碳纤维层合板结构损伤区域机器人打磨去除工艺研究
2022-10-25梁中福
梁中福,靳 凯
(1.中车青岛四方机车车辆股份有限公司, 山东 青岛,266000;2.中国海洋大学,山东 青岛,266000)
碳纤维复合材料是一种先进高强度复合材料,具有力学性能优异,耐腐蚀性能好,可设计性强等优点,广泛应用于轻量化装备、航空航天等领域[1-2],如在飞机制造领域,碳纤维复合材料通过真空热压成型或者模压成型制成层合板可应用于飞机的蒙皮和一些内部结构。但是在制造和使用碳纤维层合板的过程中,层合板难免会受到损伤,如表面划痕、裂纹、凹坑孔洞等[3-4],这些缺陷的存在会严重降低层合板的承载能力,需要对其表面进行打磨去除损伤区域再通过修复后继续使用,因此碳纤维层合板的损伤去除工艺及性能修复成为近年来国内外的研究热点。
目前碳纤维复合材料构件损伤部位的打磨主要采用手工打磨,打磨精度控制难度较大,易导致表面打磨不均匀,且劳动强度大、粉尘对人体危害大[5-8]。近年来,随着工业机器人的发展,越来越多的研究人员将目光转到由工业机器人主导的自动打磨系统。机器人打磨代替手工打磨可使碳纤维层合板表面粗糙度得到极大的降低,在磨削过程中,设计出合适的打磨轨迹不仅可以提高加工质量,而且可以极大地提高加工效率[9-10]。张辉等[11]研究了机器人打磨对用碳纤维复合材料构件表面质量的影响因素,并利用多元线性回归方法建立了表面粗糙度与打磨正压力、进给速度、打磨气压关系的预测模型。曾国强等[12]通过控制单因素设计正交试验,探究了工业机器人连接打磨头的磨头转速、机器人进给速度、打磨压力、砂纸目数等对碳纤维层合板外表面粗糙度的影响,得到在某些情况下较为合适的打磨参数。
