GX4CrNiMo16-5-1马氏体铸钢件焊接技术的试验性研究
2022-11-23李浩黄建泽茹旺军盛耀戈
李浩 黄建泽 茹旺军 盛耀戈
(二重(德阳)重型装备有限公司,四川 德阳 618000)
水电机组典型马氏体铸钢件是二重装备铸钢件的拳头产品、核心产品,产品种类包括上冠、下环、叶片、导叶等。二重装备是实现大型水电马氏体不锈钢铸件国产化的企业。随着全球水电行业的发展,相关技术指标更加严格,用户对产品质量的要求也不断提高。本文主要研究GX4CrNiMo16-5-1马氏体不锈钢铸钢件材质的焊接性和几种适用的焊接方法研究,为其产品焊接提供依据。
1 GX4CrNiMo16-5-1马氏体不锈钢铸钢件焊接性分析
马氏体不锈钢线膨胀系数较大,导热系数很小。在焊接冷却过程中奥氏体组织会向马氏体组织转变,由于体积发生了变化,母材的硬度有所增加,塑性也会相应降低,导致淬硬倾向明显。焊缝中的扩散氢和焊接过程应力导致焊缝存在残余应力,容易产生裂纹。同时焊接过程中热影响区产生粗大的铁素体和碳化物,最终形成粗大的马氏体组织,热影响区的塑性和韧性降低导致脆化。当焊接接头刚度大或含氢量高时,在焊接应力作用下,容易产生冷裂纹[1]。
公司承制的GX4CrNiMo16-5-1马氏体不锈钢材质水电铸钢件产品,要求采用欧盟标准完成焊接技术准备。该材质与常规的Cr13Ni4Mo类马氏体不锈钢相比,Cr和Ni元素含量更高,在焊接过程中熔敷金属流动性相对较差一些。焊接后焊缝需要进行严格的超声检测。同时根据产品实际壁厚,需要按照ISO 15614-1-2017《金属材料焊接工艺规程及评定—焊接工艺评定试验》[2]内容策划不同规格的焊接工艺评定试板,做到全覆盖。试验性研究需要包括熔敷金属主要合金元素成分分析、焊接接头的力学性能(拉伸、侧弯、冲击、硬度)、焊接接头的金相分析(低倍组织和高倍组织)、焊缝无损检测(磁粉检测和超声检测)等内容。根据以往Cr13Ni4Mo类马氏体不锈钢焊后热处理温度选择经验,温度选择过低,影响弯曲指标和冲击指标,温度选择过高,则影响拉伸指标。初步选择580~600℃作为焊后热处理温度范围,既低于产品性能热处理中的回火温度,又结合了各项性能指标对温度的敏感范围。表1和表2分别为GX4CrNiMo16-5-1材质铸件的化学成分及力学性能要求。

表1 GX4CrNiMo16-5-1材质铸件化学成分要求(质量分数,%)

表2 GX4CrNiMo16-5-1材质铸件力学性能要求
2 焊接材料的选择
国内外针对GX4CrNiMo16-5-1同材质的焊材品牌很少,对所筛选的少数品牌焊材性能进行分析后,决定采用质量稳定的伯乐Thermanit 16/05 Mo牌号,∅1.2 mm规格焊丝进行焊接试验,焊丝化学成分见表3,力学性能见表4。

表3 Thermanit 16/05 Mo牌号焊丝化学成分(质量分数,%)

