表面质量要求高,其成形过程含有几何非线性的板料大变形大位移、材料非线性的板料塑性变形[16]、边界非线性的板料接触摩擦所代表的三重非线性综合作用,这使得冲压工艺设计十分困难[17]。而双锐棱翼子板由于存在两条锐利的棱线,在拉延成形过程中极易产生滑移线缺陷。通常来说,滑移线形成的原因有两方面:一是成形初期凸模圆角过早与板料接触;二是凸模圆角两侧材料流动阻力不平衡[18]。因此,为保证双锐棱翼子板的成形质量,需选择出关键工艺参数的合理设计变量,通过适当优化算法来调整设计变量以求控制锐棱处滑移。
本文以东风本田某款采用铝合金材料的双锐棱翼子板为研究载体,对其成形过程以及滑移线的控制进行探索。该翼子板腰线和轮眉线均为锐棱造型,其中腰线圆角半径为R2,棱线两侧夹角为135°,轮眉线圆角半径为R3,棱线两侧夹角为140°,产品几何模型如图1a所示。对于双锐棱翼子板,其冲压方向需要兼顾两条棱线,棱线滑移趋势应保持一致,同时还需要考虑进、出料方向两侧的材料流动平衡。冲压方向的角度设定、拉延筋系数、压边力、摩擦系数和锐棱圆角大小等[19]均对锐棱区域成形有较大影响。而冲压方向则起着决定性作用,通过综合考虑,将翼子板冲压方向设定为绕车身Y向旋转23°。基于冲压方向设计了4工序的成形工艺方案,即OP10为拉延、OP20为修边、OP30为翻边+整形、OP40为翻边+冲孔,全工序工艺过程图分别如图1b、c、d、e所示。

图1 双锐棱铝合金双锐棱翼子板产品几何模型与成形工艺方案
根据双锐棱铝合金翼子板成形工艺方案,在AutoForm软件中完成压料面、工艺补充面设计,并设置压边力,拉延筋系数等参数,之后经过初步冲压成形仿真后,在CATIA软件中构建高质量的工序数模,然后再次导入AutoForm软件中进行冲压模拟,获取成形参数进行成形质量评价。本次选用AL6014-T4材料翼子板,其材料参数如表1所示。

表1 AL6014-T4铝合金的材料参数
1.2 优化变量设计
冲压件成形时有效地调控压料面作用力、降低材料在模具中的流动速度可减小成形时材料流动不均的缺陷,从而大大提高成形质量。拉延筋的作用主要是增大进料阻力,毛坯所受的拉力较大,则产生的塑性变形也较大,拉延件的刚性相应提高变形不足减少,故回弹、松弛等问题得到改善;翼子板的内外拉延筋调整成本低,且通过控制板料流入量控制了滑移,因此本文选内外拉延筋系数作为自变量[20];冲压模具压边力对拉延阻力影响也很大,过大压边力会使工件的拉应力太大,可能造成某些位置破裂,太小则可能有起皱风险;摩擦系数主要影响板料的流动,过大的摩擦系数会影响成形的表面质量,特别是棱线成形质量,因此本文还选择压边力和摩擦系数作为自变量。
在翼子板成形时需要保证主副棱线滑移量小,这就需要引入主副棱线滑移量。通过研究薄板冲压过程,协同AutoForm中的翼子板冲压sigma分析,对于双锐棱铝合金翼子板的冲压优化模型,本文选取:压边力B.H.F.(980~1 274 kN)、拉延筋系数1 为ƒ1(0.1~0.3)、拉延筋系数 2 为ƒ2(0.1~0.25)、摩擦系数μ(0.1、0.15)这4个主要影响因素作为设计变量,拉延筋1、2位置如图2所示。
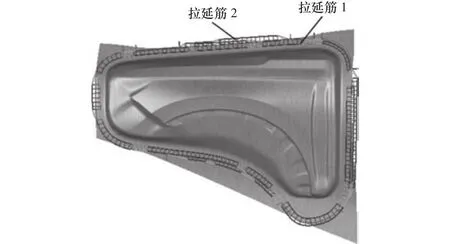
图2 拉延筋示意图
在车身覆盖件实际生产中,由于受力过于复杂为保证翼子板锐棱处的成形效果,首要应当考虑的问题就是:锐棱处的成形性是否满足锐棱要求即主副棱线滑移量是否满足锐棱定义要求,将目标函数设置为:翼子板主锐棱处最大滑移量和翼子板副锐棱处最大滑移量。
2 SVR-PSO 优化模型
2.1 SVR 原理及方法
SVR算法是基于Vapnik等人以统计学原理为基础,基于SVM引入ε不敏感损失函数所构造出来的一种用于拟合回归问题的算法[21],其目标并不是只考虑样本无穷时的最优值,而是保证在当前样本也是其最优解的同时覆盖了全局。SVR算法本质是将待解决的实际问题通过非线性映射来投射到高维特征空间,寻找到一个最优超平面,这个最优超平面满足所有训练样本距该回归面误差最小,实现回归拟合达到最大拟合精度[22],这一性质保证模型本身具有良好的泛化性能。根据所给训练样本输入输出在高维特征空间建立的线性回归方程如下,其中 φ (x)为非线性的映射函数, ω为惯性因子。