碳纤维层合板的表面粗糙度对胶接修复有很大影响,虽然适当表面粗化可以提高胶接强度,但粗糙度若超过一定范围,则表面不能被很好的浸润且碳纤维丝易损伤,凹坑残留空气也会影响胶接[13-14]。作者应用工业机器人对碳纤维层合板表面进行打磨,研究了打磨方向、磨头转速、打磨头金刚砂目数对层合板表面粗糙度的影响,并探索了打磨轨迹对修复后碳纤维层合板力学性能的影响。
1 实验
1.1 主要材料及设备
T700单向碳纤维环氧预浸料:厚度0.125 mm,12 K,日本东丽公司产。
ACR-3热补仪:美国BriskHeat公司制;FANUC六轴工业机器人:配置40,80,120,240目金刚砂圆柱形打磨头,日本FANUC株式会社制;万能拉伸试验机:新三思试验设备公司产;VK-X250激光共聚焦显微镜:日本Keyence公司制。
1.2 碳纤维层合板的制备
将碳纤维层合板预浸料铺贴尺寸剪裁成240 mm × 220 mm,选择两种铺贴方式,分别为32层全0°铺层,32层[0°/90°]16s铺层。按照预浸料固化工艺参数选用真空热压法固化碳纤维层合板,如图1所示。
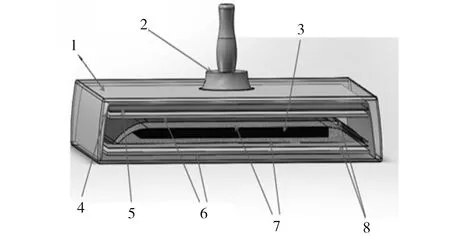
图1 碳纤维层合板固化模型示意
将固化后碳纤维层合板按照GB/T 3354—2014《定向纤维增强塑料拉伸性能试验方法》进行试样尺寸设计,工作段95 mm,夹持段25 mm,制得试样总长185 mm,宽度20 mm,并规定铺层长边为0°方向,短边为90°方向。制样尺寸示意如图2所示。
