多锥辊摆辗圆盘件成形新技术探究
2022-11-03刘鑫苏艳红门正兴靳正宇冉茂文李皓楠成都航空职业技术学院
文/刘鑫,苏艳红,门正兴,靳正宇,冉茂文,李皓楠·成都航空职业技术学院
施成勇·泸州豪能传动技术有限公司
圆盘件是一种常见工业用件,多锥辊摆辗是一种先进的塑性成形技术。为了研究多锥辊摆辗成形圆盘件技术的特征和特点,本文对多锥辊摆辗的两种技术进行了介绍,分析同轴多锥辊与不同轴多锥辊的区别和特点,并同时分析其成形特点。
摆辗是一种适用于成形盘类、法兰类、齿轮类、圆环类等零件的成形技术,由于加工方法独特,使其表现出常规加工工艺无法媲美的优点,目前已被广泛用于汽车、摩托车、火车、工程机械、农业机械等工业领域。
由于摆辗的特性,许多学者对其进行了研究,周德成等研究了摆辗变形的特征并对其进行了力学分析;王广春等利用三维刚塑性有限元法分析了环形件在旋转锻造过程中的变形;高波等运用力学知识、几何学知识、轧制理论以及金属塑性成形原理得到了有效轧制面积、轧制应力、轧制扭矩等的计算方法以及求解公式。
现今的摆辗技术受制于其结构设计特点,难以成形直径大于10m 的圆盘类零件。为了解决摆辗发展过程中问题,新提出了多锥辊摆辗技术,本文对多锥辊摆辗技术进行了详细介绍,研究了同轴多锥辊与不同轴多锥辊的区别和特点,并同时分析其成形特点。
摆辗大直径圆盘件研究中的问题
摆辗技术主要有单辊摆辗和双辊摆辗技术,原理见图1、图2,主要成形4m 以下的圆盘类零件。如果直径过大,单个辊的体积增大,导致其机身过于庞大,对其结构的力学性能要求也会提高。如生产8m 的圆盘件,采用单锥辊进行生产,辊的长度大于8m,难以制造和加工。即使采用双锥辊摆辗进行生产,单个锥辊的长度大于4m,同样面临加工制造的困难。

图1 单锥辊摆辗原理图
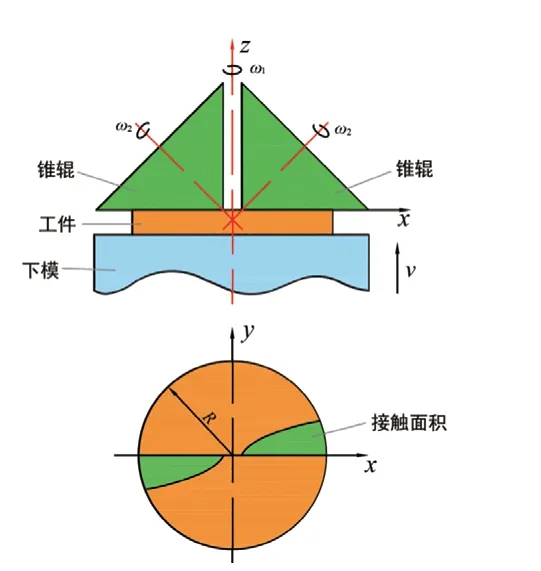
图2 双锥辊摆辗原理图
多锥辊摆辗技术
多锥辊摆辗技术是在原有摆辗的基础上产生的(图3),一般采用大于3 的奇数辊,以5 个辊为例,左侧3 个辊,右侧2 个辊。坯料绕中心进行自转,锥辊在横梁的带动下与坯料接触并开始辗压工件。左侧的锥辊旋转半圈后,未被轧制的部分被右侧的锥辊轧制,通过不断的旋转和进给运动使工件逐步成形。
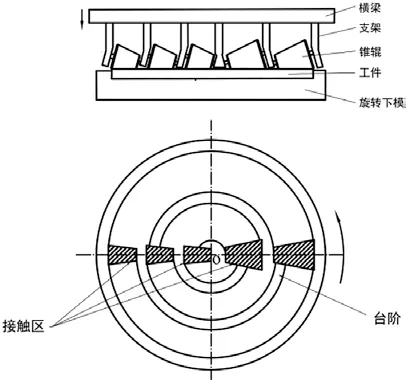
图3 多锥辊摆辗原理
多锥辊摆辗由于其独特的辗压方式,充分利用了左右两侧锥辊的有效接触面积,优化了锥辊结构和大小,使其整体结构得到了减小,增加了可行性。但因为其结构不对称,成形过程中机体受到偏心力影响,工件受力也处于动态变化之中,所以容易发生失稳偏移。
同轴多锥辊与不同轴多锥辊技术
针对多锥辊摆辗的研究,现在主要存在两种方式,即同轴多锥辊与不同轴多锥辊。不同轴多锥辊摆辗主要是左右两侧锥辊的旋转主轴不在一条直线上,属于多锥辊摆辗技术常见的一种形式。而同轴多锥辊摆辗是多锥辊摆辗的一种特殊形式,左右两侧锥辊的旋转主轴在一条直线上,这种技术能直接在双锥辊摆辗机上对锥辊进行开槽,是一种能直接进行实践验证的技术。
有限元模拟
为了研究两种成形方式的区别,分别对两种方式进行了有限元模拟(图4、图5)。模具设为刚体,坯料为塑性体,材料为45#钢。采用四面体单元对工件进行网格离散划分,网格总数为32000,工件与模具之间的传热系数为5N/(s·mm·℃),模拟参数见表1。

