油套管双头螺纹接头开发试验研究
2022-06-29孙建安卢小庆吕庆刚
孙建安,卢小庆,吕庆刚
(1. 宝山钢铁股份有限公司,上海 201900;2. 中石化西北油田分公司,新疆 乌鲁木齐 830011)
油套管是石油天然气开采中必不可少的重要物资,通过油管和套管建立地下油气藏储层和地面开采设备之间的连接通道[1]。油管和油管之间以及套管和套管之间都需要采用螺纹接头进行连接,螺纹接头的性能直接影响了油管管柱和套管管柱的使用性能,高效快速的螺纹接头有助于提升井下作业效率,降低油气开采成本[2-3]。
双头螺纹是一种在接头上具备两条螺纹螺旋槽的螺纹连接形式。与常规单头螺纹相比,双头在相同螺距情况下导程加倍,上扣速度可以提升100%。目前双头螺纹形式在油套管螺纹接头上应用较少[4-5]。为了验证双头螺纹形式的加工工艺和使用性能,选取Φ95 mm×8 mm P110 规格特殊螺纹接头进行了双头螺纹接头的有限元分析、加工工艺研究以及实物性能验证试验。
1 产品规格及技术参数
该特殊螺纹接头选用了外加厚直连型螺纹接头结构,采用了双台肩结构以及全啮合齿形。借助双台肩结构,接头具备较好的抗扭性能,满足井下异常扭转需求;全啮合齿形提供了一定的气密封能力,满足了低压条件下接头气密封性能要求。此外通过接头微加厚设计,提升了接头连接强度,便于提升管柱承载能力[6]。为验证双头螺纹性能,对Φ95 mm×8 mm P110 油管接头螺纹采用双线程加工。Φ95 mm×8 mm P110 油管特殊螺纹接头参数及性能见表1~2,产品结构如图1~2 所示。

表1 Φ95 mm×8 mm P110 油管特殊螺纹接头参数

表2 Φ95 mm×8 mm P110 油管性能参数
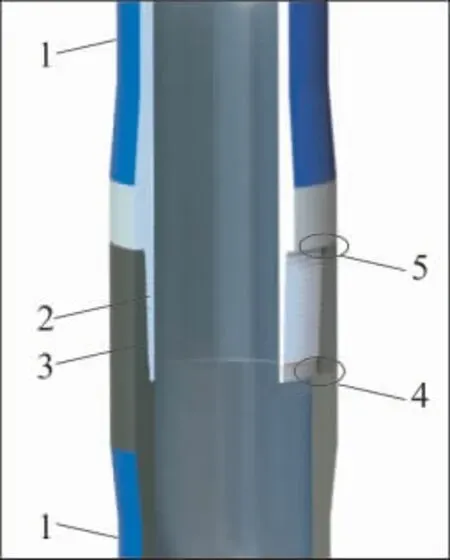
图1 Φ95 mm×8 mm P110 油管双头螺纹接头结构示意
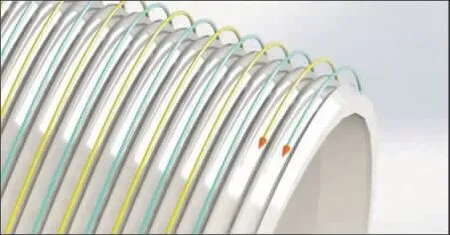
图2 双头螺纹示意
2 双头螺纹接头有限元分析
利用有限元软件对Φ95 mm×8 mm P110 油管双头螺纹接头进行强度校核。有限元分析平台为Abaqus,结合产品尺寸参数建立平面轴对称模型进行强度分析。
2.1 有限元模型
