基于DEFORM-3D 的TA15 钛合金高筋锻件锻造工艺分析
2022-11-03舒勇江西景航航空锻铸有限公司
文/舒勇·江西景航航空锻铸有限公司
钛合金比铝合金和钢的比强度更高,综合性能更优,广泛运用于航空领域。钛合金比铝合金以及普通结构钢的变形抗力大、流动性差,因而中小型复杂锻件的充填成为钛合金锻造工艺方面的一项控制难点。本论文根据锻件结构特点,基于DEFORM-3D数值模拟软件进行仿真模拟,依据模拟结果分析简化设计方案,提出一种简单的关于高筋TA15 钛合金锻件的锻造工艺方案,并进行试生产,试制结果与数值模拟相吻合。
TA15 钛合金的名义成分为Ti-6.5Al-2Zr-1Mo-1V,其主要的强化机制是通过α 稳定元素Al 的固溶强化,加入中性元素Zr 和β 稳定元素Mo、V 以改善工艺性能。该合金的Al 当量为6.58%,Mo 当量为2.46%,属于高Al 当量的近α型钛合金。因此,它既具有α 型钛合金良好的热强性和可焊接性,又具有α +β 型钛合金的工艺塑性。在航空领域主要运用于制造500℃以下,长时间工作的结构零件,以及焊接承力零部件,是国内最成熟和应用最广泛的钛合金材料之一。
我公司长期生产TA15 类锻件,模锻件主要为重量低于20kg 的小型锻件,本次承接的TA15 高筋锻件重42.6kg,是采用16000t 电动螺旋压力机生产钛合金高筋锻件的一种尝试。本文基于同结构铝合金和钢件的生产经验,设计出钛合金高筋锻件的成形方案,采用DEFORM-3D 模拟并对成形方案进行验证,成功生产出合格锻件,为后续钛合金高筋锻件的工艺方案设计提供了思路。
方案设计
锻件材料牌号为TA15,验收标准为XX-CL-059D,外形尺寸见图1。该锻件截面变化大,主要填充难点见图2 中红色区域,筋条高度与宽度比为2。

图1 锻件外形尺寸图
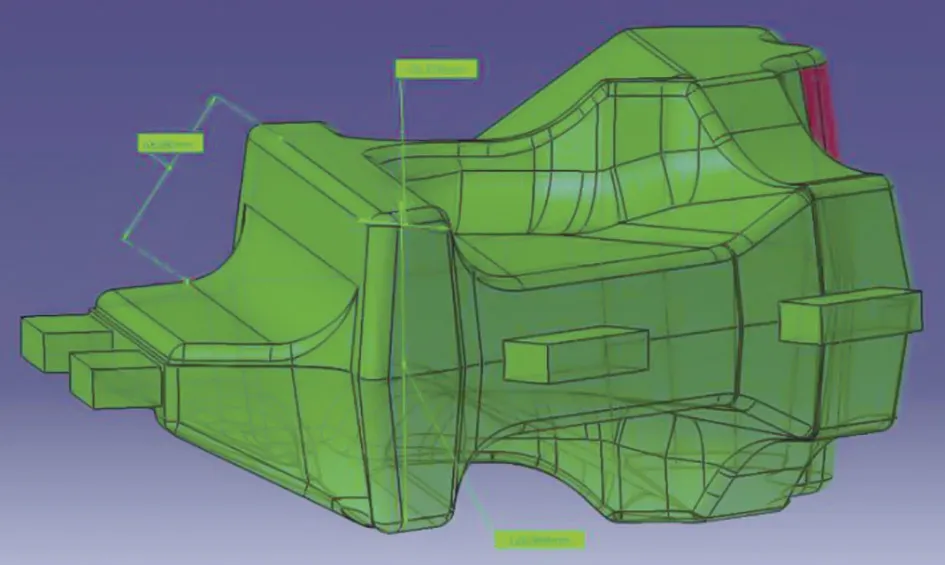
图2 锻件三维轮廓图
该锻件重量为42.6kg,投影面约450mm×300mm,根据公司现有的生产设备,计划采用1000t快锻制坯,16000t 电动螺旋压力机进行模锻。
考虑到锻件成形阻力大,高点填充困难,TA15在大变形过程中由于锻件内部局部升温导致组织不均匀,以及在低温锻造时锻件表面易产生龟裂、拉裂的情况,设计的锻造工艺方案主要为制坯1 火+模锻2火。其中模锻单火次变形量控制在30%~50%,材料利用率方案设计为70%、75%、80%。三种成形方案下料规格见表1。

表1 三种成形方案下料规格表
方案模拟
本次模拟的工序为模锻成形过程,也是主要成形难点,由于荒形是经自由锻制坯而成,为常规成形,这里不再做描述。模拟过程采用DEFORM-3D 中的成形模块,设定参数见表2,荒形摆料示意图见图3,方案运行结果见图4 ~图9。