表4 Thermanit 16/05 Mo牌号焊丝力学性能
3 焊接工艺试验
3.1 试板焊接过程
依据ISO 15614-1-2017内容,分别准备600 mm×220 mm×50 mm和300 mm×150 mm×12 mm的两种规格试板,坡口设计为60°的V形。基于铸钢件产品实际壁厚情况,选择50 mm厚度试板可以覆盖25~100 mm厚的产品,选择12 mm厚度试板可以覆盖3~24 mm厚的产品。在焊接方法的选择上,GMAW(熔化极气体保护焊)适合面积型部位焊接,GTAW(钨极氩弧焊)适合浅表单点部位焊接。通过以上两个方面的技术考虑,做到了全面覆盖产品焊接的需求。
对试板坡口及周围表面进行渗透检测,试板组装后,底部间隙控制在2~4 mm之间,反变形量为10~15 mm。焊接过程清根要清透,每焊一道必须打磨干净后才能继续施焊。坡口焊接完成后,采用砂轮将焊缝表面打磨平整,露出金属光泽[3]。
在焊接预热温度和层间温度选择上,预热温度太高产生的热辐射会降低焊接过程保护气体的保护性,层间温度控制过高则不利于熔敷金属的组织转变。因此,GMAW焊接温度按照80~200℃控制,GTAW焊接温度按照80~150℃控制是合理的。焊接温度设定如表5所示。
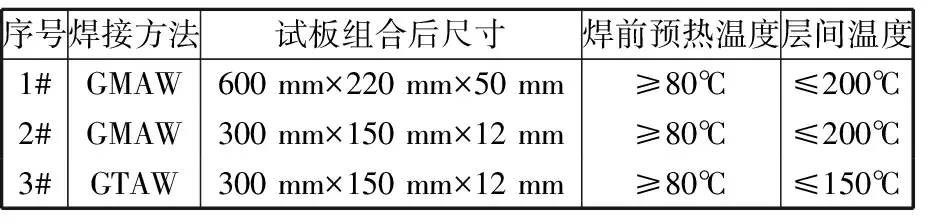
表5 焊接温度设定
焊接电流、电压、焊接速度是影响焊接热输入的重要因素,尤其是对于多层多道焊技术而言。电流匹配不当会影响焊接过程的过渡形式,电压匹配不当会影响焊接过程的熔深和熔宽,焊接速度匹配不当会影响每道焊缝的成型情况和产品焊接周期。因此,焊接试验过程的参数应该匹配恰当,可以依据焊材规格进行匹配,再依据焊接角度、形状、焊接过程形式、试板的厚度等因素进行合理的设定。本次三种试验按照表6设定的焊接工艺电流电压参数进行焊接。实际焊接过程参数记录见表7、表8和表9。

表6 预焊接工艺规范
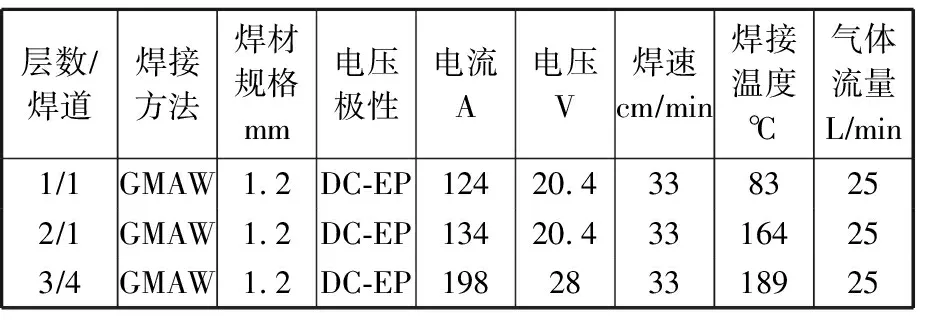
表8 2#接头焊接过程记录表
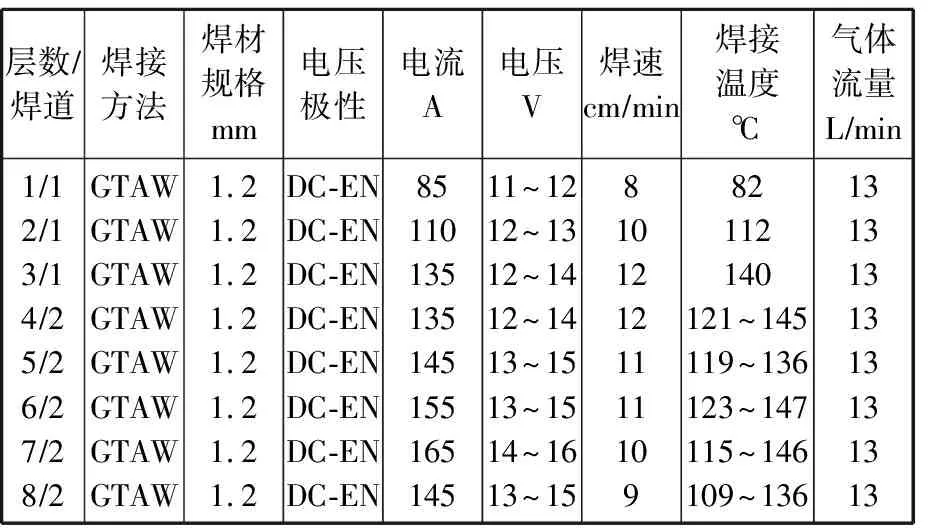
表9 3#接头焊接过程记录表
3.2 焊接工艺试验
试板全部焊完后对焊缝进行超声、磁粉无损检测,超声检测主要判定焊缝内部熔合质量是否存在超标缺陷,结果需满足ISO 17640-2010《焊缝无损检测 超声检测》标准[4],磁粉检测主要判定焊缝浅表是否存在超标线性缺陷,结果需满足ISO 17638-2016《焊缝无损检测 磁粉检测》标准[5]要求。经检验,所有试板焊缝的超声检测和磁粉检测均符合标准规定。焊缝无损检查图如图1所示。

