浅谈机车总风缸的制作质量控制
2016-10-17朱黎明刘军顾欢
朱黎明 刘军 顾欢
【摘 要】总风缸是机车制动系统的重要部件,其质量优劣直接影响着行车安全,所有种类机车的总风缸目前均被列入安全关键件的范畴。影响总风缸质量的因素涉及原材料、焊接、清洁度等多个方面,应从生产的全过程进行控制。本文对冷作工如何在生产过程中控制好总风缸各零部件的成型质量以及最终的组装质量进行了简要分析。
【关键词】总风缸;内应力;质量控制
0 引言
随着国家的发展发展,机车的不断提速,钢结构产品的产品质量越来越值得重视,提高了钢结构的产品质量,降低了制作成本,减轻了操作者的劳动强度。而总风缸的质量直接影响了机场运行的安全性,对整个公司产品起着重要作用。具体分析如下:
1 总风缸在机车上的关键作用
机车总风缸是机车不可缺少的重要部件之一,是机车制动用风的来源,其产品质量直接影响机车行车安全,属于安全关键件。
2 总风缸制作流程
1)筒体制作流程:板材预处理→剪切下料→加工焊接坡口→钻孔→压头→卷圆→定位焊→直缝焊接→打磨→焊缝射线探伤。
2)端盖制作流程:板材预处理→激光下料→压型→坡口→割排水阀孔→打磨。
3)总风缸装配流程:筒体上工装→组装端盖→组装排水阀门座→组装法兰→焊接→组装铭牌座、安装板→焊接→打磨→检查→试压。
3 总风缸备料过程中应注意的问题
东风系列的机车总风缸筒体板材都采用预处理的办法来起到防腐作用。然而焊接过程中板材表面的油漆会影响焊接的质量,油漆的存在会造成焊缝产生大量气孔,大大降低焊缝强度,所以在风缸筒体卷圆之前要对焊缝处周围20mm处做除漆处理,目前最常用的方法是打磨除锈。[1]
4 总风缸焊接前后筒体圆度的保证
1)在金属的塑性变形过程中,由于各个部位变形的不均匀性,可造就变形内应力,或称残余的内应力。
