Φ460 mm Assel机组管坯自动冷定心机的研制
2022-10-31朱红安朱润泽尹礼忠罗正兰
朱红安,朱润泽,尹礼忠,罗正兰
(大冶特殊钢有限公司,湖北 黄石 435001)
2009年,大冶特殊钢有限公司(大冶特钢)建设了Φ460 mm Assel轧管机组,主要生产高精度中厚壁无缝钢管,产品规格Φ203~508 mm×20~100 mm,设计年产能30万t。主体轧管设备穿孔机及轧管机从德国西马克集团公司引进,管坯直径270~500 mm,主要是连铸坯以及少量的锻坯和轧坯。
为生产高精度的无缝钢管,管坯在穿孔前需准确定心,即在管坯前端中心位置沿管坯轴线方向加工出具有一定尺寸的孔穴,使顶头在穿孔机轧辊咬入热轧管坯的瞬间能准确地对准管坯中心,减小穿孔毛管偏心,改善毛管的壁厚不均,同时降低穿孔过程顶头鼻部的磨损,延长顶头使用寿命。当前,小规格Assel机组的管坯普遍采用加热后热定心,存在定心不准和管坯温降问题。大规格机组的管坯因为坯料单个质量大,无法采用热定心方法,只能采用冷定心方法,普遍采用机械加工式冷定心,即利用刃具切割出管坯的中心孔[1]。但冷定心方法的效率低下,对管坯的来料状态(如弯曲、椭圆度等)要求严格,且调整时间长,只能离线作业,不能满足钢管全自动生产线在线生产的要求。特别是连铸管坯,由于其自身弯曲大、椭圆度大以及端面存在割渣,采用机械加工式冷定心不准。因而大规格管坯实现在线定心是国内行业难题之一。
鉴于上述情况,大冶特钢研制了一种可以实现管坯在线全自动定心打孔的设备——自动冷定心机,以期与大冶特钢的Φ460 mm Assel轧管生产线相结合,提高生产全过程的自动化程度。现介绍该Φ460 mm Assel机组管坯自动冷定心机的研制情况,主要包括圆形管坯定心机机械系统设计和控制系统设计。
1 圆形管坯定心机机械系统设计
1.1 管坯定心机整体机械系统方案
圆形管坯定心机要实现自动定心与打孔,首先两个激光传感器纵向进给移动至管坯外圆轮廓处;然后两个激光传感器垂直扫描管坯外圆轮廓;其次调整电火花定心打孔位置(包括横向位置和垂直位置),实现电火花定心打孔位置与激光传感器扫描计算出的中心坐标重合;最后实现管坯定心电火花打孔。因此,管坯定心机的整体机械系统需包含管坯定心机机架、激光扫描检测纵向进给机构、激光扫描检测垂直升降机构、电火花定心打孔横向进给机构、电火花定心打孔垂直升降机构、电火花定心打孔机构等。
(1)管坯定心机机架。定心机机架采用模块化设计,激光扫描检测移动机构、电火花定心打孔移动机构及电火花定心打孔机构需方便拆卸与组装;定心机整体机架高度等尺寸需与管坯输送装置匹配;管坯定心机需适应夏天高温和冬天寒冷的连续作业,其结构强度要满足要求,同时避免形变产生而影响激光扫描检测移动机构、电火花定心打孔移动机构的运动精度;激光扫描检测移动机构、电火花定心打孔移动机构需有自润滑及防尘罩,保护传动机构。
(2)激光扫描检测纵向进给机构。初始位置时,激光扫描检测纵向进给机构处于复位状态,管坯输送装置输送管坯至定心机打孔位时,激光扫描检测纵向进给机构将两个激光器移动至管坯外圆轮廓检测位。
(3)激光扫描检测垂直升降机构。激光扫描检测垂直升降机构实现两个激光传感器从下到上对圆形实心管坯的外圆轮廓扫描,两个激光传感器同步性要求较高,要求激光扫描检测垂直升降机构有较高的装配精度及传动精度,其同步性直接影响了扫描轮廓定心的精度。
(4)碳棒横向进给/垂直升降机构。管坯定心机完成激光扫描检测后,将扫描数据传送至PLC(Programmable Logic Controller,可编程序逻辑控制器)及上位机进行管坯轮廓拟合,计算出管坯中心坐标,碳棒横向进给/垂直升降机构确保碳棒中心与管坯中心重合[2],横向进给/垂直升降机构位置调整的原理如图1所示。
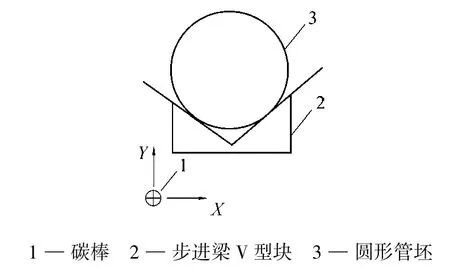
图1 电火花定心打孔调整原理示意
(5)电火花定心打孔机构。电火花定心打孔机构需快速在定位中心进行打孔,且定心孔要足够大,以满足后续穿孔加工要求。
1.2 管坯定心机机架结构设计
管坯定心机整体结构采用模块化设计,由管坯定心机机架、激光扫描检测纵向进给机构、激光扫描检测垂直升降机构、碳棒横向进给机构、碳棒垂直升降机构、电火花打孔机构组成。定心机机架采用槽钢焊接,保证机架的结构强度,各模块部件采用螺栓定位安装在机架上,结构如图2所示。