图1 焊缝无损检查图
无损检测合格后对1#和2#试板进行580~600℃、保温15 h的焊后消应热处理,对3#试板焊后进行缓冷至常温。热处理结束后,按照ISO 15614-1-2017《金属材料焊接工艺规程及评定 焊接工艺评定试验》相关内容和产品技术要求进行一系列试验。其中对接焊缝横向拉伸试验的试样和试验要符合ISO 4136-2012《金属材料焊缝的破坏性试验—横向拉伸试验》标准[6]要求,试验需代表整个焊缝的厚度,试验结果中的抗拉强度不低于母材抗拉值的下限,即不低于760 MPa。弯曲试验的试样和试验要符合ISO 5173-2009《金属材料焊缝的破坏性试验—弯曲试验》标准[7]要求,试样不得在任何方向存在超过3 mm的缺陷显示。冲击试验的试样和试验要符合ISO 9016-2012《金属材料焊缝的破坏性试验—冲击试验、试样位置、缺口方向和检验》标准[8]要求,试验结果平均值应满足产品技术标准要求,即不低于50 J,其中单个值可以低于规定的最低平均值,但不低于该数值的70%,即不低于35 J。硬度试验的试样和试验要符合ISO 9015-1-2011《金属材料焊缝的破坏性试验—硬度试验》标准[9]要求,采用载荷为HV10的维氏硬度,由于试板厚度已经超过5 mm,需要在焊缝和热影响区的上、下表面2 mm处各打一排压痕,试验结果不超过产品技术要求规定的350HV10。低倍和显微组织试样应按ISO 17639-2013《金属材料焊缝的破坏性试验—焊缝的宏观和微观检验》标准[10]规定制备并在一侧腐蚀,能清晰地显示出熔合线、热影响区和各层焊道。
根据以上内容,对所有焊接接头分别完成了熔敷金属的主要合金元素(表10)、焊接接头的力学性能包括2组拉伸试验(表11)、4件侧弯试验(表12)、2组冲击试验(表13)、6组硬度试验(表14)、1组高倍金相组织分析(表15,图2)、1组低倍金相组织分析(表16,图3)等焊接试验内容。
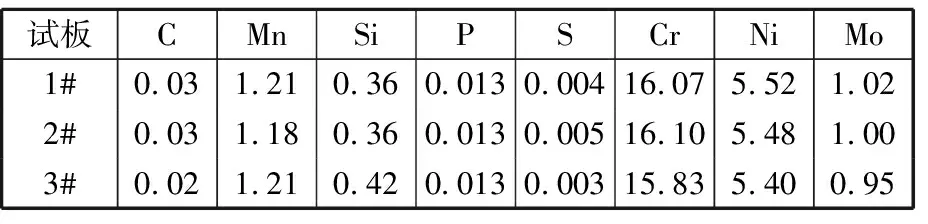
表10 试板熔敷金属主要合金元素分析(质量分数,%)
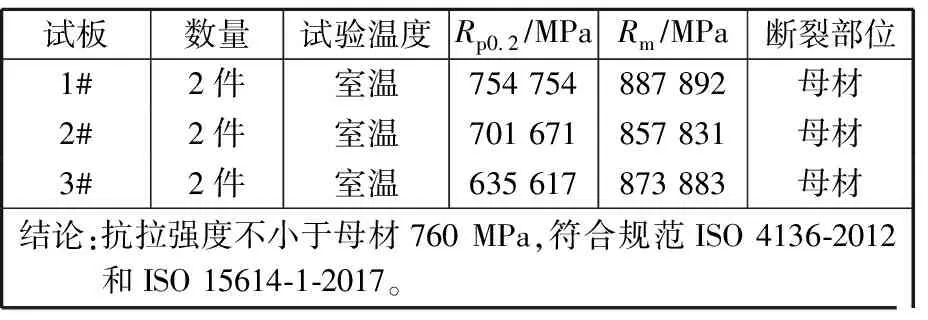
表11 焊接接头拉伸试验数据

