ER70S-6 焊丝钢质量提升实践
2022-08-03周慧敏李勇强
周慧敏, 李勇强, 柴 磊
(陕钢集团汉中钢铁有限责任公司, 陕西 汉中 724200)
ER70S-6 焊丝用热轧盘条是国内外常用的气体保护焊丝用钢,该焊丝焊接电弧稳定、焊缝性能优良,广泛应用于车辆船舶、石油化工、建筑桥梁等行业的金属结构焊接生产[1-2],属于国民经济易耗品。陕钢集团汉中钢铁有限责任公司(全文简称汉钢公司)成功开发Φ5.5 mm 规格ER70S-6 焊接用钢盘条,并针对其强度适用性和外观质量开展了提升实践。
1 设备及工艺简介
工艺设备及流程:加热炉—高压水除鳞—粗轧机组—中轧机组—水冷1 区—预精轧机组—水冷2区—精轧机组—水冷3 区—减定径机组—水冷4 区—夹送辊—吐丝机—斯太尔摩冷却线—集卷筒—PF 线。
2 技术要求
2.1 化学成分要求
C 在焊接过程中可以与氧反应生产CO 和CO2,也可隔离熔池及电弧区周围的空气,减少空气中的氧、氮等气体对焊缝的不良影响。但是过高的w(C)会造成焊缝裂纹、焊接过程易飞溅[3-4]的情况发生。因此,w(C)应在满足性能要求的范围内取下限。
Mn、Si 可有效提高焊丝强度,也是重要的脱氧剂,能够起到较好的脱氧及脱硫作用。但是随着w(Mn)、w(Si)的增加,钢中夹杂物的含量也易增加,且易产生偏析和带状组织[5]。因此,w(Mn)、w(Si)应尽量偏下限控制,以保证焊丝钢的优良力学性能,同时获得良好的内部组织。
钢中的P、S 元素属有害元素,P 元素通过固溶强化作用能够显著提高钢材强度、硬度,降低低温韧性,并且P 具有严重的偏析倾向,不利于钢材拉拔性能[6-7]。S 元素则会导致钢产生热脆,焊接过程中在应力作用下易产生结晶裂纹,但是一定范围内w(S)的增加能够提高焊缝钢水流动性,于焊缝表面质量有利[8-10]。因此,应尽量减少w(P),合理控制w(S)。
经过分析,根据GB/T 3429—2015 对焊接钢用盘条的化学成分要求,制定了汉钢公司内控要求,具体如表1 所示。
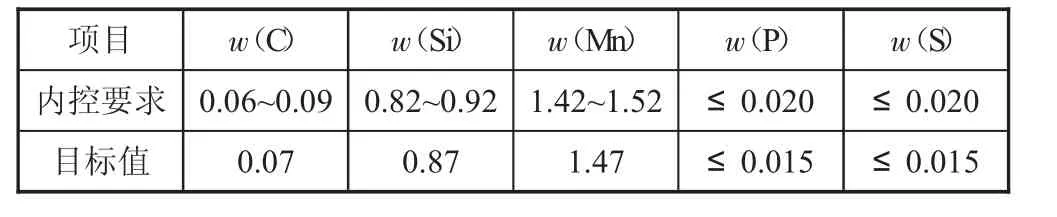
表1 ER70S-6 焊丝用钢化学成分 %
2.2 力学性能及组织
焊丝的强度和塑性需满足下游拉拔要求,抗拉强度不宜过高,生产中控制目标值在560 MPa 以下,且波动尽可能小。ER70S-6 焊丝钢w(C)低,其组织组成为大量铁素体加珠光体,组织应均匀、细小。
3 轧制工艺
3.1 温度控制