表1 模拟参数
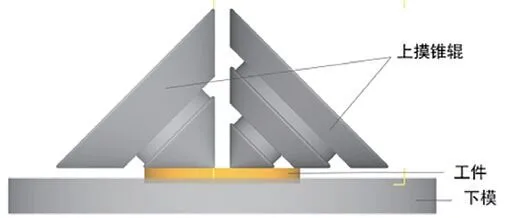
图4 同轴多锥辊有限元模型

图5 不同轴多锥辊有限元模型
模拟结果分析
同轴和不同轴多锥辊摆辗的模拟成形结果见图6、图7。从成形效果来看,同轴多锥辊和不同轴多锥辊成形过程几乎一致。首先在工件的表面产生凸起台阶,然后不断辗压平整;成形过程由于工件两侧受力不平衡,如果摩擦力过小,成形过程中容易出现偏移;成形过程中同轴多锥辊容易出现中心减薄、翘曲、偏移等缺陷,而不同轴多锥辊容易出现折叠,偏移等缺陷;在工件和下模摩擦力足够的情况下,整体变形过程都比较平稳。
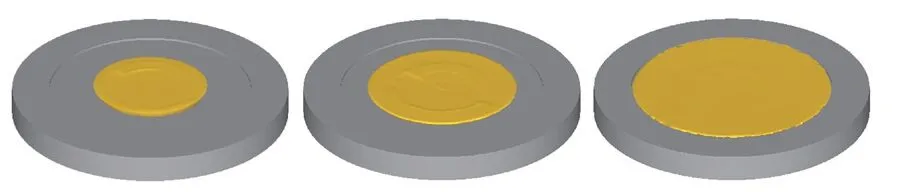
图6 同轴多锥辊摆辗模拟成形结果
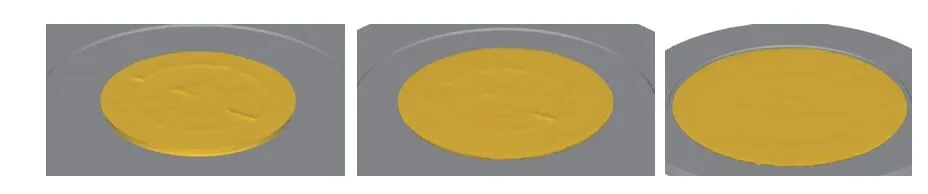
图7 不同轴多锥辊摆辗模拟成形结果
结论
⑴同轴多锥辊相对不同轴多锥辊的结构要简单,应用性和实践性较强。
⑵同轴多锥辊和不同轴多锥辊的变形过程几乎一致。
⑶同轴多锥辊和不同轴多锥辊在成形过程中产生的缺陷不同,同轴多锥辊易产生中心减薄、翘曲等缺陷,而不同轴多锥辊易产生折叠等缺陷。