图2 圆形管坯定心机整体结构及机架结构示意
1.3 激光扫描检测纵向进给机构
激光扫描检测纵向进给机构共有两套,实现激光器移动至与管坯端部同一平面即检测,检测完毕后,将激光器退回至复位位置,从而实现激光器管坯轴向的进给与退回[3-4]。激光扫描检测纵向进给机构结构如图3所示。

图3 激光扫描检测纵向进给机构结构示意
1.4 激光扫描检测垂直升降机构
激光扫描检测垂直升降机构共有两套,实现激光传感器的垂直升降扫描,结构如图4所示。为保证两套垂直升降机构扫描检测的同步性,采用数控控制,利用伺服电机、滚动导轨、滚珠丝杠进行精确传动。垂直升降机构通过螺栓与激光扫描检测纵向进给机构的导向杆头部连接。

图4 激光扫描检测垂直升降机构结构示意
激光传感器固定装置的主要作用是固定激光传感器及其位置的微调,其结构如图5所示,激光器固定在固定座上,可通过旋转螺杆带动固定座的微调,进而带动激光传感器的微调,微调结束后,压紧压板使激光传感器固定,通过微调机构的设计,可实现两个激光传感器的激光对准。

图5 激光传感器固定装置结构示意
1.5 电火花打孔位置进给机构
