浅析轻型燃机压气机机匣拆卸工具
2022-11-24李振江涛史健超于晓峰尹梽安
李振,江涛,史健超,于晓峰,尹梽安
(中海油能源发展装备技术有限公司,天津 300452)
1 引言
本次我们目标维修型号为SOLAR C40-T4501燃气轮机,是单轴轴流式前驱动工业用燃机,额定功率为3007KW@31℃,燃机转速为14950rpm,本次维修难度在于利用原厂授权技术文件,在没有原厂工程师技术指导下,凭借团队维修经验,完成SOLAR C40核心机整体大修拆解,其中压气机主要由IGV、压气机机匣、11级定子、支撑环、转子组成,其功能是将从进气滤器过来的空气进行增压增温,压缩到燃烧室与燃料混合燃烧,压气机内工作压力能够达到10kg左右,温度能够达到400℃以上,结构上定子安装时是需要将定子用干冰冷却进行安装的,必要时还要对压气机机匣外壁进行加热,由于压气机机匣与定子为过盈配合,长期在高温高压环境下,定子很容易与压气机机匣粘连在一起,所以在拆解压气机机匣工艺步骤时,我们遇到了难题,因原厂拆卸工具价格昂贵,接近20万美金,为此需要一款成本低、结构简单的适用于透平机组压气机机匣拆卸的提升装置来进行解体工作。

图1 SOLAR C40透平机组核心机示意图
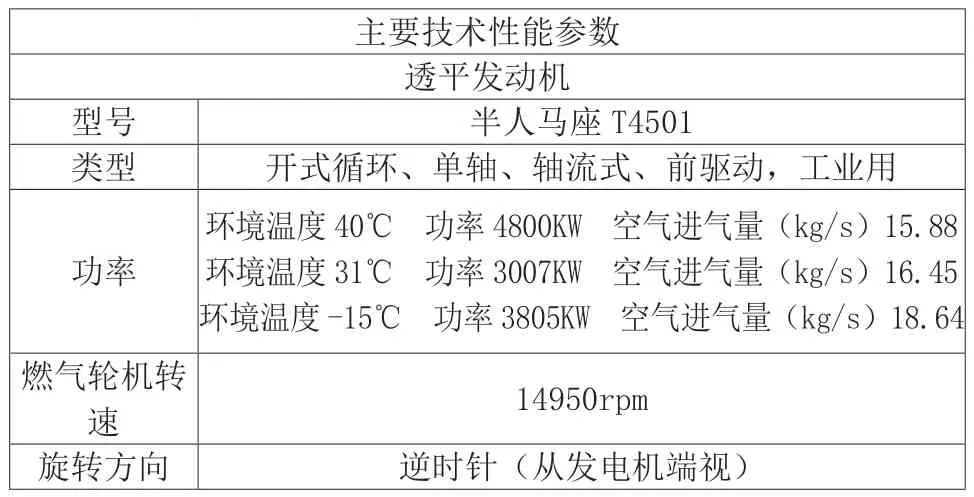
表1 SOLAR C40单轴机组主要性能参数
临界转速(包括压气机和涡轮)第一级 4500r/min第二级 8200r/min第三级 18600r/min压气机类型 轴流式,11级,压比为9.01:1最大允许温度455℃最大允许压力16146r/min 11.4bar空气流量 17kg/s转速 14950r/min最大允许转速
2 工具工装选型
(1)如图2所示,为SOLAR C40透平压气机总成,为了拆卸压气机机匣,由于首次自主拆卸,最初的想法是在压气机机匣法兰面等距安装3个吊耳,再用行吊缓慢往上提拉,将机匣拉出,但经过内部讨论确认得出,此种方法不可行,机匣内壁与定子是过盈配合,一旦往上拉的时候3个吊耳处受力不均,会造成机匣3个点不在一个水平面上,机匣会倾斜往上提升,如果不采取措施内壁肯定会与定子卡住,造成部件不可逆的损伤,会增加拆卸难度。

图2 SOLAR C40透平机组压气机机匣拆卸工具方案1
(2)如图3所示,压气机机匣上方红框内为压气机机匣拆卸工装,工具主要由3个报废的压气机定子焊接而成,再机加工1个盖板,焊接在最上面的定子上,中间开孔能够穿过中心轴,设计初衷主要考虑设计的工装需要顶住压气机定子,并且工装外延直径不能超过机匣内壁直径,定子厚度很小,而利旧报废的定子可以节省部分加工成本,加工工艺上难度也要小很多。考虑压气机机匣与各定子间为过盈配合,将压气机总成安装到升降拆卸台上固定,将拆卸工装穿过第11级中心轴,顶住第11级定子,用螺母将中心轴锁紧压住拆卸工具,在压气机机匣上等距安装3个吊耳,慢慢将机匣向上拉,直至将机匣整体拉出。

图3 SOLAR C40透平机组压气机机匣拆卸工具方案2
(3)第2种方案工具成本低,加工制作简单,但考虑到单靠行吊的拉力很有可能不能将压气机机匣拉出,如果硬拉,很有可能损坏机匣内壁及定子,造成不必要的修复成本。由此我们设计了第3种可行拆卸方案。如图4所示,将利用液压顶制作一个压气机提升工装,利用盖板和套管将第11级轮盘和中心轴罩住,并顶住第11级定子,拆卸工具壳体与压气机机匣法兰面用螺栓固定通过行吊拉住吊装工具,以保持固定,主要利用液压顶液压力将机匣一点一点顶出,已达到拆卸压气机机匣目的。

