大规格5CrNiMo钢锻件白点成因及预防措施
2022-11-23钟庆元栾吉哲孙海涛田伟冯文静韦鑫
钟庆元 栾吉哲 孙海涛 田伟 冯文静 韦鑫
(1.中航上大高温合金材料股份有限公司,河北 邢台054800;2.河北省特种合金再生工程技术研究中心,河北 邢台054800)
5CrNiMo是一种含Cr、Ni、Mo合金较低的热作模具钢,具有良好的淬透性,同时热处理后也具有良好的韧性、强度和耐磨性,并且室温和500~600℃时的力学性能几乎相同,在加热到500℃以上时,仍能保持适宜的硬度,适合制作形状复杂、工作所受冲击载荷大、要求较高强度和韧性的中大型模具[1]。然而,5CrNiMo热作模具钢对白点比较敏感,极易产生白点缺陷,并且由于公司生产的锻件规格较大,相应的锻材氢溶解度较大,去氢比较缓慢困难,导致退火周期比较长、能耗大,严重制约着生产效率和产品质量的提高。公司从白点成因和预防措施着手,制定适合内部生产的去氢退火工艺,旨在生产的锻件无白点缺陷。
1 白点形成原因分析
白点是锻件中不允许存在的内部裂纹缺陷,会严重降低钢的力学性能、破坏钢的基体连续性,使钢的塑性降低,具有极大的危害性,目前常用低倍检验方法来检验白点的存在[2]。GB/T 1979—2001《结构钢低倍组织缺陷评级图》中将白点定义为在酸浸试片除边缘区域外的部分表现为锯齿形的细小发纹,呈放射状,同心圆形或不规则形态分布的圆形或椭圆形亮点或细小裂缝,这些是鉴别白点的主要依据。产生原因是基体中的元素H含量高,随着钢材温度的不断降低,由于内部应力产生而出现的裂纹缺陷。
白点从来不在钢材的表面形成,含有白点的区域离锻件表面有约50 mm的距离。与缩孔和气泡等缺陷不同,白点不是在钢水凝固过程中形成的,而是在锻造、轧制等热加工后,在钢材冷却到比较低的温度(≤350℃)时形成的。由于钢材在冷却过程中温度不断降低,H在铁素体基体中的溶解度越来越小,加之在低温下会发生贝氏体或者马氏体相变,产生内应力,则可能逐渐形成白点缺陷。
白点缺陷不是瞬间形成的,而是缓慢形成的,从锻造结束到出现白点缺陷需要经过一段时间,这段时间被称为形成白点缺陷的孕育期或潜伏期[3]。正是由于有孕育期或潜伏期的存在,才有可能通过快冷使白点的形成向更低的温度转移,直至移至室温。孕育期的长短取决于钢材中的H含量,同时也和钢材直径或厚度规格有关,孕育期对于制定避免白点缺陷的去氢退火工艺有重要的意义。
钢中含有足够数量的H是形成白点的必要条件,而内应力的存在具有促进白点形成的作用。冯艳梅等[4]指出,若只是H含量较高,但钢材内部组织应力不大,一般情况也不会出现白点缺陷,例如单相的奥氏体钢或铁素体钢,不涉及组织转变,不存在组织应力,一般极少出现白点。其次白点缺陷的形成具有延时性,最长可在锻造后20天左右出现。
H以离子或者原子的形式溶入钢材中,在固态下形成间隙固溶体,存在于面心立方和体心立方晶格的间隙处。溶解度和晶体结构、H分压和钢材温度等有关,如图1所示[5],当发生固态转变时,H的溶解度发生较大的变化。在H分压一定时,随着温度的降低,H的溶解度不断降低,在快速冷却时,H来不及逸出而成为过饱和的固溶体,之后将不断从钢材表层向外逸出。同时,H在钢材内部不断运动,从而在晶界缺陷处聚集、逸出,逸出的H原子结合成H分子,即[H]+[H]=H2。H原子结合成H分子,体积剧烈膨胀,造成巨大的压力。
