锻造斗齿用热轧圆钢生产工艺技术
2022-11-05袁淑君赵新华李金浩郑桂芸
袁淑君,赵新华,李金浩,郑桂芸,张 鹏
(山东钢铁股份有限公司莱芜分公司,山东 济南 271104)
1 前言
斗齿是挖掘机、推土机等土方机械上的重要部件,也是易耗件。根据斗齿加工工艺的不同,其可分为铸造斗齿和锻造斗齿。随着人们环保理念的日益增强,以及国家提倡走低碳、绿色的发展道路,铸造斗齿将逐渐被淘汰。锻造斗齿避免了铸造工艺易产生的增碳、粘砂、皱皮、夹渣、气体含量高、致密度低等缺陷,且使用寿命长,因此采用锻造工艺生产斗齿成为斗齿产业发展的必然趋势。
山东钢铁股份有限公司莱芜分公司(简称莱钢)从2013年开始,紧跟锻造斗齿新工艺技术的产业化发展前景,率先开展个性化、高性能锻造斗齿用钢的研究与开发,抢先占领高端锻造斗齿用钢市场,已开发近10个斗齿专用钢品种,年产销量达1万t。
2 锻造斗齿生产工艺及性能要求
2.1 锻造工艺
斗齿锻造工艺流程:圆钢下料→加热→头部锻造成型→第1次漏斗冲孔→第2次漏斗冲孔(定型)→切除锻打毛边→冲销轴孔→打码→热处理。在锻造过程中利用锻压机对金属坯料施加较大的压力,在高温下挤压成型,细化锻件中的晶粒,使其产生塑性变形以获得一定机械性能并改善其组织结构,再进行淬火+回火热处理,从而保证锻造斗齿具有良好的力学性能、耐磨性以及较长的使用寿命。
2.2 失效形式
斗齿直接与矿石、砂、土等物料接触,服役时不仅要承受物料的冲击作用,还要承受一定的弯矩作用,同时磨料在斗齿尖部的滑动使得表面出现各种犁沟,造成磨损或脱落。斗齿失效形式中90%~95%为磨损失效,导致斗齿尺寸减小直至出现磨穿破损,无法继续工作;5%~10%为断裂、变形失效,此种失效一般是由于选材不当或者工况条件十分恶劣,斗齿短期服役后某些部位直接断裂失效[1]。
斗齿磨损失效中主要存在两种失效机制。(1)切削机制。一是在高冲击工况条件下,斗齿刚接触物料(岩石、矿石等)时有一个较大的撞击力,导致斗齿尖部产生一定的塑性变形,形成塑变犁沟;二是插入物料时,硬质磨粒在外力的作用下在斗齿表面急速运动,硬质棱角将斗齿表面犁削成一条条沟槽,并伴随着显微切削碎屑的产生;三是服役产生的摩擦热、变形潜热使切屑温度骤升,改变了切屑的内部组织结构,严重时还将出现局部熔化现象。(2)疲劳剥落机制。在低冲击工况条件下,磨料(黄土、石灰石、油页岩等)磨粒很软,当斗齿插入磨料堆时,磨粒只在斗齿金属面上滑动,切削金属表面作用很小,此时斗齿的磨损主要是长时间的应力和应变在局部的交变疲劳应力作用下所致。
2.3 斗齿性能要求
斗齿磨损失效的两种机制,要求斗齿在具有高耐磨性的同时还需具有良好的硬韧性配合。在斗齿选材方面综合要求如下[2-3]:(1)高的硬度。硬度值的高低直接决定了材料耐磨性的好坏,硬度值越高的材料耐磨性越好,因此一般要求斗齿的基体硬度值不低于46 HRC。(2)良好的韧性。斗齿韧性好,可防止斗齿出现断裂等宏观失效,也可提高斗齿的耐磨料磨损的能力和使用寿命,一般要求斗齿的冲击吸收能力值高于20 J。(3)高的淬透性。锻造斗齿用钢必须经过淬火+回火热处理,高的淬透性可以让斗齿整体获得强韧性较好的板条马氏体组织,从而保证斗齿性能均匀。(4)细小均匀的组织。组织细小均匀有利于提高材料的强韧性,同时有利于降低材料的热处理变形,因此要求斗齿的奥氏体晶粒度不粗于5级。
3 锻造斗齿用钢生产技术
根据斗齿锻造工艺、失效形式以及性能需求,严格控制斗齿用热轧圆钢成分技术指标,合理设计生产工艺。
3.1 品种及成分设计
综合考虑斗齿性能需求、生产成本、生产工艺等因素,确定锻造斗齿用热轧圆钢的合金元素以Si、Mn、Cr 为主,可适当添加Mo、V、Ti、Nb等少量微合金化元素来改善其综合性能,典型的品种系列可分为SiMn系、SiMnCr系、SiMnCrMo系等。
3.1.1 碳含量
钢中含碳量的高低主要影响材料淬火后得到的马氏体组织形态;低碳钢(≤0.25%)淬火后获得板条马氏体组织,其韧性高,并具有一定的硬度(40~50 HRC),耐磨性较低;高碳钢(≥0.60%)淬火后获得以片状马氏体为主的组织,其硬度高(≥60 HRC),脆性大,韧性差;中碳钢(0.25%~0.60%)淬火后获得混合型马氏体组织,在保证较高耐磨性的同时也具有足够的韧性。对于斗齿用钢,在保证高耐磨性的前提下尽量获得较多的板条马氏体组织,因此确定碳含量0.27%~0.40%。
3.1.2 硅含量
