板绒毛毯的开发与生产
2022-09-19范保勇王发阳
冯 杨,范保勇,王发阳
(1.连云港鹰游新立成纺织科技有限公司,江苏 连云港 222000;2.连云港飞雁毛毯有限责任公司,江苏 连云港 222000;3.连云港市工业投资集团有限公司,江苏 连云港 222000)
1 产品的国际市场竞争力和出口前景
1.1 国际水平、现状及发展趋势
随着纺织品贸易的快速发展和科技的进步,特别是在当前毛毯供过于求的情况下,人们的消费观念发生了变化,消费者不仅对纺织品的保暖性、颜色和式样感兴趣,而且对纺织品的舒适性、功能性及对人与生态是否有益等方面更感兴趣,这种“感性”的新趋势在毛毯消费方面表现得更加明显。毛毯纺织品的消费市场已不仅对产品的色彩、手感、绒面有要求,更在整体风格方面求新。根据市场调研及国外客户信息反馈,韩国板绒风格(低毛高、耐倒伏)的腈纶经编单层毛毯的市场行情非常好,其特点为毛绒紧密丰满直立、正反色泽相近、均为立绒、手感柔软,引领了当今毛毯市场潮流。
1.2 国内相关产品技术发展水平与现状
国内厂家较早地生产了经编毛毯,但多数以双层为主,质量小,缺乏市场竞争力。连云港飞雁毛毯公司开发了高克重经编单层毛毯,具有韩国板绒风格,毛面平整光洁,短绒高密,正反均为立绒,毛面耐外力,保型性好。
1.3 产品竞争优势及市场前景
近年来,随着科技的进步和新型纺织材料的出现,特别是在当前毛毯供过于求的情况下,市场对毛毯的品质要求不断提高,高品质的经编毛毯深受青睐。经编超柔毛毯具有短绒高密、毛面平整光洁、正反均为立绒、毛面耐外力、保型性好等优良品质,不再像传统经编单层毛毯正面立绒、反面却绒毛倒伏,正反面风格不一,使毛毯缺乏高级感,而是以自身特有的板绒风格引领化纤毛毯的发展潮流,具备较强的市场竞争力。
2 产品创新性和先进性
2.1 产品技术的主要特点
板绒毛毯织造机器是双针床经编机,通过改造纱架,增加了一倍穿纱铝管数量,生产出满穿单层毛毯,短绒高密,毛面平整光洁,正反均为立绒,毛面耐外力,保型性好,具有板绒风格,同时在编织过程中,通过反向垫减小起毛阻力,使反面起毛丰满。
2.2 技术性能指标和参数
条重偏差率不低于-6.0%,长度偏差率不低于-3.0%,尺寸偏差率不低于-3.0%,耐水洗色牢度不低于3~4级。
2.3 技术标准
项目产品执行《化纤仿毛毛毯》(FZ/T 61004—2017)标准。
3 实施方案
3.1 技术特点、关键技术和关键工艺
3.1.1 技术特点
(1)本项目产品具有超柔软手感,正反毛面绒感相近,花型色泽深浅比较一致,色泽鲜艳,均为立绒风格,且短绒高密,毛面保型性好,富有豪华感,经济效益好,市场前景广阔。
(2)通过改造纱架,送经根数增加1倍,由之前的隔一穿一实现了现在的满穿。
(3)克重高,可以达到1 300 g/m2,绒感好,正反面均为立绒,揉压不变形,水洗不掉色。
3.1.2 关键技术
(1)采用经编单层组织,即同一针床上编织的编链纱与毛绒纱的垫纱方向相反,一、五梳采用六针衬纬,提高门幅尺寸的稳定性。
(2)三梳满针穿纱,具有韩国腈纶毛绒风格(低毛高、耐倒伏),毯面平整光洁,短绒高密,正反均为立绒,绒面耐外力,保型性好。
(3)定制梳栉及相应配件,改进卷取装置,提高织物编织密度。
(4)底丝由涤纶全牵丝(FDY)改为涤纶低弹丝(DTY),有利于在高密度下退圈。
(5)自主知识产权发明专利《涤纶毛毯的制备方法》(专利号ZL201410846873.4)在生产中应用,毯面光泽度好,生产成本低。对现有设备进行自主技术改造,可以生产出高克重、高膨松毛毯,短时间内不会被复制。
3.1.3 关键工艺
(1)常规经编设备的密度达不到工艺要求,采用满穿穿纱方式,改造卷取机构,密度最高达到17目/cm,成品毛毯最高克重可达到1 300 g/m2。