图4 SOLAR C40透平机组压气机机匣拆卸工具方案3
综合考虑2种方案,第2种方案较第3种方案加工更为简单,成本也相对低一点,但一旦机匣内部受高温环境影响,积碳及粘连严重,很难靠行吊的拉力将机匣拉开,即使可以利用加热机匣外壁以缓解粘连情况,但效果仍不明显,本次拆卸的SOLAR C40核心机运转时间长,并且长达4~5年搁置在海上平台,由于海上潮湿环境,以及核心机并未做有效防护,压气机内壁腐蚀粘连更为恶劣,选择第3种方案更为妥当,虽然加工成本略高,但与采购进口工具工装相比还是节省了很大一笔投入。
3 工具工装介绍
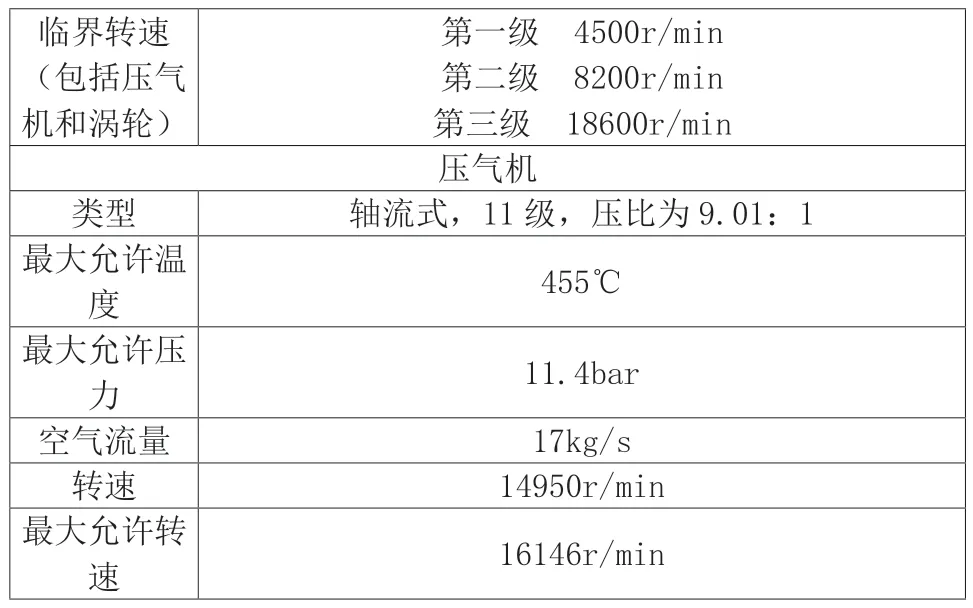
根据拆解SOLAR C40机组压气机机匣实际需求,我们自主设计了一套压气机机匣拆卸的提升装置工装,如图4所示,一种适用于SOLAR C40透平机组压气机机匣拆卸的提升装置,包括支撑体,所述支撑体由3块支撑立柱3,Y型顶板2和圆形盖板7组成;所述顶板2和盖板7相对设置,位于所述顶板2和盖板7之间的所述支撑立柱3的顶端分别通过螺栓固定在所述顶板伸出的3个端部,各所述支撑立柱的底端固定连接一连接法兰6。
所述顶板2和盖板7的轴心位置分别开有孔,一长度为690mm的螺杆1从所述顶板2的孔中插入所述支撑体中,插入的螺杆1一端与所述液压顶4的一端螺纹连接,所述液压顶4的工作范围为100t,量程为150mm。所述液压顶4的另一端与套管5的一端通过定位销固定连接,所述套管5的另一端通过6根M14螺栓与所述盖板7固定连接,所述套管5的长度为495mm。
所述顶板2与所述液压顶4之间具有一固定螺母8,所述固定螺母套设在所述螺杆1内且与所述螺杆螺纹连接。
所述顶板2、支撑立柱3和连接法兰6的通过螺栓连接组成提升装置的外框,长度为885mm。
所述盖板7的外缘套设有连接法兰6,所述盖板7的轮廓与透平机组压气机第11级定子的轮廓相同,且所述连接法兰6与压气机机匣的螺栓孔对齐。
图5 SOLAR C40透平机组压气机机匣提升装置示意图
4 工具工装应用
使用时,将所述提升装置整体用行吊吊起,坐落在待拆卸的压气机机匣上,其中提升装置的盖板7顶住压气机第11级定子位置,连接法兰6与压气机机匣的螺栓孔对齐,并用9颗M24的螺栓进行紧固,检查各锁紧固定位置后,将液压顶4复位,并将固定螺母8向所述顶板2的位置拧紧顶住顶板2,慢慢对液压顶4打压,检查压气机机匣是否往上提升,最高加压到1000~1500PSI,如若机匣还是不动,需要卸掉液压顶压力,然后对机匣底部进行加热,加热5min后再次打压,直至机匣能够往上提升,当机匣慢慢提升后,固定螺栓也要一直向上拧紧,防止液压顶4泄压导致机匣下落。当液压顶4顶到极限位置后,慢慢用行吊将机匣提起,完成机匣的拆卸工作。
5 结语
针对SOLAR燃气轮机型号对比分析,海洋石油内SOLAR燃机只有C40具有特殊性需要采用该专用工具工装进行压气机机匣拆卸,T60、T70、MARS90等压气机机匣都是中分形式,所以为了C40机组大修的本地化、专业化、规模化,研制一套专用工具工装很有必要,也是自主维修的必经之路。