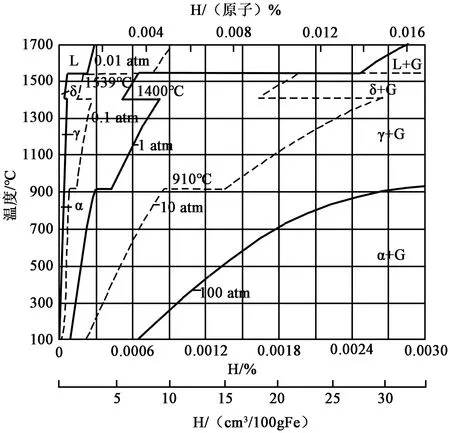
图1 氢溶解度
一般在温度300℃以上时,H原子在空隙中析出和结合为H分子的过程是可逆的,但是温度降至300℃以下时,H分子的分解过程实际上会停止,也就是说,此时H原子的析出并结合成H分子的过程是不可逆的,在不可逆析出的情况下,因析出H分子而产生的H分压将增大,即形成白点的危险性加大。
2 预防白点的措施
预防钢材中形成白点缺陷的措施主要包括三个方面[6]:一是冶炼时尽量减少钢水中的H含量;二是锻后创造合理的热处理条件使H分子不断从钢材中扩散逸出;三是减少冷却时钢材中的内应力,特别是组织应力。
2.1 钢水中H含量的控制
一般认为钢材中的H<2.5×10-6时,内部不会形成白点缺陷,以目前的电弧炉冶炼→LF炉外精炼→VD真空脱气技术完全可以使钢水满足H<2.5×10-6,即不会出现白点缺陷,但不是绝对的。H在钢水中的溶解度很小,所形成气泡的逸出能力远小于其所受的外部压力,因此炼钢时不能通过形成的气泡排出,而是转变成了H分子,生产时通过向钢水中吹入惰性气体Ar将其带出[7]。
冶炼时为了减少钢水中的H含量,必须严格执行熔炼厂的工艺操作规程,尽可能减少外部H进入钢水中[8-9],其次通过VD真空脱气进一步降低钢水中的H含量。一般采取以下措施:
(1)炼钢所用的原材料和返回料表面必须清洁干燥,尽量无油污和无氧化;
(2)炼钢所用的合金料、白灰和萤石需要经过烘烤,尽可能去除内部水分;
(3)炼钢工具要经过充分干燥和烘烤;
(4)炼钢浇注所用的钢锭模、底盘、耐火砖等需要经过烘烤;
(5)炉渣不能太稀,尤其终渣要适当黏稠一些;
(6)VD真空脱气,抽真空至67 Pa以下,保持15 min以上,期间采用惰性气体Ar气搅拌;
(7)浇注时采用惰性气体Ar保护浇注,减少钢水和大气的接触。
2.2 扩散去氢
为使钢材中的H快速地、较充分地不断从基体中扩散逸出,通常选择在铁素体组织下的较高温度进行扩散去氢。因为氢在体心立方点阵中的溶解度比在面心立方点阵中的溶解度小。而且,氢在体心立方点阵中的扩散系数高于在面心立方点阵中的扩散系数,因此,选择在体心立方的铁素体状态下加热要比在奥氏体状态加热更有利于脱氢[10]。
为防止形成白点缺陷,锻造后可以对钢坯施行缓冷工艺或者进行专门的去氢热处理。对于白点敏感性较小的珠光体组织,锻造后的钢材通过缓慢冷却就足以防止白点缺陷的产生。钢材在缓慢冷却过程中,氢会从基体中不断扩散逸出,同时,缓慢冷却时内部组织由奥氏体不断向铁素体→珠光体转变,当锻材温度降到250℃以下时,钢材停止了组织转变,不再产生组织应力。对于高碳铬钢、铬镍钢、铬镍钼钢和铬镍钨钢的大尺寸锻材来说,缓慢冷却也将形成贝氏体组织或马氏体组织,因此内部组织应力较大。由于组织中存在大量亚结构,氢原子被位错等缺陷禁锢,导致氢的溶解度增大,难以扩散逸出,形成白点缺陷的倾向增大,为此,在锻造结束后要立即对锻件执行去氢退火工艺,使氢从锻材中充分扩散逸出,才能有效避免白点[11]。