硅作为合金元素时全部以固溶体形态存在铁素体中,起到固溶强化的作用,可显著提高钢的强度和硬度,从而改善钢的耐磨性,且硅为比较廉价的元素,因此在斗齿用钢中硅是主要的提高耐磨性的合金元素,但硅含量过高会显著降低钢的塑性和韧性,加重在后续热处理过程中的脱碳倾向,因此确定硅含量0.60%~1.60%。
3.1.3 锰、铬、钼含量
这3个元素都能显著提高钢的淬透性,对于要进行淬火处理的斗齿而言,是不可缺少的元素。但淬透性高低与斗齿大小、斗齿服役工况相关,因此要根据用户的需要,合理设计锰、铬、钼3元素的含量范围。一般情况下,锰含量0.80%~1.50%,铬含量1.10%~2.00%,必要时才加入微量钼元素,范围为0.10%~0.20%。
3.1.4 钒、钛、铌含量
钒、钛、铌都是强碳化物和氮化物形成元素,可达到细化晶粒,改善韧性并适当提高耐磨性的作用,因此可适当微量加入此3种元素的1种或复合加入。单独加入其中1种元素时,钒含量0.05%~0.15%,钛含量0.05%~0.10%,铌含量0.020%~0.070%。
3.2 性能指标
斗齿用热轧圆钢的各项性能指标中,除去直接影响耐磨性能的力学性能、淬透性定等指标外,其他物理性能指标的严格控制对斗齿的加工以及使用寿命也有较大影响。因此对于斗齿用热轧圆钢,还提出低倍组织、晶粒度、非金属夹杂物、交货硬度的控制要求。
3.2.1 低倍组织
斗齿成品形状不规则,锻造流程长,工艺复杂,较为严重的中心疏松等缺陷会导致在锻造过程中出现锻件开裂等问题。因此要求斗齿用热轧圆钢一般疏松、中心疏松、锭型偏析、中心偏析皆≤2.0。
3.2.2 晶粒度
钢中细小、均匀的晶粒,有利于提升钢的综合性能,同时使热处理变形更加均匀,因此要求斗齿用热轧圆钢的奥氏体晶粒度不粗于6.0级。
3.2.3 非金属夹杂物
非金属夹杂物代表了钢的洁净度,直接影响斗齿的疲劳性能和使用寿命,因此要求钢的非金属夹杂物应符合表1的规定。
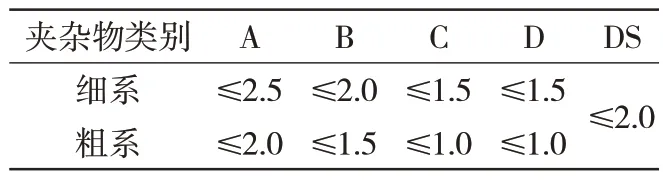
表1 非金属夹杂物
3.2.4 交货硬度
斗齿锻造工艺中必须进行圆钢下料工序,当热轧圆钢硬度过高时,存在锯切或剪切下料困难的问题,因此要求圆钢的交货硬度不超过280 HBW。对于合金含量较高的斗齿用钢,为满足交货硬度的要求,应进行退火处理。
3.3 工艺难点控制
斗齿用热轧圆钢生产工艺流程:电炉冶炼→LF精炼→VD 真空脱气→连铸→轧制→退火(部分品种)。为确保斗齿的使用寿命,在冶炼过程中重点做好洁净度控制,同时对于部分斗齿用高合金钢,做好铸坯加热工艺以及退火工艺控制。
3.3.1 洁净度控制
电炉冶炼全过程造泡沫渣,保证良好的氧化沸腾,合理控制脱碳及升温速度,确保碳氧反应增加钢渣界面的脱磷效果,在P 未达到要求之前,炉中碳≮0.15%,温度不得超过1 600 ℃;电炉出钢前C含量控制在0.10%~0.12%,P 含量≯0.012%。电炉出钢时随钢流按吨钢1.0 kg 加入铝块进行强脱氧,降低溶解氧含量至20×10-6以下,确保精炼位深脱硫条件。LF 精炼中使用增碳剂调渣,禁止加入大量碳化硅调渣降低炉渣碱度,保持炉渣合适流动性,确保炉渣碱度>3.0;喂入铝线,降低溶解氧含量,增强脱硫效果,严格控制S 含量≯0.010%。VD真空处理过程中确保真空保持时间≮15 min,确保O含量≯0.001 5%。同时做好连铸保护浇注控制。
3.3.2 加热工艺控制
部分斗齿用钢中Cr、Mo等合金含量较高,铸坯枝晶偏析现象较严重,导热性能较差,铸坯加热前期,若加热速度较大,铸坯内外温差较大,会产生较大的温度应力,再加上铸坯内部的残余应力,易导致铸坯变形或断裂。因此,铸坯加热速度采取预热段(600 ℃以下)缓慢加热、高温段快速加热的工艺制度。同时为保证铸坯心部合金元素扩散均匀,可适当延长铸坯在高温段的保温时间。
3.3.3 退火工艺控制
部分斗齿用钢合金含量较高,热轧态圆钢的硬度能达到330 HBW 左右,为满足交货硬度的要求,需进行退火处理。采用不完全退火工艺,保温时间为3~6 h,保证退火后钢材硬度控制在210~260 HBW范围内。
4 结语
通过对斗齿锻造工艺、服役条件、失效形式以及性能需求的分析,莱钢合理设计锻造斗齿用热轧圆钢的化学成分、性能指标以及生产工艺要点,所开发的锻造斗齿用热轧圆钢洁净度高、晶粒细小均匀;通过不同的合金成分设计,保证斗齿可满足低冲击以及高冲击等不同工况的使用需求,锻造加工的斗齿具有高耐磨性以及较好的使用寿命。