接头有限元模型基于接头产品尺寸要求建立。Φ95 mm×8 mm P110 油管双头螺纹接头有限元模型如图3 所示。油套管接箍及管体具备轴向对称特性,而且螺纹的螺旋升角非常小(小于2.0°),同时计算中考虑的拉伸、压缩、内压、外压、高温等载荷条件均为对称载荷,为此将接头结构简化为二维轴对称模型。为消除边界效应,管体不带螺纹的部分长度应大于。产品材料性能参照了API Spec 5CT—2018《套管和油管规范》推荐数据[7]。在二维轴对称模型中,双头螺纹与普通单头螺纹结构形式基本一致。

图3 Φ95 mm×8 mm P110 油管双头螺纹接头有限元模型示意
2.2 上扣有限元分析
Φ95 mm×8 mm P110 油管接头上扣结束应力、应变分布如图4 所示。分析表明,该油管接头上扣结束应力分布均匀,等效应力水平低,无明显应力集中点。
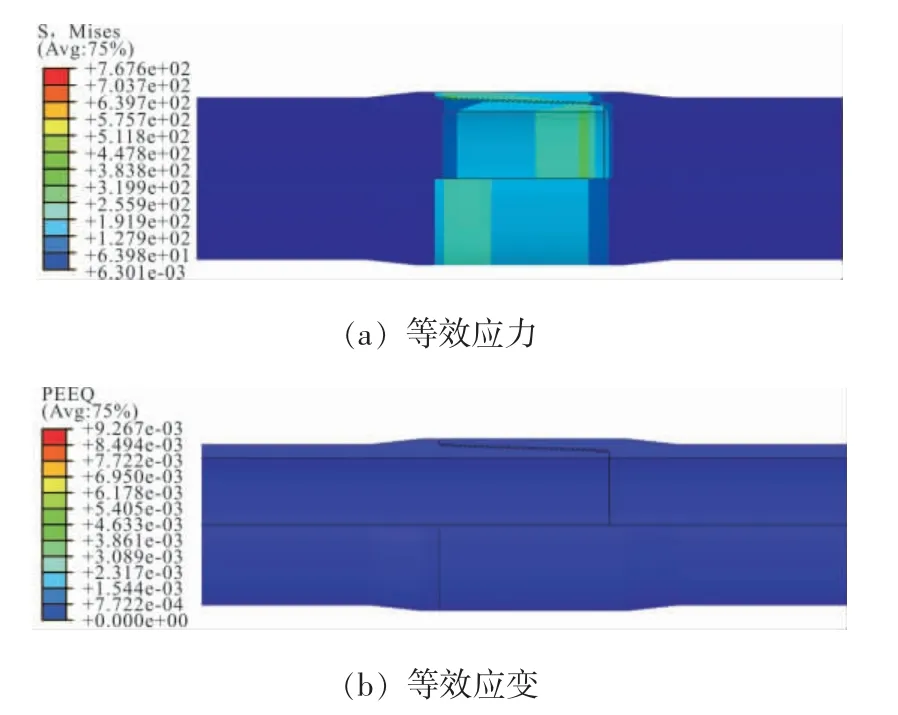
图4 Φ95 mm×8 mm P110 油管双头螺纹接头上扣结束等效应力和等效应变分布
2.3 拉伸失效有限元分析
Φ95 mm×8 mm P110 油管双头螺纹接头拉伸失效应力、应变分布如图5 所示。可见,在拉伸至100%管体屈服强度(1 657 kN)时接头内螺纹大端发生缩颈失效,失效部位表现出明显等效应力增大以及塑性应变累积。对有限元分析过程进行分解,可知在拉伸达到80%管体屈服强度时失效部位开始发生等效应力增大和塑性应变累积,表明接头连接效率为80%,与接头设计参数一致。从拉伸失效的有限元结果可知,双头螺纹接头并未降低接头连接强度。
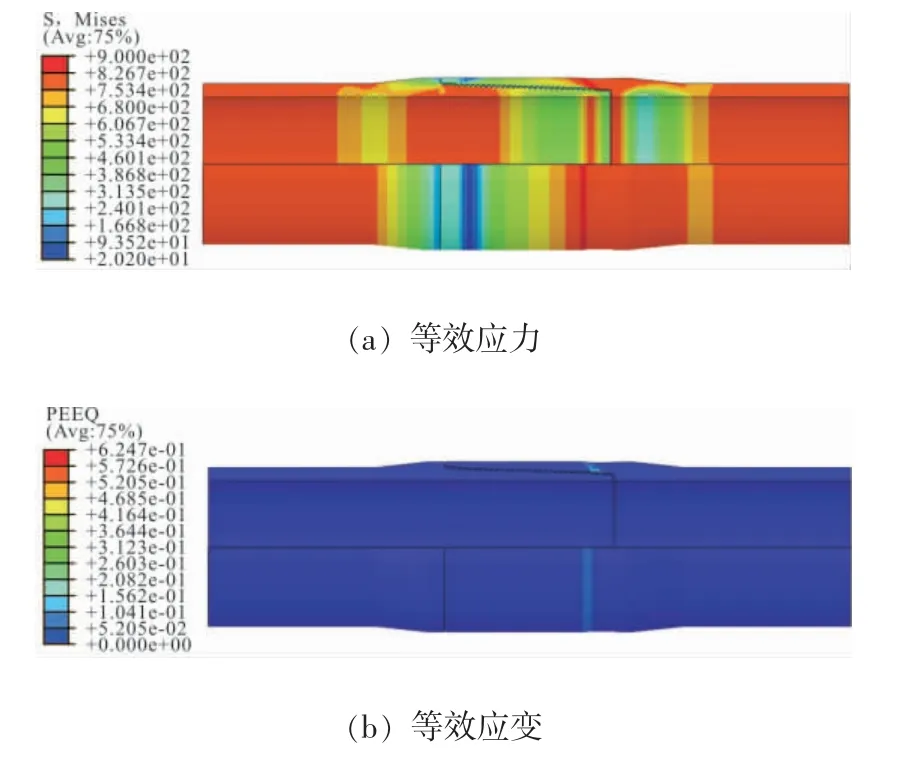
图5 Φ95 mm×8 mm P110 油管双头螺纹接头拉伸失效等效应力和等效应变分布
此外对接头进行了内压爆破、外压挤毁等有限元失效分析,发现接头强度均满足产品要求。
3 加工工艺研究
在常规螺纹加工中,一般采用成型刀一次加工完成螺纹成型。随着管料或刀架的转动,固定于刀杆的螺纹刀进行轴向移动,且管料或刀架每转动1圈,螺纹刀移动1 个螺距,最终形成螺纹齿形。后续再通过螺纹刀重复移动完成尺寸加工。而对于双头螺纹则需要采用完全不同的加工工艺[8]。
3.1 加工工艺
双头螺纹加工可以采用两种方法,具体如图6所示。这两种方法所需要的刀片也有所不同。
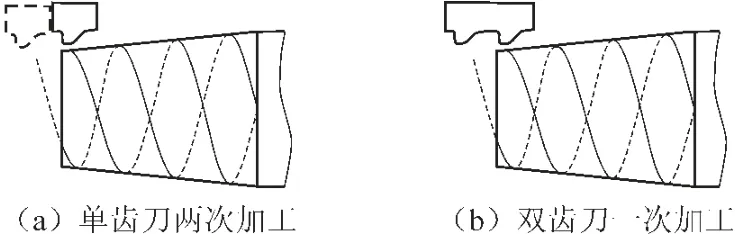
图6 双头螺纹不同加工方法示意
(1) 单齿刀两次加工成型:这种方法采用定制的单齿刀进行螺纹加工,管料或刀架每转动1 圈螺纹刀移动2 个螺距,1 个螺纹刀移动行程加工出1个螺纹螺旋槽。第2 个螺纹螺旋槽需要螺纹刀在完成第1 个螺纹螺旋槽后移动1 个螺距,再采用相同的走刀方法再次加工。这种方法的优点是刀片受力小,负荷低,有利于尺寸控制;缺点是加工效率低。
