基于纸箱包装生产线的纸箱预封装置设计
2022-09-16张志强马凤仪
徐 静,张志强,马凤仪
(北京信息科技大学 机电工程学院,北京 100192)
0 引言
纸箱包装是生产线上产品常见的打包方式,将产品打包装入纸箱便于存储和运输。尚东阳等[1]基于模块化设计的纸箱打包机解决了现有纸箱包装机体积大、价格昂贵的问题,但针对不同的纸箱规格包装效果不理想;韩占华等[2]指出自动化设备应用在包装机械上能够大幅度提高包装效率;LOTOSHYNSKA等针对二次包装的药品生产线设计了精简打包装置[3-4],体现了药品和食品“不可触摸”原则,但只是针对小盒产品,无法实现纸箱包装产品的打包;刘宝华等针对曲柄摇块机构进行动力学仿真和搭建试验平台[5-6],得出不同条件下曲柄摇块机构的动力学特性,但该机构没有应用到实际生产线上;姜慧君等[7]采用SolidWorks里的Motion分析模块对曲柄圆滑块机构进行建模及运动学仿真分析,得到曲柄圆滑块机构的运动学特性,但该方法只能针对简单机构;王明远等[8]设计的汽车门锁机构可根据不同驱动方式和不同限位边界实现铰链四杆机构、平面五杆机构、曲柄摇块机构和摆动导杆机构4种运动模式及模式间切换;陈然等对曲柄摇块机构进行仿真[9-10],但设备仍旧不够灵敏,存在使用不简便和维护复杂等问题,不能满足多种规格纸箱的折边需求。本文研究可加快智慧工厂实现进程,加快企业现代化建设步伐。
工厂现有部分生产线如图1所示,工人将纸盒放入纸箱,再将纸箱折边密封后放入封胶机中,劳动强度大,生产效率低。并且现有的折边装置只能针对单一规格纸箱,无法实现柔性化调节。本文从同一条生产线上的不同规格包装箱出发,设计可柔性调节的纸箱预封装置,实现将装好产品的纸箱折边后送入封胶机的动作。首先采用SolidWorks建立纸箱预封装置三维模型,对纸箱翻转机构建立数学模型;然后用解析法作为摆动导杆机构的运动分析方法,根据气缸运动行程求各连杆角速度和角加速度;最后将设计好的纸箱翻转机构参数化建模并进行运动学仿真,验证数学模型的正确性和纸箱翻转机构方案的可行性。

图1 工厂现有部分生产线Fig.1 Part of the existing production line of the plant
1 纸箱预封装置结构设计
根据现有纸箱参数,统计得出纸箱高度变化范围:129~214 mm;宽度变化范围:154~302 mm;长度变化范围:236~343 mm;由此得出纸箱预封装置的柔性调节范围。
纸箱预封装置如图2所示,主要由纸箱折边机构、推箱机构和纸箱翻转机构组成。

图2 纸箱预封装置Fig.2 Carton pre-sealing device
纸箱折边机构如图3所示,主要包括斜坡、上流利条压杆、推箱机构、后折边弧形板、旋转下压气缸、前折边弧形板、下流利条、折边压杆和可自锁滑台等。装箱机将商品放入开口纸箱后推上斜坡,降落在下流利条上,由在纸箱两侧排布的前折边弧形板完成纸箱前侧的折边,两侧的旋转下压气缸配合弧形板完成纸箱后侧的折边,随着纸箱前进到压杆区域,在压杆的作用下实现上下两侧的纸箱折边,此时纸箱需贴胶条的位置在左右2个方向上。为满足适应性,纸箱左侧折边机构固定安装,因此不论何种规格纸箱,在进入折边机构时,纸箱折痕与左侧固定安装的折边机构相切;右侧折边机构安装在可自锁滑台处,实现左右方向的无极调节;纸箱底部的流利条按照可允许的最大间隙布置,方便推箱板在流利条之间顺畅推箱。

图3 纸箱折边机构Fig.3 Carton folding device
纸箱翻转机构如图4所示,主要包含翻转气缸、接头、中心轴、轴承和托架等。当折好边的纸箱被推入纸箱翻转机构处,在翻转气缸的驱动下,装有纸箱的托架翻转90°实现纸箱翻转,此时纸箱需贴胶条的方向与贴胶机重合。为满足适应性,托架右侧挡板与底部支撑板可无极调节,托架上方挡板宽度不大于最小纸箱高度。

图4 纸箱翻转机构Fig.4 Carton flipping device
2 纸箱翻转机构运动学分析
对纸箱翻转机构进行运动学分析是指在不考虑力作用的前提下,分别对托架的位置、速度和加速度变化进行分析,以确定所得的数据满足设计要求。纸箱翻转机构简图如图5所示。传统摆动导杆机构的驱动一般在连杆2上[11-12],连杆为旋转驱动。该纸箱翻转机构为实现较大扭矩的快速翻转,采用气缸为驱动元件,因此滑块在连杆1上的直线运动为匀速运动。图中连杆1为AC杆,连杆2为CB杆;连杆1的长度LAC,连杆2的长度LCB;∠CAB为β,∠ACB为 π/2-α,∠ABC为θ;VC为滑块相对于连杆1的速度,VC1为连杆1在C点的速度,VC2为连杆2在C点的速度。

