双金属带锯条的修补工艺分析
2022-10-28刘燕鹏
刘燕鹏
(山西焦煤 汾西矿业集团设备修造厂, 山西 介休 032000)
双金属带锯条是将高速钢或其他高性能钢材制备的齿尖块与弹簧钢钢带焊结在一起,然后对锯齿进行整形加工,最终通过淬火和回火改善材料性能,从而制成的金属切割带锯条,具有高效、低耗、节能、节材等特点,在机械行业中应用广泛[1]. 但是双金属带锯条在长时间的超高温状态下锯切材料时,作45°~90°的扭转环形运动,经过频繁的拉伸、压缩和剪切的作用,带锯条上本身因加工、热处理时形成的微观裂纹会在应力最大的锯背及齿槽处扩展,随着锯切循环次数的不断增加,断裂也就不可避免了。此外,还处在锯床切削乳化液中,工作环境恶劣[2],再加上操作不当等各种因素,极易发生断带。一种是更换锯条,但采购成本增加;另外一种是修补,而双金属带锯条焊接属于异种金属焊接[3],焊接难度大。
国内现有技术中,焊接工艺主要有电子束焊、电阻对焊和激光焊,其中电子束焊需在真空环境下进行,每次开机后都需要抽真空,对生产效率影响较大,且设备价格昂贵,维修及保养成本都较高;电阻对焊虽设备便宜,但其焊接后的热影响区较大,且焊接质量不易控制[4];激光焊接对于锯条的焊接也有它的局限性,焊件位置需非常精确,务必在激光束的聚焦范围内,焊件需使用夹具时必须确保焊件的最终位置需与激光束将冲击的焊点对准,且能量转换效率太低,通常低于10%,设备也比较昂贵。以上焊接方法都不利于带锯条的修补。文中利用钨极氩弧焊焊接技术,通过分析各焊接接头组织、塑性和韧性的特性,研究出了性能指标最高的焊后热处理工艺,节约了采购和修补成本,具有一定的应用前景。
1 试验材料与方法
1.1 试验材料
试验中焊接基体材料为M42双金属带锯条,背材为超高强度弹簧钢RM80、齿材为高速钢M42,尺寸为400 mm×41 mm×1.3 mm,母材的化学成分见表1,2,焊接材料为ER60-G焊丝,焊丝的化学成分见表3. 母材厚度较薄,其焊接坡口为I形。