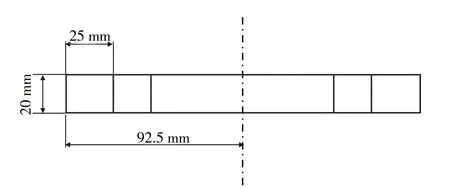
图2 碳纤维层合板制样尺寸示意
1.3 打磨工艺设计
工业机器人通过机械臂与金刚砂打磨头结合,对打磨轨迹编程后进行自动化打磨。为探索打磨表面粗糙度与打磨头金刚砂目数、磨头转速及打磨阶梯数之间的关系,设计不同的打磨参数,来探究工业机器人对0°铺层的碳纤层合板进行自动化打磨的可行性和较佳工艺。
设计打磨头金刚砂目数分别为40,80,120,240,主轴磨头转速分别为1 500,2 250,3 000,3 750 r/min,见表1。
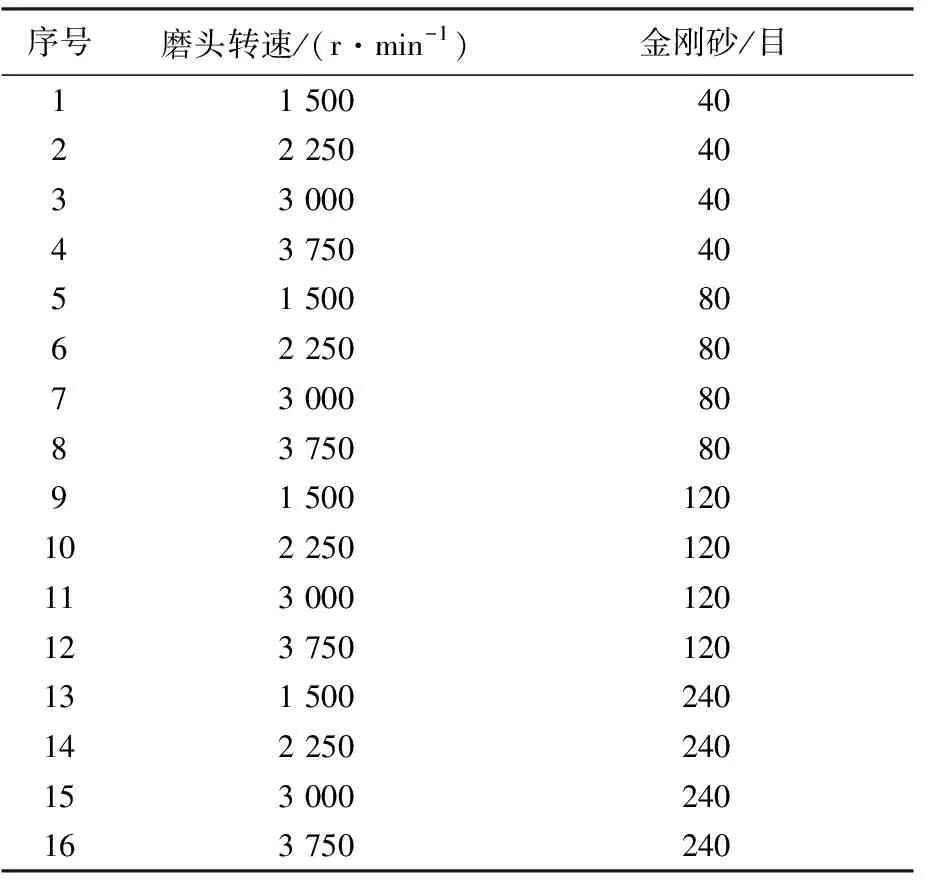
表1 打磨参数设计
打磨方向按垂直纤维方向和平行纤维方向设计,见图3。
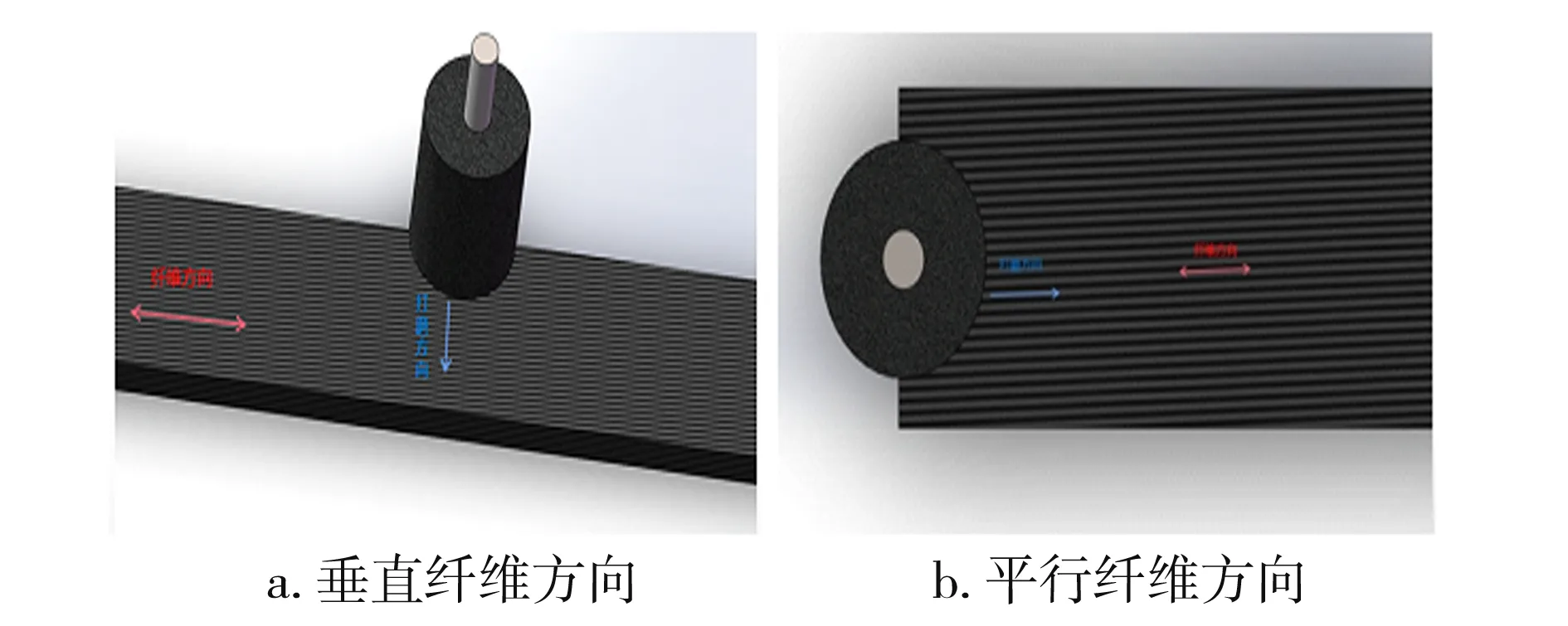
图3 打磨方向示意
打磨阶梯数设计为四阶梯与八阶梯。四阶梯的形貌为中间部分最低,往两侧逐渐抬高呈阶梯状,试样尺寸厚度为4 mm,中间最低处打磨至2 mm,然后以10 mm为一个阶梯平台宽度,0.5 mm为阶梯高度,形成四阶梯打磨形貌设计。四阶梯打磨形貌及打磨轨迹见图4。

图4 四阶梯打磨形貌与打磨轨迹
八阶梯打磨形貌与四阶梯类似,同样是最低处打磨至2 mm,以5 mm作为一个阶梯平台宽度,阶梯高度为0.25 mm。八阶梯打磨形貌及打磨轨迹见图5。
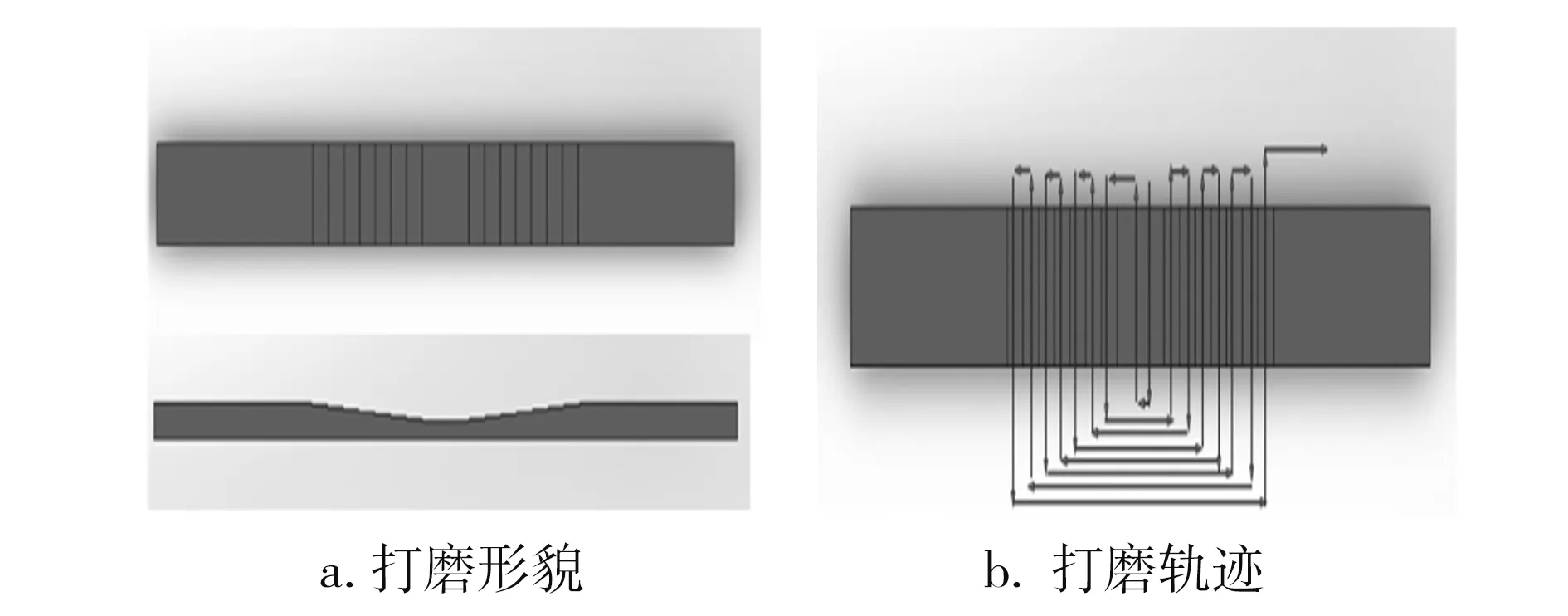
