中间坯冷却工艺(IC)在单机架炉卷产线的应用
2022-11-05蔡茗宇蔡瑞涛刘朝振贾保祯
蔡茗宇,王 永,蔡瑞涛,刘朝振,贾保祯
(山东钢铁集团日照有限公司,山东 日照 276800)
1 前言
山东钢铁集团日照有限公司中厚板厂(简称山钢日照公司中厚板厂)3500炉卷产线于2019年4月投产,生产5~80 mm 厚度规格钢板。20~80 mm厚度规格钢板通常采用控轧工艺生产,中间坯需要待温至一定温度以下才能进入精轧道次轧制,这种传统的控轧工艺待温时间较长,严重影响了轧机机时产量[1-3]。若采用批轧方式生产,需要对坯料长度进行限制,对生产计划要求较高,在时序控制上存在较多的不确定性因素。同时,经过了粗大变形量的轧制,晶粒内部储存了大量的畸变能,中间坯在再结晶区待温过程中,高温的影响及畸变能的释放会使晶粒会进一步长大[4-6]。随后,中间坯进入部分再结晶区待温,由于组织具有遗传性,长大的晶粒对整个精轧过程的工艺效果造成直接影响[7-8]。因此,在中厚板采用控制轧制工艺时,需要控制待温过程中中间坯晶粒的长大。为此,山钢日照公司中厚板厂开发了中间坯冷却(IC)工艺,在大幅度提高生产效率的同时,有效提高了钢板的力学性能。
2 工艺控制
中间坯冷却工艺主要应用布置于轧机之后的超快冷设备,设备参数:组数4(缝隙)+30(高密);水压0.2~0.5 MPa;使用高度20~600 mm;冷却模式为通过式/摆动式。
2.1 工艺流程
中间坯冷却(IC)工艺是坯料轧至中间坯厚度,由辊道输送至超快冷设备,采用通过式或摆动式冷却后输送回机前,在机前进行短时间摆动,随后进行精轧道次轧制,避免了中间坯在机前进行长时间待温。中间坯冷却(IC)工艺如图1所示。
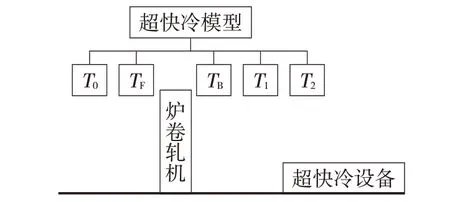
图1 中间坯冷却(IC)工艺流程
在进行第一道次轧制前,超快冷模型通过轧机的PDI 信息获得中间坯厚度、中间坯长度、精轧开轧目标温度以及需要的中间坯冷却温度。当轧至中间坯厚度后,中间坯以3 m/s 被输送至超快冷进行冷却。由Tb高温计扫描出头中尾温度发送给模型用于计算加速度;模型根据T1高温计检测出的温度进行预计算,计算出预计需要开启的组数、水量、辊道速度、加速度;中间坯运行至T2高温计,模型进行修正计算,确定最终的组数和水量。冷却结束后,中间坯返回轧机前,由T0高温计进行温度检测,检测出的温度发送至自学习模型进行计算修正,以提高温度命中率。
2.2 问题及解决办法