3 生产实践
3.1 5CrNiMo钢热力学参数
5CrNiMo钢的连续加热奥氏体化曲线(TTT曲线)见图2。由图可知,5CrNiMo钢的临界转变点:Ac1≈710℃,Ac3≈770℃,Ms≈230℃,5CrNiMo钢过冷奥氏体在约650℃时能够较快地分解成珠光体组织,故应该在此温度范围内进行去氢退火。
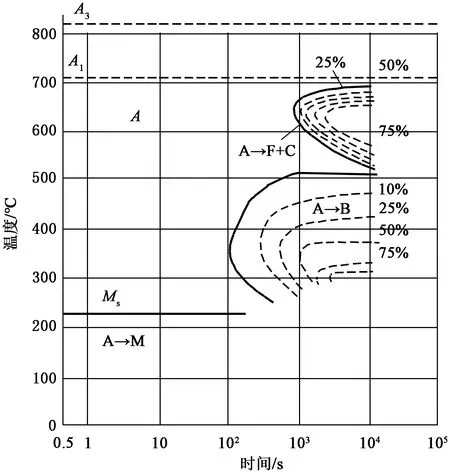
图2 5CrNiMo钢TTT曲线
3.2 工艺要点
(1)防止白点缺陷的形成,H含量是第一控制要素,内应力是第二控制要素,设计在铁素体状态下进行科学去氢工艺;
(2)去氢退火温度和保温时间应根据钢材中H含量和钢材尺寸情况进行分等级设计;
(3)对于大规格锻件冷却速度控制在≤50℃/h,避免内应力促发白点。
3.3 去氢退火
公司生产的5CrNiMo模具钢采用电弧炉冶炼→LF炉外精炼→VD真空脱气工艺路线,通过预防白点措施,使冶炼钢水中的H含量降至2.0×10-6以下,锻后采用图3工艺进行去氢退火。初始H含量每增加1.0×10-6,H3保温时间增加15~20 h,不足1.0×10-6的按1.0×10-6计算。不同规格锻件去氢退火工艺参数见表1。
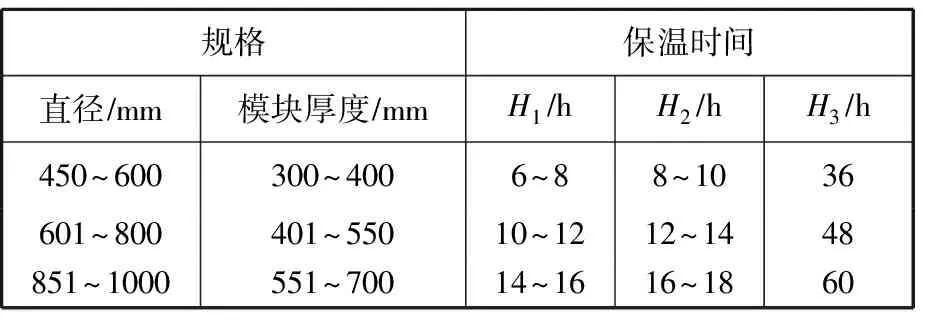
表1 不同规格锻件去氢退火工艺参数
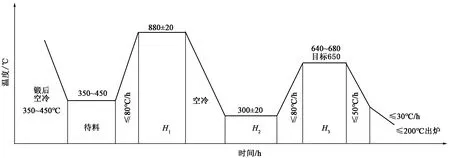
图3 去氢退火工艺
5CrNiMo锻后空冷至350~450℃左右,使其转变成贝氏体组织,并且H在冷却过程中不断逸出;大锻件锻后晶粒度组织不均匀,需要执行一段正火工艺使其内部重结晶,得到均匀细小的晶粒组织,减少内部应力;300℃温度下转变为贝氏体组织,然后升温至650℃,进行脱氢;650℃保温会最大限度地节省时间,提高生产效率;在650℃等温后的缓慢冷却也很重要,在400℃以上的冷却速度为≤50℃/h,400℃以下的冷却速度为≤30℃/h,在这样缓慢的冷却过程中,氢在铁素体中的溶解度不断降低。料温降到≤200℃后可以出炉空冷,氢在铁素体中的含量可降到1.0×10-6以下。缓慢冷却是防止产生热应力和组织应力的重要措施,从而消除内应力的影响。
3.4 生产验证
采用上述图3去氢退火工艺,2022年前两个季度共生产5CrNiMo模具钢1200多吨,退火后进行全面质量检测,如低倍检验、超声检测、退火硬度等均满足标准要求,未发现白点缺陷。
4 结论
(1)预防5CrNiMo模具钢出现白点缺陷的根本方法是降低冶炼时钢水中的H含量,通过使用干燥的原材料、合理的VD真空脱气工艺,使H降低至2.0×10-6以下。
(2)锻后通过正火工艺使大规格锻件组织趋于均匀,减少应力的存在,配合去氢退火工艺,进一步降低钢材中的H含量。
(3)控制冷却速度,防止产生热应力和组织应力,消除内应力的影响。