图5 八阶梯打磨形貌与打磨轨迹
1.4 分析与测试
表面粗糙度:采用激光共聚焦显微镜分析打磨粗糙度。从取样处的中心点向外以100,200,300,400,500 μm为半径划同心圆,5个同心圆粗糙度的均值即为该取样处的表面粗糙度,见图6。

图6 表面粗糙度测试取样示意
拉伸性能:按照GB/T 3354—2014《定向纤维增强塑料拉伸性能试验方法》对试样进行拉伸性能测试。
2 结果与讨论
2.1 打磨质量
2.1.1 0°铺层垂直纤维方向打磨质量
从图7可以看出:打磨头金刚砂为40目或80目,磨头转速为2 250 r/min时,碳纤维层合板的表面粗糙度最小,在1.7 μm左右,表面起伏较小;打磨头金刚砂为120目,磨头转速为3 000 r/min时,碳纤维层合板的表面粗糙度最小,在1.8 μm左右,表面起伏较小;打磨头金刚砂为240目,磨头转速为3 000 r/min时,碳纤维层合板的表面粗糙度最小,在1.3 μm左右,但磨头转速为1 500 r/min时,该处的表面粗糙度很大,表面高低起伏严重,出现明显缺陷,理论上磨头金刚砂粒径越细打磨粗糙度会越小,而此打磨条件下则出现明显缺陷,其原因为垂直于纤维方向打磨过程中,当磨头金刚砂粒径太小,砂轮易被磨屑堵塞,所以在此转速、进给深度与推进力的情况下,打磨质量降低,行进受阻,导致出现划痕。
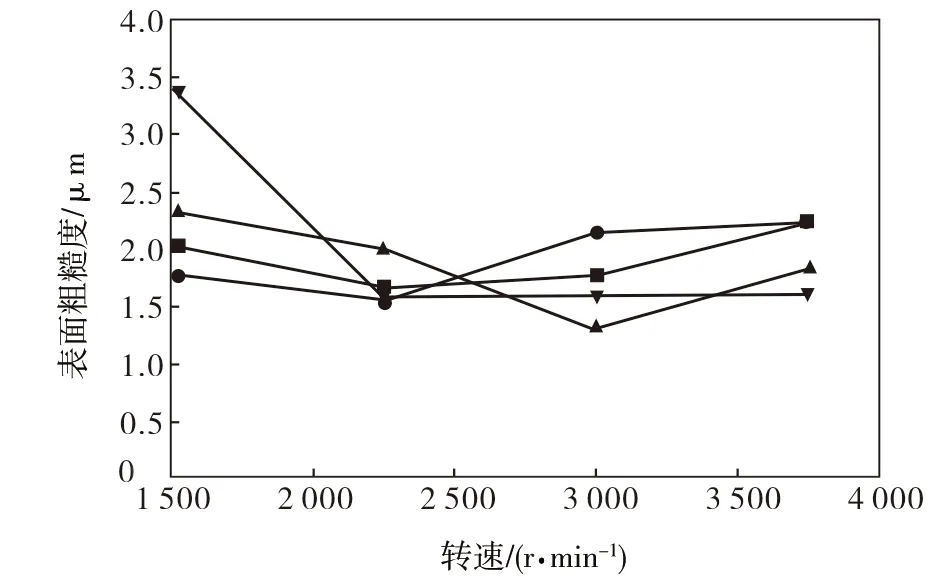
图7 不同金刚砂及磨头转速下垂直纤维方向打磨时的表面粗糙度