由于该问题为非线性问题,故选择径向基核函数(RBF),RBF函数是某种沿径向对称的标量函数,本文选用高斯核函数,该函数可表示为

其中:xi为包含d个特征的输入特征向量,参数 γ为径向基核函数的宽度。通过引入 ε不敏感损失函数和松弛变量ξi、ξi*,回归函数的求解方程如下。
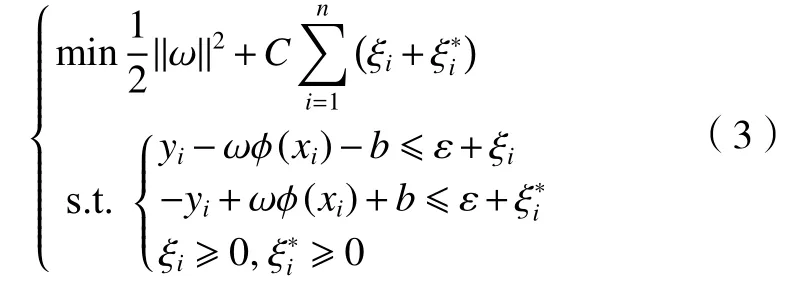
其中:C为惩罚系数, ε规定了回归函数的误差要求。计算求得


通过样本点来训练和测试SVR回归模型的流程如图3所示。

图3 SVR 训练和测试过程流程图
2.2 PSO 原理及方法
粒子群算法(PSO)由Kennedy J等[23]所提出的一种基于种群智能的优化方法,它是对自然界群体觅食行为的模拟,这种算法相较于其他算法在全局范围内的寻优能力突出[24]。PSO算法每个单独存在的粒子都是待优化问题所寻求最优解的潜在可能,粒子的特征由其在全局内的速度、位置和自身适应度这3项指标表征,每次迭代后粒子本身的速度和位置通过粒子个体最佳位置和全体粒子中的最佳位置进行更新[25],其中的适应度用以表示粒子在种群中的优劣程度,可通过适应度函数计算求得[26],通过个体极值与群体极值来更迭粒子个体的速度与位置,在不断迭代中将寻得解空间最优解[27]。
PSO算法首先需在解空间中生成初始粒子群X=(X1,X2,···,Xn),Xi=(Xi1,Xi2,···,Xim)τ代表第i个粒子在解空间所处位置,这也代表了一个潜在的解。从初始粒子群开始,每次迭代后由粒子最优位置带入适应度函数计算出当前粒子的适应度和当前种群的适应度,通过适应度更新粒子速度Vi=(Vi1,Vi2,···,Vim)τ,粒子个体极值Pi=(Pi1,Pi2,···,Pim)τ,粒子位置,群体极值Pg=(Pg1,Pg2,···,Pim)τ,每次迭代过程中,粒子位置和速度更新为[28]

其中: ω为惯性权重,k为当前迭代次数,c1、c2非负的加速度因子,r1、r2是[0,1]区间内随机数。种群中的粒子根据每个粒子i的速度Vi和位置Xi来计算粒子i适应度和根据适应度设置粒子i最优位置进而获得全局最优位置,如果超出定义域位置则需要重置例子位置和速度,最后根据粒子适应度来更新,其优化流程和代码思路如下。
PSO 迭代优化过程
for 每个粒子i
建立每个粒子i的速度Vi&位置Xi
计算粒子i适应度&根据适应度设置粒子i最优位置pBesti=Xi
end for
群体全局最优位置gBest = min{pBesti}
while not stop
for i :1 to N
更新粒子i的速度&位置
if 粒子i速度&位置out of定义域
粒子i速度&位置=Random(定义域)
根据适应度函数计算粒子i适应度
if fit(Xi) < fit(pBesti)
pBesti = Xi;
if fit(pBesti) < fit(gBest)
gBest = pBesti;
end for
输出gBest
end PSO迭代过程
运用PSO优化的流程如图4。