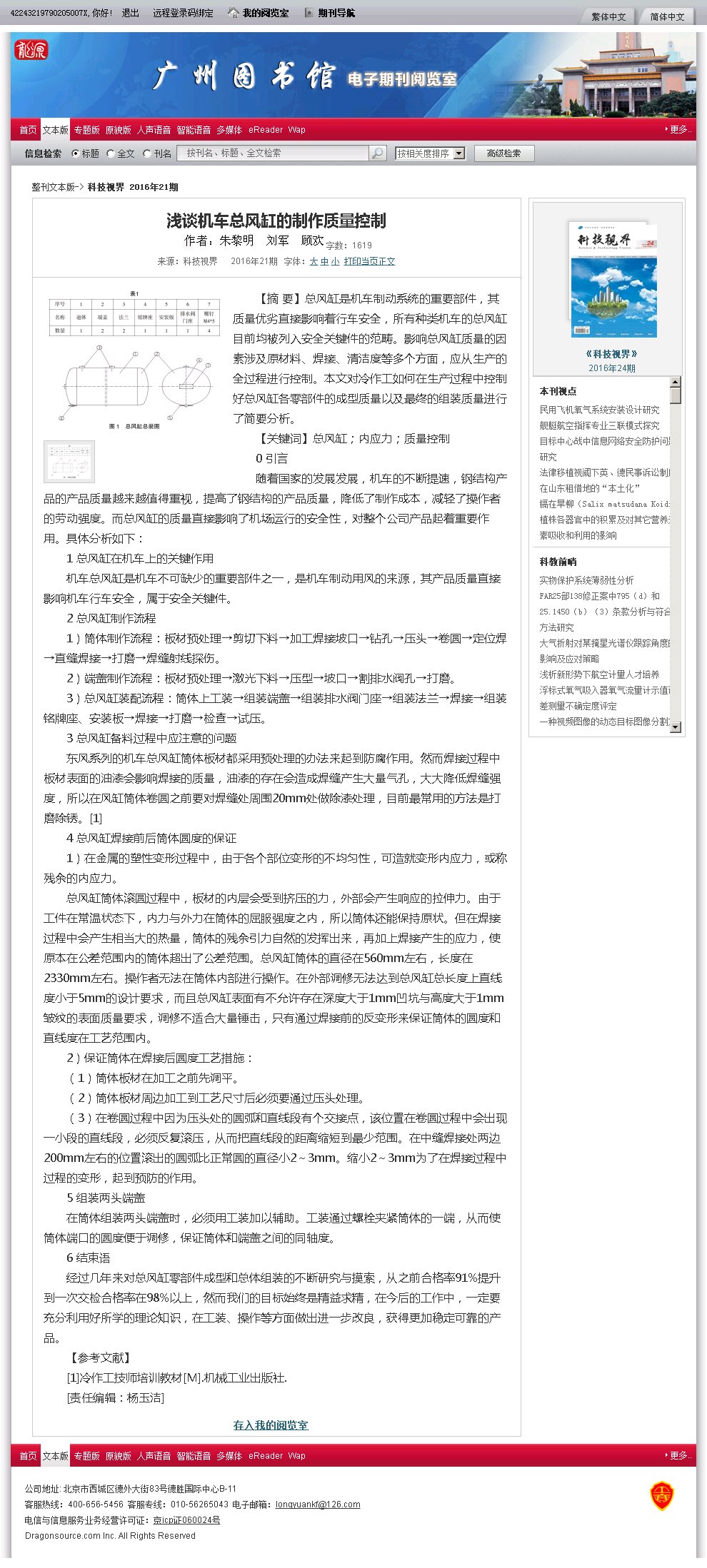
总风缸筒体滚圆过程中,板材的内层会受到挤压的力,外部会产生响应的拉伸力。由于工件在常温状态下,内力与外力在筒体的屈服强度之内,所以筒体还能保持原状。但在焊接过程中会产生相当大的热量,筒体的残余引力自然的发挥出来,再加上焊接产生的应力,使原本在公差范围内的筒体超出了公差范围。总风缸筒体的直径在560mm左右,长度在2330mm左右。操作者无法在筒体内部进行操作。在外部调修无法达到总风缸总长度上直线度小于5mm的设计要求,而且总风缸表面有不允许存在深度大于1mm凹坑与高度大于1mm皱纹的表面质量要求,调修不适合大量锤击,只有通过焊接前的反变形来保证筒体的圆度和直线度在工艺范围内。
2)保证筒体在焊接后圆度工艺措施:
(1)筒体板材在加工之前先调平。
(2)筒体板材周边加工到工艺尺寸后必须要通过压头处理。
(3)在卷圆过程中因为压头处的圆弧和直线段有个交接点,该位置在卷圆过程中会出现一小段的直线段,必须反复滚压,从而把直线段的距离缩短到最少范围。在中缝焊接处两边200mm左右的位置滚出的圆弧比正常圆的直径小2~3mm。缩小2~3mm为了在焊接过程中过程的变形,起到预防的作用。
5 组装两头端盖
在筒体组装两头端盖时,必须用工装加以辅助。工装通过螺栓夹紧筒体的一端,从而使筒体端口的圆度便于调修,保证筒体和端盖之间的同轴度。
6 结束语
经过几年来对总风缸零部件成型和总体组装的不断研究与摸索,从之前合格率91%提升到一次交检合格率在98%以上,然而我们的目标始终是精益求精,在今后的工作中,一定要充分利用好所学的理论知识,在工装、操作等方面做出进一步改良,获得更加稳定可靠的产品。
【参考文献】
[1]冷作工技师培训教材[M].机械工业出版社.
[责任编辑:杨玉洁]