实践表明,打磨表面粗糙度控制在1.5~2.3 μm,层合板修复胶接强度更好,因此0°铺层碳纤维层合板垂直纤维方向打磨时,适宜的磨头转速应控制在2 250 r/min与3 000 r/min,磨头转速较慢或较快都会使打磨质量变差,这是因为打磨转速低,磨头磨削量小,会造成打磨质量差;而磨头转速高,由于打磨头与机械臂连接在一起,同时机械臂又存在一定的柔性,在打磨头转速很快的情况下,会引起机械臂的振动,造成磨头打磨定位不准,影响打磨质量。
2.1.2 0°铺层平行纤维方向打磨质量
从图8可以看出:打磨头金刚砂为40目或80目,磨头转速为2 250 r/min时, 碳纤维层合板的表面粗糙度最小,在2.0 μm左右;打磨头金刚砂为120目,磨头转速为3 000 r/min时,碳纤维层合板的表面粗糙度最小,在2.0 μm左右;打磨头金刚砂为240目,磨头转速为2 250 r/min时,碳纤维层合板的表面粗糙度最小,在1.8 μm左右,未出现垂直纤维方向打磨、磨头转速为1 500 r/min时,表面高低起伏严重,磨头行进不畅的情况,其原因是平行纤维方向打磨时,行进阻力较小,砂轮不易被磨屑堵塞。综上分析,平行纤维方向打磨时的表面粗糙度变化趋势与垂直纤维方向打磨时相似,适宜的磨头转速同样为2 250 r/min和3 000 r/min,磨头转速较慢或较快都会使打磨质量变差,但是可以明显发现平行纤维方向打磨时的表面粗糙度更高,且表面粗糙度波动更大,这是因为在打磨过程中,平行纤维方向打磨与垂直纤维方向打磨采用相同的推进力,但平行纤维方向打磨时,行进方向所受阻力小于垂直纤维方向打磨,导致平行打磨行进速度过快,磨削不充分,因而打磨质量较低。