图4 粒子群优化过程流程图
3 参数优化及结果分析
3.1 拉丁超立方采样
近似模型的选择主要由因素及拟合模型决定,为建立双锐棱铝合金翼子板冲压成形自变量和应变量之间的近似模型,需要为模型提供一定的数据基础,采集一定数量样本信息。由于SVR模型是对全局进行模拟的一种代理模型,因此构建模型所需采集的样本点不应过于集中在某一区域而是散布在整个区域的精简样本点使其能囊括全局。在进行多因素水平性分析的实验研究中,常采用拉丁超立方试验,特别是本文受翼子板结构复杂仿真分析成本较高只能进行小量级实验的情况下,更需要使用拉丁超立方采样[29]。
拉丁超立方试验是用于生成初始样本点的一种分层抽样方式,其在保证统计显著性时还大幅减少采样基础规模。在进行采样时,每个设计因素都在自己所对应的设计空间被均匀划分为实验总数个等分区间。如计划抽m个样,则按拉丁超立方采样准则将n个变量划分为等概率的m段,最终的实验域由等概率的nm个小格构成。需要获得满足投影至任一维每格样本仅一个且在区间内随机分布的样本[30]。
实验优化参数选择:压边力B.H.F.(980 ~1 274 kN)、拉延筋系数1为ƒ1(0.1~0.3)、拉延筋系数2为ƒ2(0.1~0.25)、摩擦系数μ(0.1、0.15)这4个主要影响因素,初始实验设计样本点为60个,选取前50个为训练样本点,剩余10个作为测试样本。将每个影响因素均匀划分为60个区组,利用python乱序生成每个区组的自变量值后,将各影响因素的乱序变量值组合,就得到了拉丁超立方试验的60个样本,通过仿真求解获得60组拉丁超立方的仿真数据,拉丁超立方试验设计及计算结果见表2。

表2 拉丁超立方实验设计及结果
3.2 SVR-PSO 模型训练
SVR的基本思想是寻找一个最优超回归面使得所有训练样本离该平面总偏差最小进而实现回归拟合,具体通过实验所得采样点进行基于RBF核函数的预测训练获得预测模型。PSO算法则是用指标表征该粒子特征,根据指标判断粒子是否更新粒子逼近全局最优解的优化方法,其中适应度值由适应度函数计算得到,用来表示粒子的优劣。最终利用PSO算法优化训练所得的SVR预测模型以此获取最优加工参数来保证双锐棱铝合金翼子板的棱线成形最佳,其预测优化流程如图5所示。

图5 翼子板棱线滑移SVR-PSO优化流程图
本实验双锐棱铝合金翼子板冲压成形工艺参数由CAE软件分析所得共60组实验,先将样本随机划分为训练集和测试集,其中训练集包括50个样本,测试集包括10个样本。在SVR模型的参数选择中,由于该问题为非线性问题,故选择RBF核函数,惩罚因子C为50,epsilon设定为1,容忍停止标准为0.001,训练后测试结果见表3。

表3 SVR模型测试结果
回归模型常见回归精度评价指标有:平方根误差、平均绝对误差、平均平方误差、决定系数(R2)等,在不同量纲问题上,前面几种难以进行评估,模型选取R2作为评判标准,R2反映的是因变量的全部变异能通过回归关系被自变量解释的比例,可理解为使用均值作为误差基准,看预测误差是否大于或者小于均值基准误差,越接近1表示预测效果越好,其计算公式如下,其中n为对应数据总数,ytest,ytestpre分别为实际值和预测值。

在实验中,反复训练得到最有效预测模型,根据计算主棱线滑移的测试集R2为0.973,训练集R2为0.839,副棱线滑移的测试集R2为0.974,训练集为0.940,在测试集中部分测试数据与预测值有一定差距,考虑到仿真和预测的误差,结合R2值可以认为SVR模型已经取得较好的拟合效果。
将SVR模型与Kriging模型进行预测结果对比如图6、7所示,其中基于SVR模型的R2分别为:主棱线滑移测试集R2为0.973,训练集R2为0.839;副棱线滑移的测试集R2为0.974,训练集R2为0.940;基于Kriging模型的R2分别为:主棱线滑移测试集R2为0.948,训练集R2为0.888;副棱线滑移的测试集R2为0.903,训练集R2为0.900。通过与kriging模型的比较表明基于SVR模型的预测精度更为准确,因此对比之后选用SVR模型进行铝合金双锐棱翼子板棱线滑移控制模型的构建。
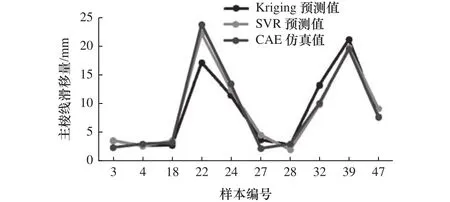
图6 基于Kriging和SVR的翼子板主棱线滑移的预测结果对比