电火花打孔位置进给机构主要实现碳棒的定心,即实现碳棒横向进给运动和垂直升降运动,主要包括碳棒横向进给机构、碳棒垂直升降机构,通过两个方向的运动使碳棒与管坯的圆心坐标重合,精确定位电火花打孔位置[5]。
碳棒横向进给机构结构如图6所示,采用数控控制,利用伺服电机、滚动导轨、滚珠丝杠进行精确传动,在横向进行定位。
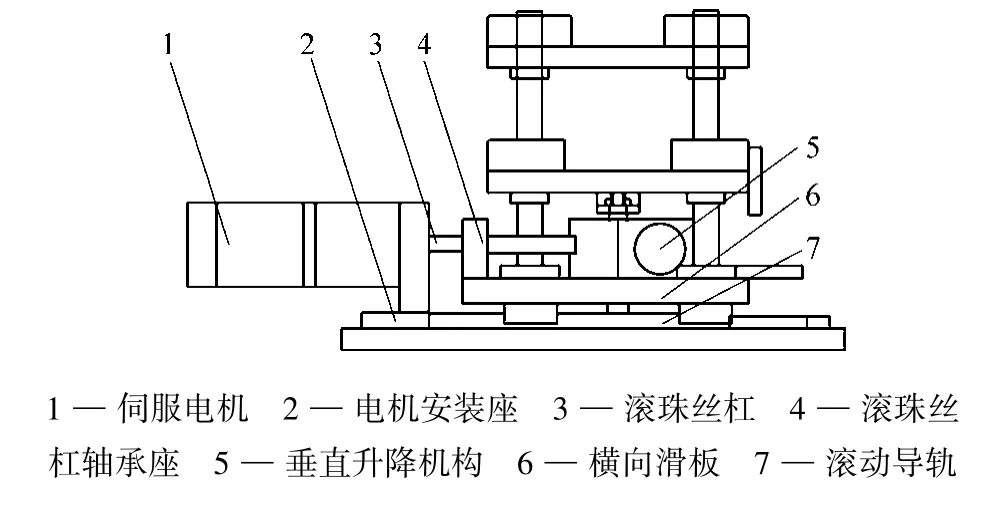
图6 碳棒横向进给机构结构示意
碳棒垂直升降机构结构如图7所示,采用伺服电机驱动具有自锁功能的蜗杆蜗轮升降机,带动垂直升降板在垂直方向进行定位。垂直升降板上安装电火花定心打孔机构,利用导向杆及直线轴承实现可靠导向。碳棒垂直升降机构通过螺栓与横向滑板连接。
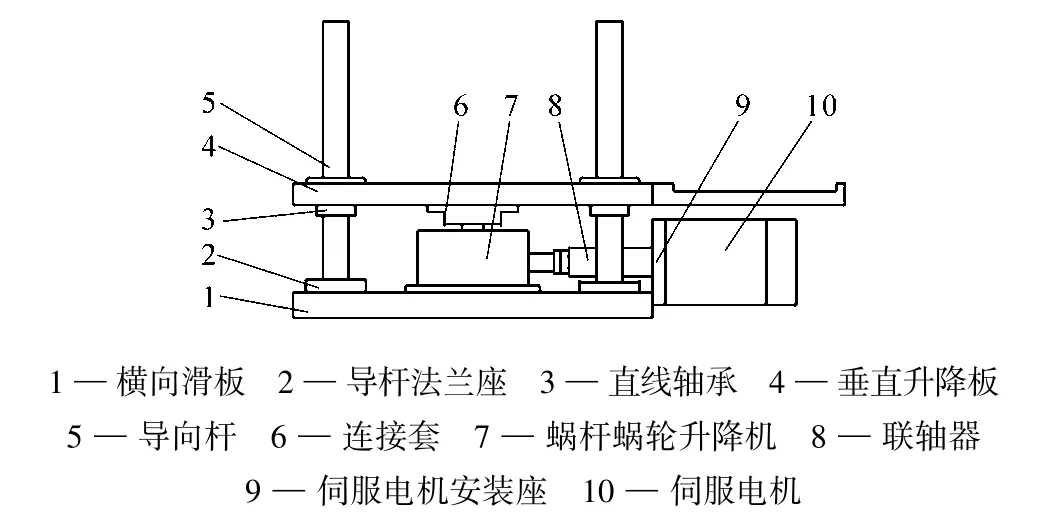
图7 碳棒垂直升降机构结构示意
1.6 电火花打孔机构
电火花打孔的主要原理是:在碳棒(正极)与管坯(负极)之间加载高电压电场,空气击穿电场强度较低,当电压升到一定值后,空气被击穿,产生电火花,电火花的高温及产生的冲击波使管坯中心烧蚀,从而达到打孔的目的。碳棒通过螺钉固定在碳棒夹持器内,用压缩空气对碳棒夹持器冷却。电火花打孔机构固定在垂直升降板上,其结构如图8所示。