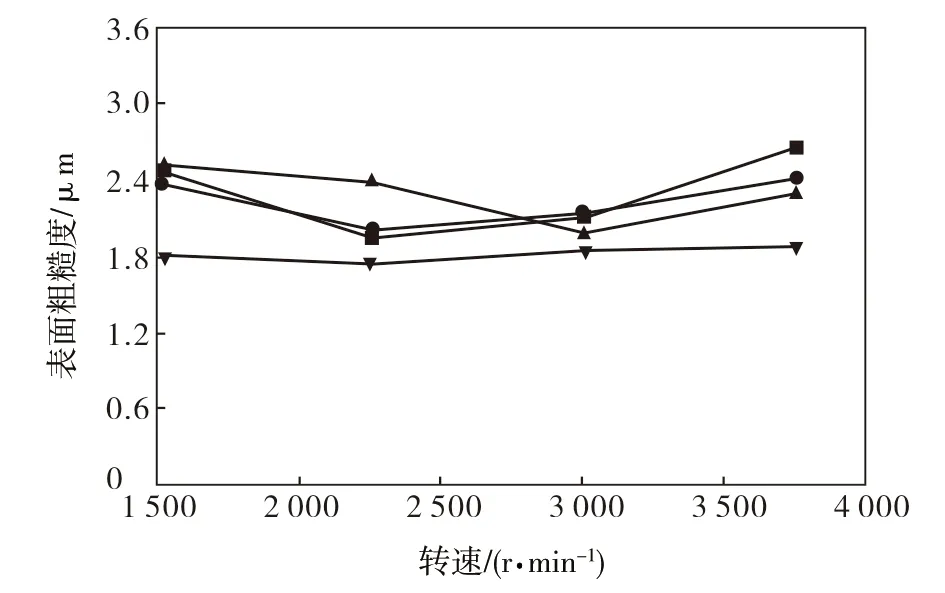
图8 不同金刚砂及磨头转速下平行纤维方向打磨时的表面粗糙度
2.1.3 [0°/90°]16s铺层打磨质量
[0°/90°]16s铺层碳纤维层合板打磨表面形貌及3D形貌见图9所示。
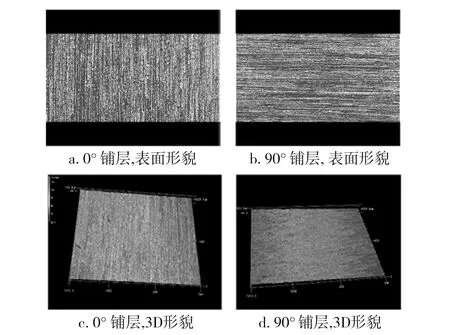
图9 [0°/90°]16s铺层打磨表面形貌及3D形貌
从图9可以看出,打磨头金刚砂为240目,磨头转速为2 250 r/min时,0°铺层垂直于纤维方向打磨后的表面粗糙度为1.7 μm,90°铺层平行于纤维方向打磨后的表面粗糙度为1.8 μm,垂直纤维方向打磨略优于平行纤维方向,且打磨质量稳定。因此,对于[0°/90°]16s铺层碳纤维层合板,在了解层合板总厚度及铺层方式、铺层数量的情况下,通过计算出每个铺层的深度位置,并借助于工业机器人的高精准度,可控制打磨到需要的铺层,这是工业碳纤维层合板去损的基础。
2.2 力学性能
为了探究合适的打磨阶梯工艺,采用与层合板相同的碳纤维预浸料固化工艺、修补工艺对四阶梯和八阶梯打磨后的0°铺层、[0°/90°]16s铺层碳纤维层合板进行修补,并对得到的层合板修补件进行拉伸实验。
从图10可以看出,四阶梯和八阶梯打磨后的0°铺层碳纤维层合板修补件所能承受的最大载荷分别为35 kN、45 kN,四阶梯和八阶梯打磨后的[0°/90°]16s铺层碳纤维层合板修补件所能承受的最大载荷分别为26 kN、31 kN。