图7 基于Kriging和SVR的翼子板副棱线滑移的预测结果对比
经过预测精度对比和精度验证的SVR预测模型可通过PSO进行工艺参数优化,根据获得的SVR优化模型构建模型参数为
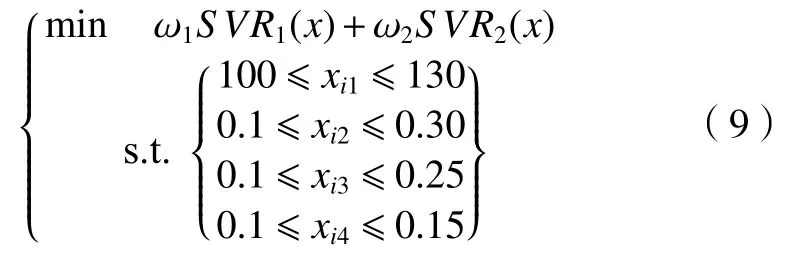
式中:SVR1(x),SVR2(x)分别为主副棱线滑移量关于自变量的SVR回归函数、副棱线滑移量关于自变量的SVR回归函数;ω1、ω2为两个SVR回归函数的权重系数;xi1、xi2、xi3和xi4分别代表自变量压边力、拉延筋系数1、摩擦系数、拉延筋系数2。
PSO设定参数分别为:惯性因子 ω=0.8,学习因子分别为r1=2、r2=1,种群数量N设定为60迭代次数设定为2 000次,收敛曲线如图8所示。

图8 PSO 收敛曲线图
经过足够多的迭代,以及足够大的初始种群,且重复3次的结果都收敛于128、0.19、0.15和0.205附近,有充分依据认为,已经找到最优值和其对应的最优参数,如表4所示。

表4 优化前后铝合金翼子板棱线滑移量对比
3.3 优化验证及参数分析
将获得的最优参数进行CAE分析,即压边力为1 281.43 kN,拉延筋1系数为0.193,摩擦系数为0.150,拉延筋2系数为0.205,得到主棱线最大滑移为1.92 mm,副棱线最大滑移为1.31 mm。该值与SVR模型的预测值0.73 mm和0.26 m存在些许差距,这主要是由于SVR的训练样本采样于整个定义域,故只能反映该定义域内的整体趋势,该结果显示使主棱线滑移和,副棱线滑移均远低于3 mm,锐棱成形性良好。
另一方面从参数的物理意义来看,压边力对拉延阻力影响很大,过大压边力将使工件某些位置破裂特别是锐棱特征处极易产生撕裂,而太小的压边力不足以保证板料冲压时维持平整,可能有起皱风险,而锐棱特征处一定不能存在这种明显面品缺陷,因此选用1 300 kN的压边力。
模具的拉延筋的提高了冲压入料阻力,增大塑性变形提高工件刚性从而降低回弹、但过大的拉延筋系数则极易在锐棱处出现撕裂,因此拉延筋1系数选0.193,拉延筋2系数选用0.205;摩擦系数则是影响板料流动,但大摩擦系数会影响表面质量,因此在范围内选用0.15。
由于CAE分析可能存在误差且生成受多个因素制约,因此本文根据优化后的参数进行了样件试制,将经过CAE分析验证的参数代入到实际生产中,其生试制样品如下图,经过测量其主棱线滑最大滑移1.85 mm,副棱线最大滑移1.33 mm,且样本成形性良好无表面缺陷方便后续加工,如图9。

图9 参数优化后翼子板试模样件
4 结语
(1)本项目翼子板的棱线特征明显,且整体造型起伏急剧、结构面负角多、A面曲率大、主副棱线均为锐利化设计其成形要求较高。由于翼子板实际生产中调整模具成本巨大且CAE仿真分析仍然需要大量时间,因此本文中采用SVR与PSO相结合的方法,优化了双锐棱铝合金翼子板棱线滑移成形参数。
(2)SVR与PSO结合的算法优化迭代出的最优成形参数为:压边力1 281.43 kN,拉延筋1系数0.193,摩擦系数0.150,拉延筋2系数0.205。将优化后的工艺参数带入CAE软件进行实例仿真,主副棱线最大滑移为1.92 mm、1.31 mm,远超锐棱成形要求成形性能优异。
(3)将经过实例仿真确保成形性后的参数用于实际样本试制,实际测得主副棱线最大滑移为1.85 mm、1.33 mm远超锐棱要求,成形质量优异,其结果验证了本文优化算法在车身覆盖件锐棱成形工艺优化的可行性和有效性。