图3 荒形摆料示意图

图4 方案一锻件及毛边充填情况

图5 方案二锻件及毛边充填情况
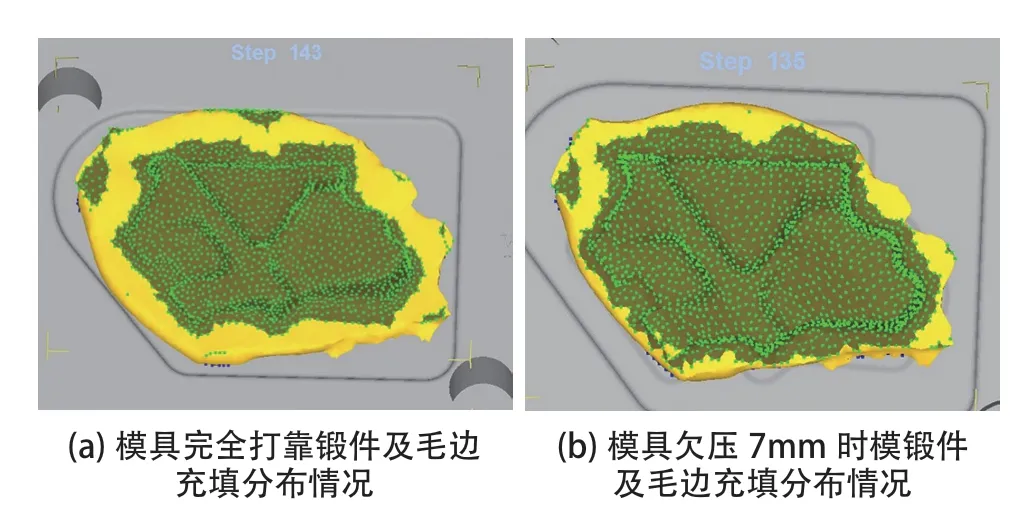
图6 方案三锻件及毛边充填情况

图7 锻件成形过程中高点最后充满

图8 模拟锻件生产过程中金属流动方向

图9 锻件成形所需最大打击力

表2 模拟参数设定表
综合考虑以上参数,三种方案都能成形:方案一欠压7mm时,毛边小;方案二欠压7mm时,毛边适中;方案三欠压7mm时,毛边大,基本上完全充满毛边槽。在实际生产过程中,16000t 压力机生产锻件的实际欠压在2~6mm范围波动,因而优选方案一和方案二,再综合考虑材料利用率,决定选用方案二进行小批试制。计算所需最大打击力为9.4×107N,16000t 压力机的最大打击力折算为1.2×108N,完全可以满足生产要求。
根据方案设计结果,运用CATIA 设计荒形,采用DEFORM-3D软件对锻造过程进行有限元数值模拟,为准确设计锻造过程中能量,选用螺旋压力机1 火成形,设计的模锻生产条件为欠压2mm。根据模拟情况,采用方案2 进行试模并小批试制。制坯荒形及关键尺寸控制见图10。

图10 制坯荒形及关键尺寸控制示意图
模锻设计能量,模锻第1 火能量:10%+10%+20%,控制名义尺寸15 ~20mm;模锻第2 火能量:10%+10%+20%,控制名义尺寸1 ~3mm;润滑剂选择:公司常用润滑剂FR-5,冷却方式为空冷,其余参数按公司内部锻造工艺设计文件来执行。
生产验证
下料规格:φ200mm×405mm,车端面至φ200mm×403mm±1mm,倒角R10mm。
生产方案:采用1000t 快锻机进行制坯1 火,16000t 电动螺旋压力机进行模锻1 火+16000t 电动螺旋压力机进行模锻2 火。
关键控制点:荒形尺寸严格按照工艺规定的关键控制尺寸,模锻1 火欠压控制,润滑剂涂抹均匀,不得有裸露面。
模锻第1 火能量:10%+15%+20%,实际尺寸为名义尺寸+(15 ~17)mm,要求控制在名义尺寸以上15 ~20mm。模锻第1 火后割边,高点处保留毛边10 ~15mm,样件如图11 所示。

图11 模锻第1 火涂抹润滑剂后锻件外形(高点处未充满)
模锻第2 火能量:10%+15%+20%,实际尺寸名义+2mm,要求控制锻件公差+6/0,样件如图12 所示。

图12 模锻第2 火锻件外形充填情况(高点处完全充满)
试验结果
锻造成形后进行热处理,热处理制度为退火,再进行理化检测,理化检测结果合格,理化检测内容有:高低倍、机械性能。检测报告见图13 ~图15。

图13 锻件机械性能检测结果

图14 锻件生产的金相检测报告

图15 锻件低倍组织
由图15 可以看出,低倍中未见肉眼可见的缩孔、分层、裂纹、气孔、金属及非金属夹杂等缺陷;未见肉眼可见的清晰晶粒;金属流线沿外轮廓分布,未见穿流和涡流。
由图16 可以看出,高倍中显微组织是经α +β 两相区加工的均匀组织,原始β 晶界破碎,初生α 相含量>10%,符合XX-CL-059D 显微组织中图1 的A2 形态(验收标准)。

图16 锻件高倍组织
结束语
本工艺方案的设计充分运用了DEFORM-3D 软件的模拟功能,加上充分吸收和利用钢和铝合金类似产品的生产经验,考虑到钛合金和钢、铝合金的差异,在考虑不同点的基础上,思考如何补充和完善钛合金的不足之处,最终成功生产出合格的锻件。
本工艺方案首先从制坯的角度,解决了锻件成形问题;其次从模具设计的角度,考虑运用阻料台、阻料沟等模具结构,在不制坯的情况下进行生产,减少锻件火次,提高材料利用率。其中核心要素有3点:⑴荒形关键尺寸的控制;⑵控制锻造过程中的成形温度;⑶模锻过程中润滑剂的涂抹。由于本工艺方案的生产经验相对较少,设计工艺窗口大,熟练操作后可以考虑继续完善荒形,进一步提高材料的利用率。