图5 纸箱翻转机构简图Fig.5 Sketch of carton flipping device mechanism
已知滑块相对于连杆1的速度为VC,则滑块的速度:

连杆2的角速度:

连杆1在C点的速度:

连杆1的角速度:

在△ABC中,由三角形边角互化公式得:
将式(6)、(7)代入式(1)~(4)得:

3 纸箱翻转机构的ADAMS仿真与优化
3.1 ADAMS参数化建模及仿真分析
ADAMS是专用于机械类产品虚拟样机开发的工具,通过建立虚拟样机模型,并对模型进行试验和测试,进而使设计者发现设计缺陷并提出改进办法[13]。由于ADAMS在进行仿真时只考虑零件的质心和质量,而对零件的外部形状不予考虑,因此在对纸箱翻转机构进行运动学仿真时可对机构适当简化:
(1)气缸的缸体和活塞杆之间为移动副;纸箱托架和活塞杆之间为旋转副;中心轴与轴承之间为旋转副。
(2)气缸选型为CTMA系列,缸径32 mm,行程150 mm,在移动副上添加移动驱动,1个周期内平移驱动函数为 Step(time,0,0,1,150)+Step(time,1,0,2,-150)。
(3)各部件为刚体。
根据纸箱翻转机构运动特点,按照上述设定,将纸箱翻转机构导入到Adams中并布尔操作简化,如图6所示。进行1个周期的运动仿真,主要分析连杆1和连杆2的速度和加速度的变化。

图6 纸箱翻转机构参数化建模Fig.6 Parametric modeling of carton flipping device
纸箱翻转机构仿真结果如图7-8所示。

图7 纸箱翻转机构仿真结果Fig.7 Simulation results of carton flipping device

图8 连杆2转过的角度Fig.8 The angle through which the connecting link 2 turns
连杆1和连杆2角速度和角加速度仿真图像呈轴对称,说明纸箱翻转机构进程和返程运动特点一致。对比连杆1和连杆2角速度和角加速度的计算结果与仿真结果,可以看出一致性,证明模型建立正确。连杆1和连杆2角速度和角加速度变化趋势一致,呈现周期性变化,曲线光滑度较好,运动无明显冲击,运动较平。通过连杆2转过的角度可知纸箱只能翻转83°。
3.2 纸箱翻转机构优化设计
(1)由分析得连杆1、连杆2的方位是对纸箱翻转机构运动状态影响最大的参数,需要增设连杆1和连杆2的设计变量并标定取值范围;
(2)将摆动导杆机构的约束条件,转换成ADAMS中的约束方程并建立测量函数,再以测量函数为参照建立约束函数;
(3)机构的翻转角度由添加测量得到,以翻转角度最接近90°为优化目标创建目标函数;
(4)执行优化计算过程,通过20次迭代优化,得到翻转角度最接近90°的各杆坐标,此时LAB=308.09,LAC=320,LBC=113.72,关键点坐标如表1所示。

表1 优化后关键点坐标值Tab.1 Coordinate values of key points after optimization
优化后翻转角度变化如图9所示。
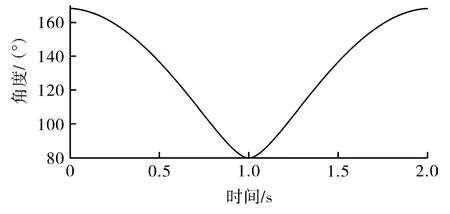
图9 优化后翻转角度Fig.9 Optimized flip angle
4 试验平台
控制系统采用PLC对纸箱预封装置测试,搭建的试验平台如图10所示。

图10 纸箱预封装置试验图片Fig.10 Pictures of carton pre-sealing device test
对不同规格的纸箱依次试验,结果表明:
(1)采用旋转气缸与滚轮相结合的方式可以完成纸箱折边,但纸箱位置需严格限制在滚轮之间才能折边完全;
(2)压杆在设计时,为方便纸箱折上下两边,角度应尽可能小才能不损坏纸箱,此外压杆与纸箱折页的角度应尽可能大。
(3)纸箱翻转机构能够实现纸箱翻转90°,满足工作要求。
5 结语
(1)对片类产品包装生产线进行设计,用SolidWorks软件建立纸箱预封装置的三维模型,通过简单动力源实现瓦楞纸箱的八面折边、翻转的功能,设计出结构简便、易操作、工作效率高和稳定性好的纸箱翻转机构;(2)对纸箱翻转机构进行虚拟样机及运动学仿真分析,得到纸箱翻转机构连杆1和连杆2的角速度和角加速度曲线,以及纸箱翻转机构真实转过的角度,对翻转机构进行优化,确定杆长的最优参数,得到翻转角度最合适的翻转机构;(3)搭建试验平台验证纸箱折边方案的可行性,但应进一步优化折边压杆角度,以降低压杆对纸盒的损伤。