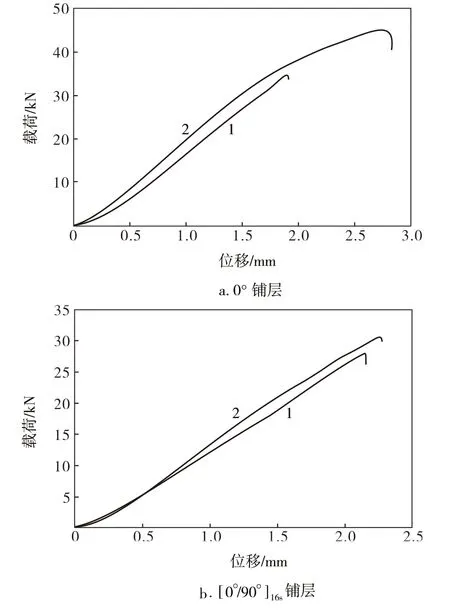
图10 碳纤维层合板修补件的拉伸位移-载荷曲线
这说明无论是0°铺层还是[0°/90°]16s铺层,八阶梯打磨后的碳纤维层合板修补件的拉伸性能均比四阶梯打磨更更加优异。这是因为八层阶梯打磨修补相比于四层阶梯打磨修补,在相同搭接长度时,碳纤维补片与碳纤维基体搭接面积相同,而每个阶梯碳纤维修补层厚度更小,碳纤维层间接触面积有效增加;在受到拉伸载荷时,八阶梯修补能更好将各层碳纤维中受到应力分散,直至应力增大到碳纤维基体与补片发生破坏,此时补片与碳纤维分离,得到碳纤维修补试样的最大载荷。故在碳纤维层合板的损伤去除工艺中,阶梯状打磨时可适当增加阶梯层数,来提高修补后的构件强度。
3 结论
a.在工业机器人机械臂使用相同的推进力的情况下,0°铺层碳纤维层合板垂直纤维方向打磨的质量要优于平行纤维方向打磨的质量,适宜的磨头转速为2 250~3 000 r/min,此时表面粗糙度可控制在1.5~2.3 μm,修复胶接强度更好。
b.0°铺层碳纤维层合板四阶梯、八阶梯打磨修补件所能承受的最大载荷分别为35 kN、45 kN;[0°/90°]16s铺层碳纤维层合板四阶梯、八阶梯打磨修补件所能承受最大载荷分别为26 kN、31 kN。无论是0°铺层还是[0°/90°]16s铺层,八阶梯打磨修补件的拉伸性能均比四阶梯打磨修补件更加优异,可通过适当增加阶梯数提高修补件力学性能。
c.对于[0°/90°]16s铺层碳纤维层合板,在了解铺层顺序及具体厚度的情况下,使用工业机器人可精准控制打磨到需要的铺层面。