(2)对经编单层毛毯进行高温预定型,同时采用超喂20%方法,增加平方米重量,并使坯布门幅稳定,保证磁棒印花的坯布门幅、花型完整;同时,使涤纶丝高温膨化松散,利于后道工序的烫剪,赋予成品很好的弹性,手感密实且膨松。
(3)毛毯的正反面绒感相近,均为立绒,起毛参数和布速适中,最佳起毛量为正反面比6∶4。起毛后,对反面毛面进行刷毛处理,使反面挺立,便于剪毛,进而得到立绒的毛面风格。
3.2 实施的具体内容和技术路线
经过反复试验,研制出一种短绒高密、正反面均为立绒的经编板绒毛毯,工艺流程:原料→编织→剖绒→检验、修补→坯布膨化、烫光→印花→固色→水洗→花布烘干定型→织物正面刷毛、剪毛、烫光→背面起毛→织物反面刷毛、剪毛、烫光→裁剪→缝制→成品检验→包装入库[1];具体实施内容如下。
(1)原料。经过比较筛选,笔者选用了450 D/144 F超柔涤纶长丝为原料,生产出的产品弹性优良、手感滑爽、光泽度好;克服天然纤维易起皱和人造纤维不透气的缺点,具有保暖、不发霉、无虫蛀等优良特性。
(2)织造。织造是项目的关键点,经编超柔毛毯属高密单层双面绒毛毯,常规经编设备的面丝密度达不到工艺要求。经编机选用常州天益纺织机械有限公司生产的190吋双针床成圈割绒机,改造纱架、牵拉卷取装置,实现满穿及高密度织造。这种机型由5把梳栉、2个针床、2套脱圈槽板及沉降片构成,其中,1、5把为衬纬梳栉,2、4把为编链梳栉,在生产中分别由1、2和4、5梳栉完成两面底布的织造,由第3把梳栉分别向两面针床挂纱,完成中间部分即毛绒纱的织造(图1)。
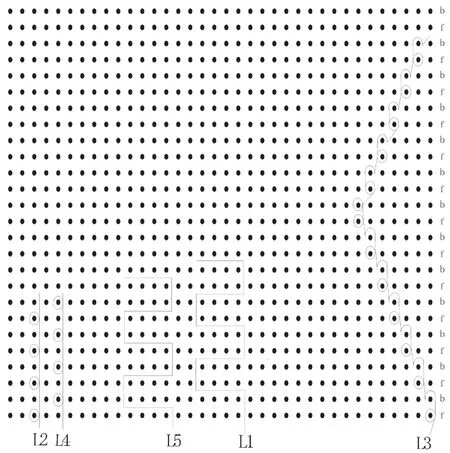
图1 5把梳栉走针图
(3)经编剖绒。经编剖绒决定坯布的毛面品质及产品的克重,该产品密度高、毛长短剖绒难度大,剖绒须确保上、下绒高一致,水平上要求左、中、右绒高一致。
(4)膨化、烫光。采用“先预烫后刷再烫”的特殊工艺,依靠新型烫光设备(大包角烫光机)毛毯坯布进行高压力、高温度烫剪,保证毛面烫光均匀,纤维松散,使毛毯手感丰满、松软,增强弹性,同时使涤纶丝高温膨化松散,利于后道工序的烫剪,赋予成品较好的弹性,手感密实而蓬松[2]。烫光温度为200 ℃、烫光速度为12 m/min。
(5)印花、水洗。毛毯印花采用平网磁棒印花,固色采用连续式热风烘固一体机,上3层低温预加热,下6层高温固色。为保证下浆量足够,在色浆中加入平滑柔软剂(1.5%),预烘温度为160 ℃、预烘时间为4 min、固色温度为185 ℃、固色时间为8 min。
板绒毛毯属高密织物,对手感的柔软、舒适程度要求较高,而且毛毯的手感主要来自水洗,因此,对水洗制定了最新的工艺要求,与常规产品相比少柔软、多平滑,一定要水洗干净。每100 kg混合液配比如下:涤纶去油剂为10 kg、涤纶抗静电剂为20 kg、830平滑剂为40 kg、水(35 ℃左右)为30 kg、混合液打底25 kg、续加量(混合液∶织物)为1∶1。
(6)起毛、反刷、反烫、反剪。毛毯的风格要求正反面绒感相近,均为立绒,起毛参数和布速要适中,减缓车速可以提高起毛效果,最佳起毛量为正反面比6∶4;反烫是对背面进行烫光,使光亮度达到正面效果,反剪以剪掉须毛为准。起毛参数如下:零点为258 r/min、顺针为158 r/min、逆针为288 r/min、前张力为1.0(前牵引辊比值)、张力为1.1(后牵引辊速度比值)、出布为1.2(出布牵引辊速度比值)、速度为12 m/min;反烫、反剪参数如下:温度为180 ℃、速度为12 m/min。
(7)裁切、缝制。产品达到设计要求,正、反毛面细腻,光泽度好,抗压性优良。
(8)检验、包装、入库。
最终成品如图2所示。
图2 成品