图8 电火花打孔机构结构示意
2 圆形管坯定心机控制系统设计
作为圆形管坯定心控制,最为关键的是需要找到不规则管坯的圆心。圆形管坯定心机的控制系统获取管坯圆心的方案是:利用两个平行布置的激光测距传感器同步垂直移动扫描管坯外圆,获取管坯轮廓数据,然后在PLC系统中对数据进行最小二乘法处理,计算出圆心坐标,PLC系统同时将这些数据上传到WinCC(Windows Control Center,视窗控制中心)进行监控显示,并控制碳棒打孔位置,将碳棒移动到待打孔管坯中心处等待引弧打孔[6]。
2.1 圆心坐标拟合方案设计
最小二乘法是一种应用广泛的数学优化技术,它通过求取最小化误差的平方和来寻找数据的最佳函数匹配[7-9]。利用最小二乘法处理数据后,所求结果与实际数据之间的误差平方和最小。应用于圆弧轨迹的拟合,即是求最小二乘法拟合圆曲线的最佳估计值,通过编制相应程序即可实现。实际实施中,PLC将测量的管坯轮廓数据首先进行圆弧拟合,圆心坐标数值符合期待值时直接发给工控机,若拟合值不符合预期,则发给工控机进行数据处理后再拟合[10-13]。
2.2 圆形管坯定心系统上位机软件设计
圆形管坯定心系统上位机采用WinCC组态软件,WinCC读取PLC采集的数据后,利用最小二乘法求出圆心坐标。上位机的主要功能是数据处理,此外还有远程监控功能,利用WinCC良好的人机交互界面能动态地显示系统的工作过程,操作人员可以远离现场高温、弧光等恶劣和危险环境。
2.2.1 组态画面
设计监控界面时,应兼顾界面的易用性和美观度。首先,软件的界面应能够反映管坯定心机的工作流程,以便于操作;其次,还必须能及时地反馈信息和进行出错处理;再者界面应布局合理且风格尽量保持一致,同类界面元素应有相同的外观和操作方式,分为初始化、自动运行、报警记录、参数设置以及系统的退出等功能部分。
(1)用户管理界面。登录界面中用户输入正确的信息才能登陆到运行画面,这样可以确定系统的安全性。
(2)参数设置界面。参数设置窗口如图9所示。为了保证测量精度,扫描距离和传感器间距要根据管坯直径设定。传感器间距为两个激光传感器之间的距离,一般不修改,除非人为改变激光传感器位置时才需要重新设定。G54_Y和G54_Z两个坐标用来把工件坐标和机床坐标关联起来,定心结果连续偏离实际值时,需要对其进行修改。
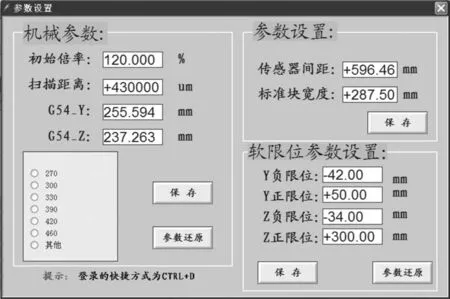
图9 参数设置界面
(3)系统工作主界面。系统工作主界面是登录后默认的界面,如图10所示,包括菜单栏、状态栏、信息栏和控制栏,通过合理的布局和设计,可清晰地观察系统的工作状态和工艺流程,也提供各种参数设置接口和界面转换按钮,方便用户操作。

图10 系统工作主界面
(4)自动运行画面。设置好各项初始参数之后,可以进入自动运行界面,如图11所示。

图11 自动运行界面
2.2.2 报警与故障显示
系统可实现交流伺服驱动器报警、西门子定位模块故障、急停等监控。
3 应用情况
自动冷定心机与机械加工式定心机的对比结果见表1。设计的自动冷定心机的打孔精度小于1 mm;包括推钢机将管坯对齐以及步进梁的移动,总的工作节拍时间共15 s,满足了圆形管坯在线定心的生产要求。从应用结果看,该设备能够完成管坯外轮廓的扫描,系统计算处理后可自动用碳棒定心,定心精度和效率高,实现了生产过程的全自动化,达到了预期效果。

表1 自动冷定心机与机械加工式定心机的对比结果
4 结 语
为Φ460 mm Assel生产线研制的管坯自动冷定心机利用激光位移传感器获取圆形管坯表面的位置数据,并用最小二乘法拟合出圆心,然后动力装置带动钻孔碳棒移动到圆心位置进行电火花钻孔,实现了管坯的自动测心钻孔。该自动冷定心机无需人工操作,可以使无缝钢管生产线不间断生产,提高了无缝钢管的质量和加工效率,且成孔效果良好,生产一致性好,设备成本合理,具有一定推广应用价值。