轧制温度直接影响奥氏体晶粒的长大,轧制温度高,奥氏体晶粒粗大,转变后的晶粒粗大,可以在一定程度上避免成品线材强度过高;但是粗大的奥氏体晶粒会显著推迟铁素体转变,降低组织中铁素体含量,促进贝氏体等组织转变,不利于焊丝钢塑性提升;而细晶粒奥氏体稳定性低,孕育期短,缓慢冷却速度下可以有效避免贝氏体、马氏体等有害组织产生[11]。结合生产实际,将吐丝温度控制在900 ℃左右。
3.2 轧后冷却控制
针对ER70S-6 焊丝钢抗拉强度进行了工艺调整试验。为改善拉拔性能,在对焊丝钢的轧后冷却工艺中采用缓慢型冷却方式,不使用风机,并在辊道上方加盖保温罩。主要通过调整运输辊道速度来控制轧后冷却,从而优化抗拉强度指标。具体工艺调整情况如表2 所示。
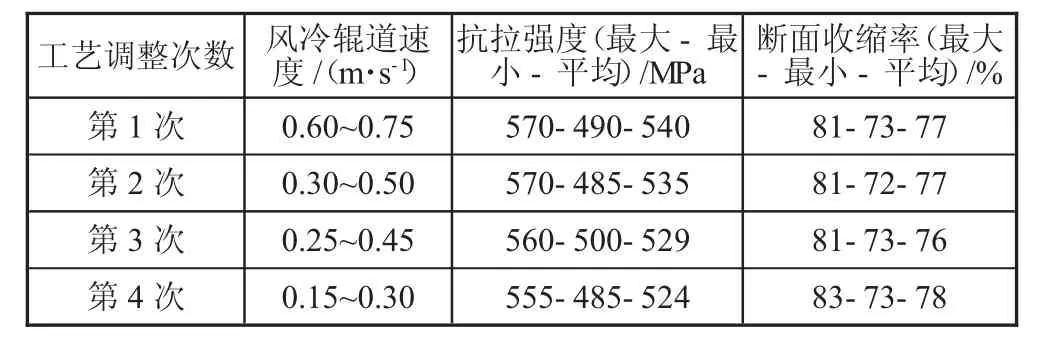
表2 焊丝钢工艺调整情况及力学性能
由表2 可以看出,随着风冷辊道速度的降低,焊丝钢抗拉强度平均值逐渐降低,断面收缩率变化不大。经测算,辊道速度由0.60 m/s 降低至0.15 m/s,焊丝钢轧后冷却速度由1.8 ℃/s 降低至0.8 ℃/s,抗拉强度平均值降低约16 MPa。
3.3 外观控制
ER70S-6 盘条对尺寸精度也有较严格的要求,因为盘条尺寸精度对拉拔工艺影响很大。当盘条尺寸偏差过大时,会影响拉拔过程及拉丝模具寿命。在轧制过程中通过提高轧机、轧辊及导卫安装精度,灵活调整张力,使得成品焊丝钢尺寸偏差在±0.15 mm 以内,表面质量良好。
ER70S-6 盘条生产中,若除鳞除不干净,氧化皮易在轧制过程中被压入基体,导致下游用户在剥壳过程中难以将其去除干净。为避免出现此情况,在轧钢工序中要适当降低加热炉温度,避免长时间停机加热保温,同时提高水除鳞压力,以提高除鳞效果。
4 成品性能及组织
4.1 力学性能
通过以上轧制工艺的控制调整,生产的焊丝钢盘条力学性能如表3 所示。从表3 可看出,ER70S-6 焊丝钢抗拉强度和通条性能稳定,塑性良好,满足焊丝钢用户要求。

表3 ER70S-6 焊丝用钢力学性能
4.2 显微组织
对盘条的显微组织进行观察,如图1 所示,盘条组织为均匀铁素体加珠光体组成,铁素体含量为80%~85%,晶粒度9~10 级,晶粒度适中,组织良好。
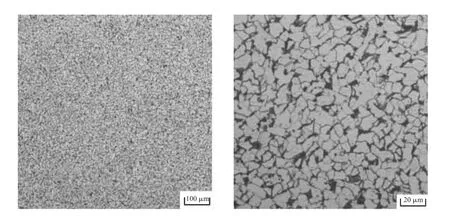
图1 ER70S-6 焊丝用钢盘条显微组织
5 结论
1)焊丝钢化学成分须严格控制,在满足强度的前提下,C、Si、Mn 含量不宜过高,P、S 及气体含量也应保持在较低水平。
2)轧后冷却控制对焊丝钢抗拉强度影响较大,为获得较好的拉拔性能,将焊丝钢轧后冷却速度控制在1.0 ℃/s 以下为宜。