表1 M42的化学成分表 质量分数/%

表2 RM80的化学成分表 质量分数/%

表3 THQ-60C的化学成分表 质量分数/%

1.2 试验方法
焊接设备为手工钨极氩弧焊WS-400A,在焊接之前,对断口以及两侧进行清理。在正式焊接之前,首先要制作夹紧工装(图1),保证焊后的锯条不变形。
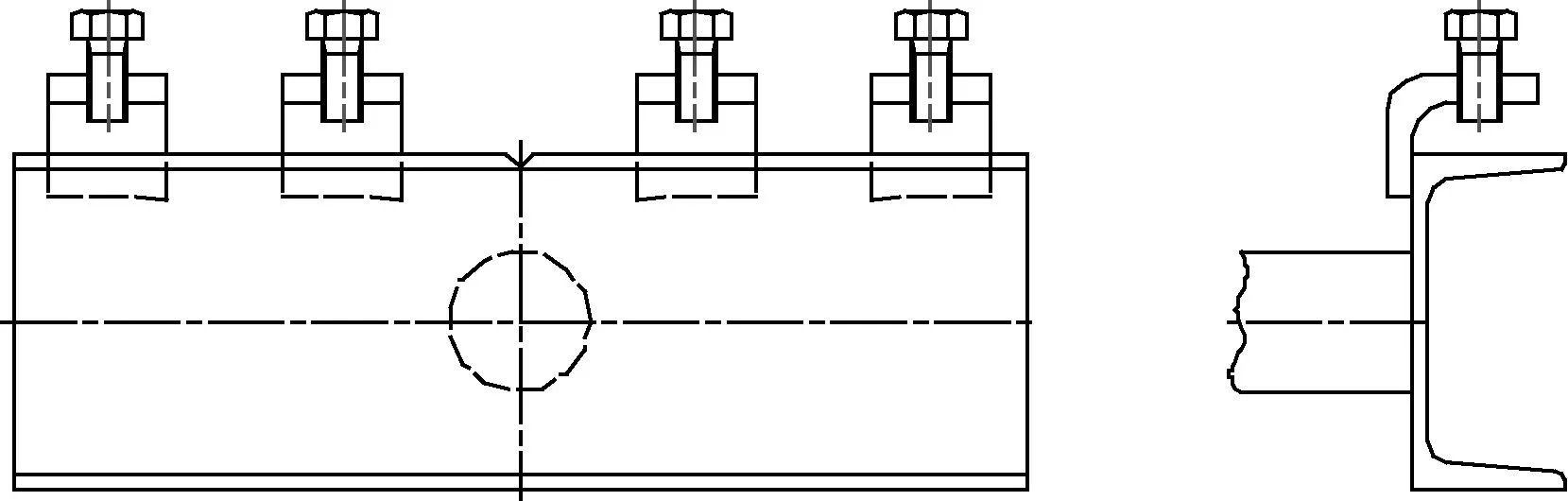
图1 夹紧工装图
根据前期多次试验得到的焊接工艺参数(表4)进行焊接,对其焊后的带锯条采用不同工艺参数进行热处理试验,对其进行硬度以及弯曲试验,分析试验结果,得出比较理想的焊后热处理工艺参数,最后通过接头显微组织观察进行分析。
表4 焊接工艺参数表
焊接及回火后锯条的表面成形和颜色见图2,两侧为焊缝的热影响区的宽度,将焊缝打磨平后进行硬度和力学性能试验。
2 试验结果及分析
2.1 拉伸试验及数据分析
根据中温回火的特性以及国内外双金属带锯条闪光焊接焊后热处理工艺[5],设定了A、B、C3个不同的热处理参数,保温冷却至室温状态,并对此进行拉伸试验。其对应的试验结果见表5.
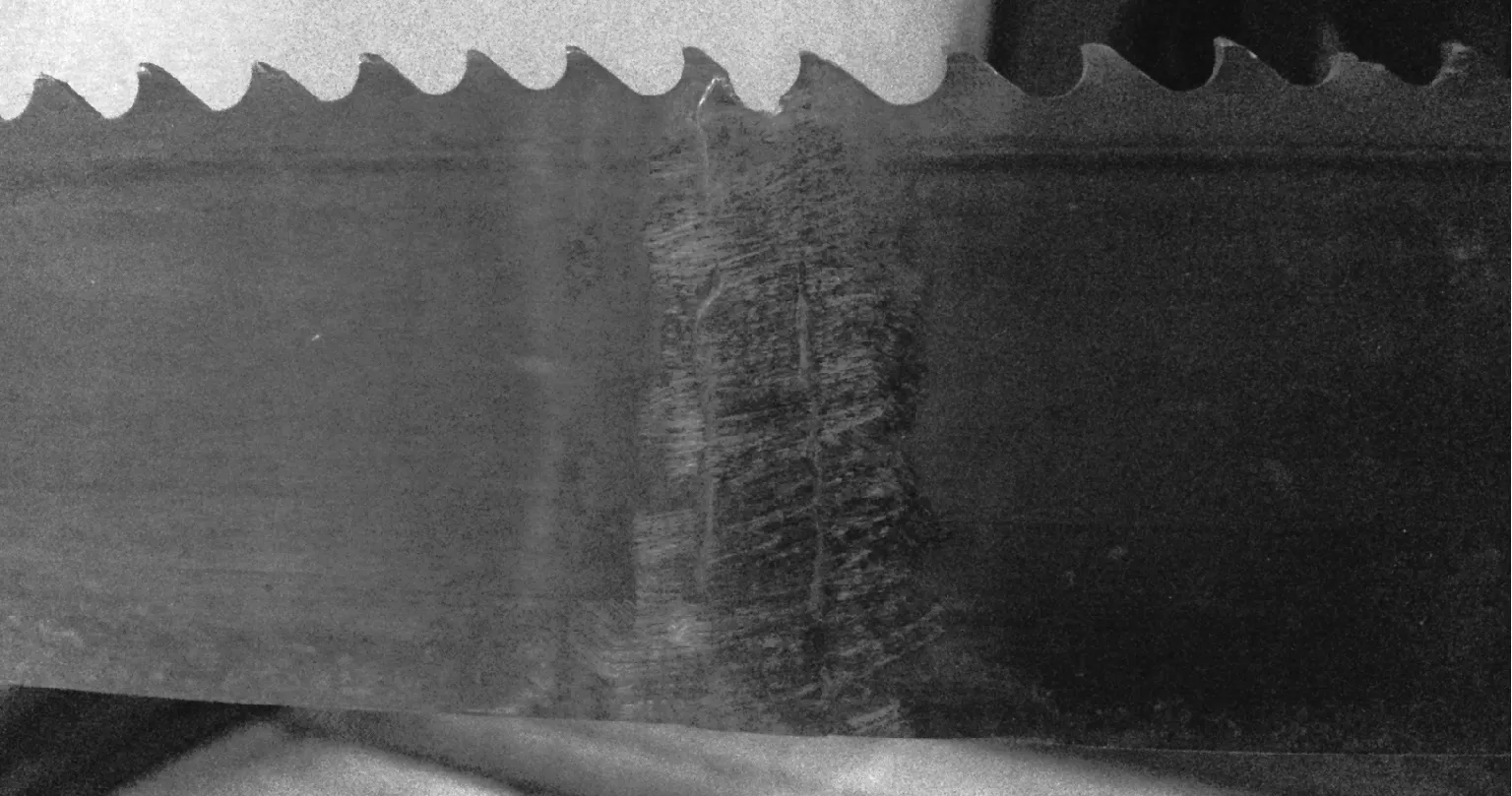
图2 焊接接头宏观形貌图
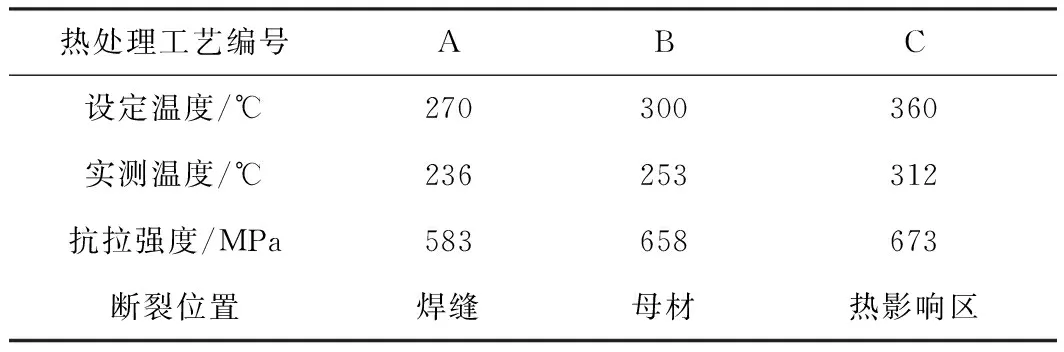
表5 拉伸试验结果表
综合以上拉伸试验结果分析,A工艺的抗拉强度较低,不能满足使用要求,B、C工艺的抗拉强度适中,都比母材的抗拉强度低,保证了焊缝以及热影响区的塑性和韧性。
2.2 硬度试验及数据分析
用洛氏硬度计对试件进行测量,A、B、C3种热处理工艺下,对应焊缝、母材以及热影响区的硬度值见表6.