(1)中间坯头尾过冷。由于中间坯冷却需要开启的组数较多、水量较大,在进行中间坯冷却时,超快冷没有物料跟踪,出现了头尾过冷的现象,与身段温差接近80 ℃。将轧机对中间坯头尾的跟踪位置发送给超快冷,超快冷进行头尾遮蔽控制,有效解决了头尾过冷的现象。
(2)中间坯咬钢冲击过大。由于中间坯厚度较大,中间坯冷却后,表面与心部存在较大温差,虽然中间坯表面有足够的返红温度,但对轧机的冲击依然很大。在轧机模型中增加ASC功能,利用粗轧阶段的高温特性,在粗轧的最后一道对头部进行变厚度轧制,将头部厚度减薄3~5 mm,从而保证精轧第一道次顺利咬入。
3 中间坯冷却工艺的应用试验
3.1 中间坯冷却工艺试验
不同厚度和冷却温度的中间坯冷却工艺试验数据如表1 所示。3#钢采用中间坯冷却工艺,4#钢采用传统控轧工艺,待温时间前者少于后者235 s,这说明此工艺能够大幅度减少待温时间。从表1可以看出,当中间坯厚度相同时(1#和2#钢),精轧温度和终轧温度均随中间坯冷却温度的降低而降低,中间坯待温时间随中间坯冷却温度的降低而减少。当中间坯厚度不同时(2#和3#钢),中间坯厚度越厚,待温时间则越长。这说明中间坯厚度越厚,冷却后的中间坯表面与心部温差越大,反而造成返温后的表面温度要明显高于精轧开始温度,待温时间增加。因此,在满足性能的条件下,选择合适的中间坯厚度和中间坯冷却目标温度,才能达到最佳的生产效率。
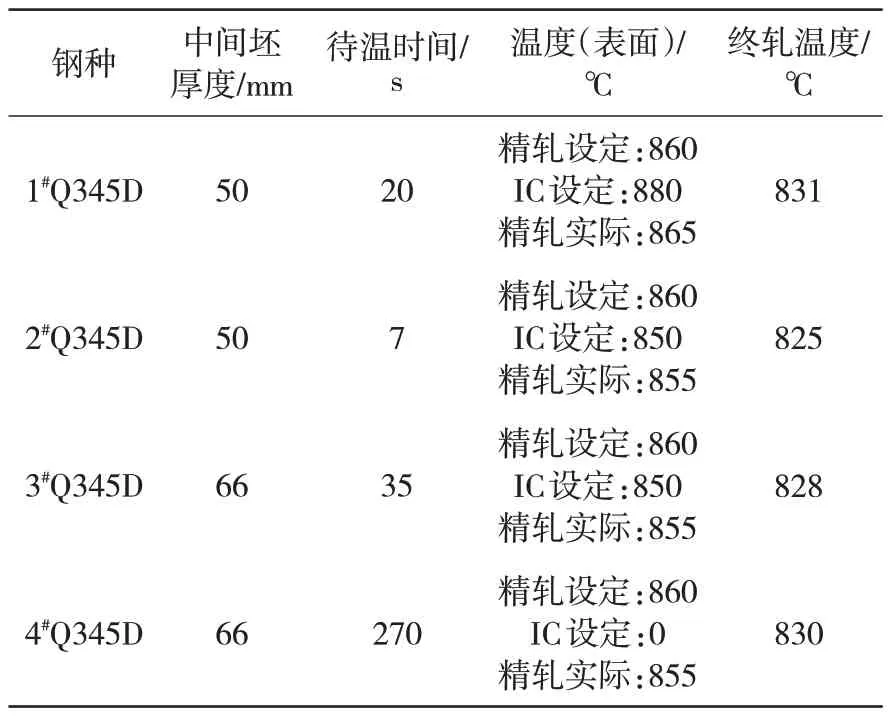
表1 中间坯冷却工艺试验(成品厚度30 mm)
3.2 中间坯冷却工艺性能试验
投用与不投用中间坯冷却工艺的钢板性能如表2所示。使用中间坯冷却工艺的3#钢,屈服强度和抗拉强度高于4#钢;-20 ℃冲击韧性相近。从3#和4#钢1/4处金相组织可以看出,3#钢的晶粒较4#钢细,珠光体组分比4#钢多(如图2所示)。这说明中间坯冷却工艺将中间坯直接冷却至精轧开轧温度附近,减少了待温时间,抑制了奥氏体晶粒长大,为精轧过程及之后的控冷提供了良好的组织基础。
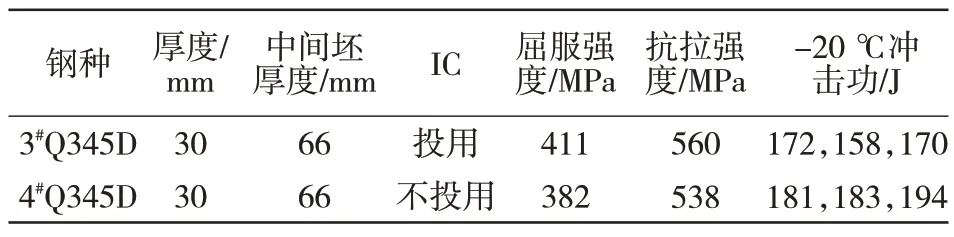
表2 不同工艺的钢板性能
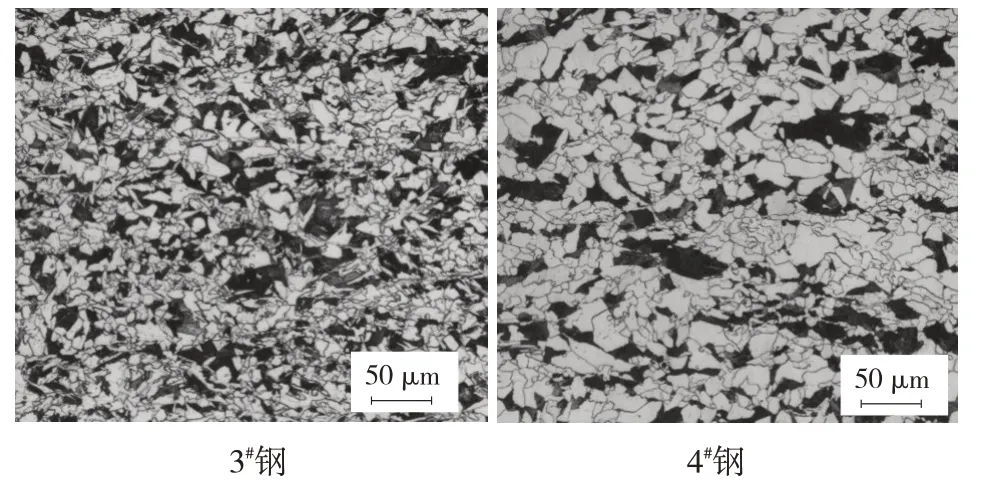
图2 3#和4#钢1/4处金相组织
4 结语
(1)中间坯冷却工艺可以大幅度缩减中间坯待温时间,提高生产效率;选择合适的中间坯厚度和IC温度,才能达到最佳的生产效率。
(2)开发中间坯冷却头尾遮蔽和中间坯ASC功能,有效解决了头尾过冷和精轧咬钢冲击大的问题。
(3)中间坯冷却工艺抑制奥氏体晶粒长大,为精轧过程及之后的控冷奠定了良好的组织基础,提高了钢板的力学性能。
