大长轴断裂焊接修复工艺
2022-07-12姚勇刘志彬
姚勇,刘志彬
中车石家庄车辆有限公司 河北石家庄 051430
1 序言
我公司铁路货车检修用车的架车机传动轴在使用过程中出现断裂,如图1所示。

图1 架车机传动轴
该轴是非标轴,规格为φ105mm×1850mm,如图2所示。由于无备用配件,且此轴材质为40Cr调质钢,公司并无此种材料,所以决定进行焊接修复,以保证生产进度。同时,由于大型轴类的焊接材料需要临时采购,且采购时间长或无相应的焊接材料[1],故经常导致不能修复。此外,大长轴断裂的焊接接头为环形或X形坡口,如果焊后不进行热处理,则达不到强度要求,且易造成接头脆化,导致修复失败。因此,应改进焊接方式,才能达到较好的效果,保证一次性修复成功。最终采用一种新的销轴连接焊接方式和外侧采用V形坡口进行焊接,顺利完成了大长轴断裂的焊接修复。

图2 架车机传动轴断裂示意
2 焊接难点及改进方向
2.1 焊接难点
1)该轴材质为40Cr钢,焊接工艺较复杂,焊接质量要求高,对焊工的技能要求也高,且不能保证一次修复就能成功,易耽误生产进度。另外,焊接接头内应力较大,容易产生裂纹及较大的焊接变形[2]。
2)当断裂处采用环形坡口时,焊缝为环形对接。由于焊接转动操作困难,容易出现焊接缺陷,因此对焊接人员技能要求高;焊接内应力较大,在焊接结构中易出现裂纹和变形,导致同轴度超差,且轴越长同轴度超差越严重[3];焊缝需要调质处理,不能保证架车机传动轴成功修复。
3)当断裂处采用X形坡口时,焊缝为对接X形。因焊接填充速度快,焊接时间短,故角变形较大,同轴度不易保证;虽对焊接技能要求不高,加工、焊接简单,但焊接内应较大,易存在焊缝中,从而引起裂纹和角变形,出现同轴度超差,且轴越长同轴度超差越严重;焊缝需要调质处理,不能保证架车机传动轴成功修复[4]。
2.2 改进方向
采用一种新的销轴连接焊接方式,如图3所示。通过销轴连接的同轴度控制焊接内应力,防止变形;通过定位销保证轴在旋转过程中抵抗扭力;采用新的焊接工艺,既满足焊接接头达到一定强度,又减少焊缝填充量,降低焊缝内应力,防止开裂,最终实现断裂轴的焊接修复。

图3 销轴连接焊接方式
3 连接方式的设计及焊接操作方法
将两个断件接触部位中心打孔(见图4、图5),保证断件内孔直径为轴直径的3/5,孔深度为轴直径的0.5~0.75倍。制作定位轴,保证与孔径之间的公差≤0.02mm,在定位轴上加工定位销孔,两定位销孔呈十字交叉,如图6所示。定位销直径尺寸为定位轴直径的一半,长度小于断件直径,如图7所示。
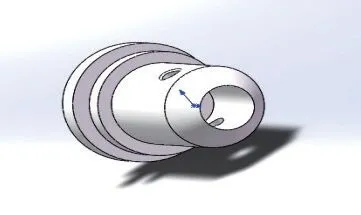
图4 断件1

图5 断件2
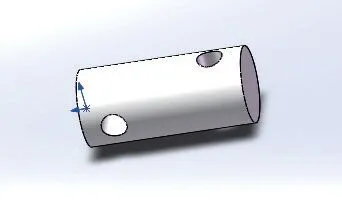
图6 定位轴
图7 定位销
具体焊接工艺如下。
1)将断件、定位轴和定位销组装在一起,如图8所示。
图8 组装示意
2)用大号气焊枪对焊接位置预热,预热温度不宜过高,200~300℃即可。采用J507焊条或可保证熔敷金属的成分与母材基本相同的J107-Cr[5]焊条,焊条直径为3.2mm。焊条应严格执行烘干要求, 200~300℃烘干2h。进行定位焊时,设定焊接电流为100A,焊点要长一些。先焊接定位销,再焊接对接焊缝,如图9所示。对接焊缝焊接完成后,再将定位销满焊。

图9 焊接实例
3)对接焊缝采用多层多道焊、较大热输入,并适当提高预热温度。一般预热及层间温度可控制为250~300℃,以减缓焊缝及热影响区的冷却速度,防止产生淬硬组织[6]。
4)每层采用短弧焊,焊条作小划圈摆动。焊接电流为85~105A。收弧要慢,弧坑要填满。每焊完一道要认真清理焊渣,检查无气孔、裂纹、夹渣等缺陷后,再焊接下一道。
5)每层焊道接头之间要错开30mm以上。整个施焊过程中均为连续焊接,不得中断,表面焊缝不得咬边,要高出主轴平面2~3mm,以保证加工后的使用强度和表面粗糙度达到要求。
6)焊后应及时进行调质处理。若有困难,可进行中间退火或在高于预热温度下保温一段时间,以排除扩散氢并软化组织。对结构复杂、焊缝较多的产品,可在焊完一定数量的焊缝后,进行一次中间退火[7]。焊后立即用大号气焊枪将接头位置加热到400℃以上。为了降低冷却速度,在北方气温较低的环境下可采用石棉保温随室温冷却。
7)40Cr圆钢焊接注意事项:①焊接时不要在主轴接头焊缝外侧引弧和熄弧。另外,可用石棉对非焊接位置进行防护,防止飞溅。②焊接场所要设在室内,不要在通风处焊接,防止冷却速度过快。
4 改进后的效果
采用销轴连接焊接方式,成功地修复了双层车的架车机传动轴断裂缺陷。使用一年后,经多次检查均未发现裂纹和弯曲变形。之后采用这种新的销轴连接焊接方式修复了十多根断裂轴,经过跟踪检查证明效果良好。
5 结束语
采用销轴连接焊接方式,较好地控制了焊接变形、减小了焊接内应力,保证同轴度,以及轴的连接强度,具有焊接时间短、操作简便等优势,对今后大长轴断裂的焊接修复具有一定的借鉴作用。同时,也可根据轴的使用情况,应用异种材质进行连接,达到降低成本的目的。