表6 硬度试验结果表 /HRC
综合以上硬度结果分析,3种热处理工艺都能使焊缝的硬度值低于母材。通过比较,A工艺热影响区的硬度值明显高于其余两种工艺,而热影响区的最高硬度是反映接头淬硬倾向的一个力学性能指标。所以A工艺不符合要求,B、C热处理工艺使接头的韧性得到了显著提升,增加了带锯条的工作稳定性与使用寿命。
2.3 金相组织分析
焊后热处理主要是对焊接后的未熔碳化物进行球化处理,来改善焊缝的显微组织,同时降低焊缝的硬度。不同热处理参数对焊缝进行热处理后的焊缝显微组织见图3.

图3 不同热处理参数下焊缝的显微组织图
由图3可知,经 270 ℃焊后热处理,组织呈等轴晶与柱状晶。随着热处理温度的升高,淬火马氏体及残留奥氏体得到分解,焊缝碳化物组织得到球化,组织中的二次渗碳体及珠光体中的渗碳体都变成颗粒状。图3b)中均匀而分散的细小粒状组织为粒状渗碳体+回火托氏体。焊缝中的碳化物颗粒呈点状分布,且碳化物分布均匀。柱状晶组织也变得细化密集,使得焊缝硬度下降,减少了淬硬倾向,提升了焊缝的韧性。随着温度的升高,焊缝中的碳化物形状颗粒变大,碳化物分布均匀性下降,使得焊缝韧性有所降低。
因此,综合拉伸实验、硬度和显微组织观察,通过B工艺的热处理参数,既满足了生产过程中抗拉强度的要求,也降低了焊缝的硬度,保证了带锯条的韧性,验证了此工艺的可行性,也为企业节约了采购升本。
3 结 语
1) 当采用钨极氩弧焊焊后,立即将焊缝及热影响区缓慢加热到253 ℃后,保温缓慢冷却至室温状态,焊缝组织为粒状渗碳体+回火托氏体,组织细化且分布均匀。
2) 在最佳热处理状态下,焊接接头的抗拉强度接近670 MPa,焊缝洛氏硬度为41 HRC,焊接接头的韧性满足了重复使用要求。
3) 可以利用钨极氩弧焊焊接技术和中温回火热处理工艺,保证带锯条的力学性能和重复使用的可行性。