表12 焊接接头弯曲试验数据
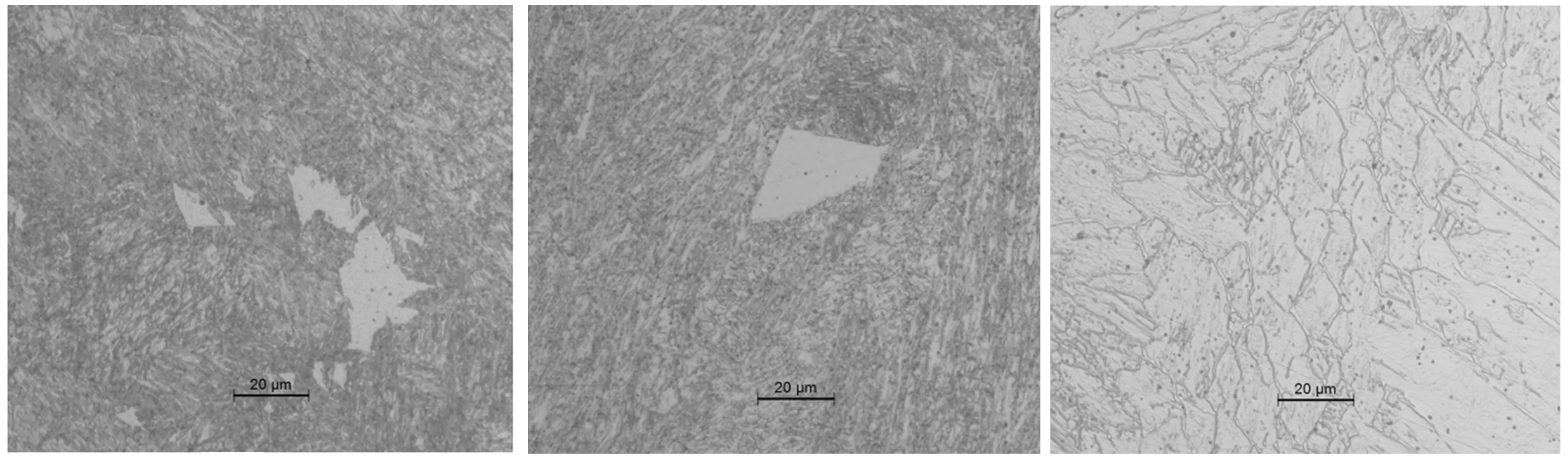
(a)1#试板 焊缝 500× (b)2#试板 焊缝 500× (c)3#试板 焊缝 500×

(a)1#试板 (b)2#试板 (c)3#试板

表13 焊缝和热影响区冲击韧性试验数据
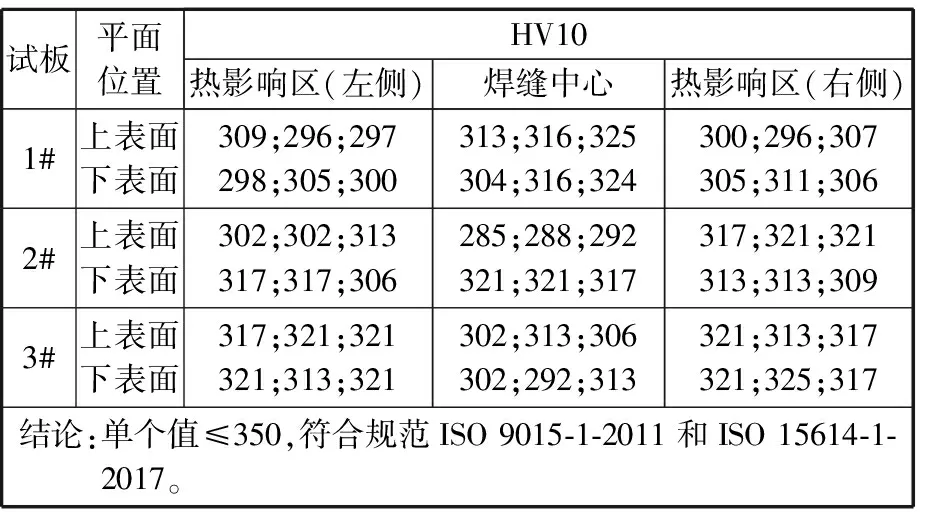
表14 焊缝和热影响区硬度试验数据
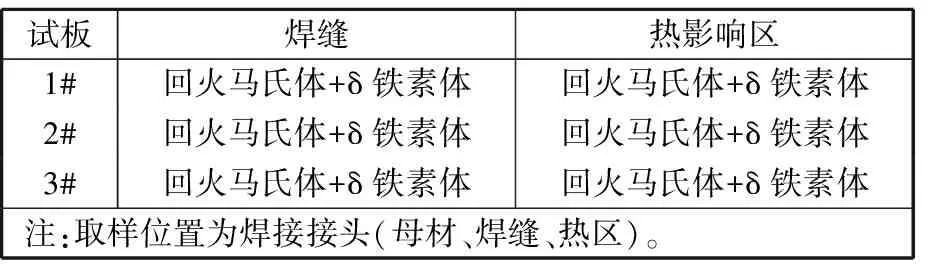
表15 高倍组织试验
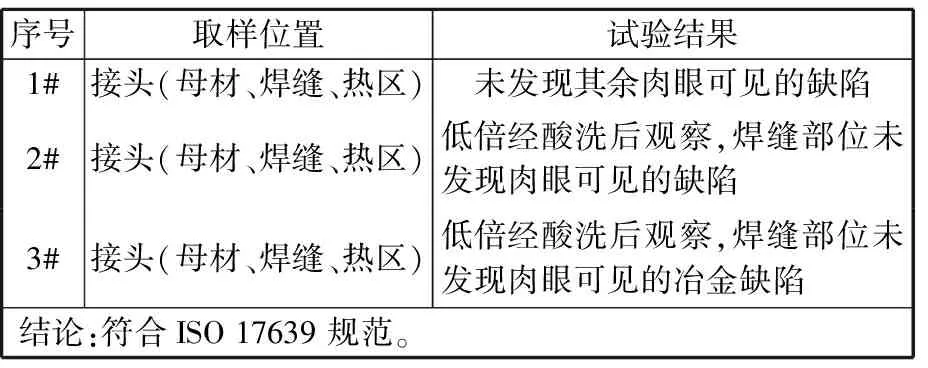
表16 低倍组织试验
以上试验结果显示,GMAW和GTAW两种焊接方法在三种不同焊接状态下进行对接试板的多层多道焊接,经过严格控制焊接过程电流、电压、焊接预热温度、层间温度等关键参数,三种试验中的焊缝无损检测结果满足标准要求。熔敷金属主要合金元素与母材材质相匹配,焊接接头的抗拉强度、冲击值、弯曲结果、硬度值均满足产品质量要求。通过以上试验数据得出结论,采用GMAW和GTAW两种焊材方法,选择与母材同材质的焊接材料,匹配合理的焊接温度、焊接过程参数,焊接后的焊缝质量可以达到产品要求。
4 结论
(1)对GX4CrNiMo16-5-1马氏体不锈钢铸钢件材质进行焊接工艺性分析,结合产品性能要求,选择与母材同材质的∅1.2 mm规格焊丝作为焊接材料,按照三种不同的焊接方法分别制定焊接关键参数,根据ISO标准完成试板的焊接和试验,试验结果可以满足产品要求。
(2)焊前必须对坡口进行预热,并严格控制焊接层间温度,通过无损检测显示,在焊接应力作用下不会产生冷裂纹。