(2) 双齿刀一次加工成型:这种方法采用定制双齿刀进行螺纹加工,管料或刀架每转动1 圈螺纹刀移动两个螺距,1 个螺纹刀移动行程同步加工出两个螺纹螺旋槽。这种方法的优点是加工效率高;缺点是刀片受力大,螺纹尺寸容易变化[9]。
本试验中采用了单齿刀两次加工成型的方法进行螺纹加工。加工中先按照常规螺纹加工方法采用两倍螺距进行1 个螺纹螺旋槽的加工;然后考虑锥度影响将起刀点向螺纹小端移动1 个螺距,继续按照两倍螺距进行第2 个螺纹螺旋槽加厚。最后通过重复上述过程完成尺寸成型。
由于双头螺纹导程是普通螺纹的两倍,螺旋升角明显增大。因此不管采用哪种加工方法,都需要对刀片进行单独定制,调整刀片后角,避免因螺旋升角增大造成刀片干涉[10]。
3.2 测量方法
双头螺纹油套管接头的测量与普通单头螺纹接头测量内容相同,主要包括螺纹中径、螺纹锥度、螺纹齿高、螺纹锥度,以及完整螺纹长度等项目。其中,中径、锥度、齿高、完整螺纹长度等项目与普通螺纹接头检测方法相同,锥度需要分别检验两个螺纹螺旋槽的锥度变化情况。对于螺距的检验方法有较大变化,主要体现在现有API 体系螺纹接头螺距测量方法中都是测量了25.4 mm(1 in)内的螺距变化情况,而双头螺纹每英寸测量所测得的螺距都是同一螺纹槽的螺距,因此现有螺距量规无法测量相邻两螺纹槽之间的螺距变化情况。为此需要根据双头螺纹螺距情况设计专用的螺距量规,例如本例中8 牙/in 螺距的双头螺纹需要设计3.175 mm、9.525 mm、15.875 mm 或22.225 mm 的螺距样块。
4 实物试验
按照上述加工和测量方法加工测量5 组Φ95 mm×8 mm P110 油管双头螺纹接头并进行实物性能试验,试验项目包括上卸扣、拉伸失效、内压失效、外压失效等。Φ95 mm×8 mm P110 油管双头螺纹接头上卸扣曲线如图7 所示,其上扣圈数0.52圈,低于常规螺纹的上扣圈数(一般为2~3 圈)。Φ95 mm×8 mm P110 油管接头的上扣曲线可知,所有接头引扣后机紧上扣圈数均在2 圈以内,最大机紧上扣圈数为1.9 圈,满足快速上扣要求[5]。
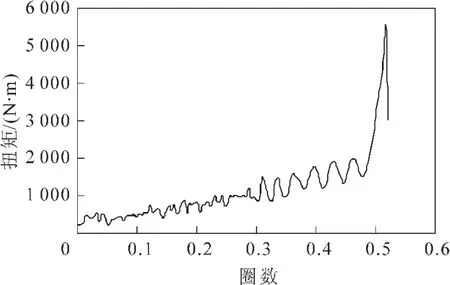
图7 Φ95 mm×8 mm P110 油管双头螺纹接头上扣曲线
对5 组试样进行了不同的失效试验,具体失效载荷及失效形式见表3。失效载荷均超过了接头设计载荷,失效部位与有限元分析结果一致。
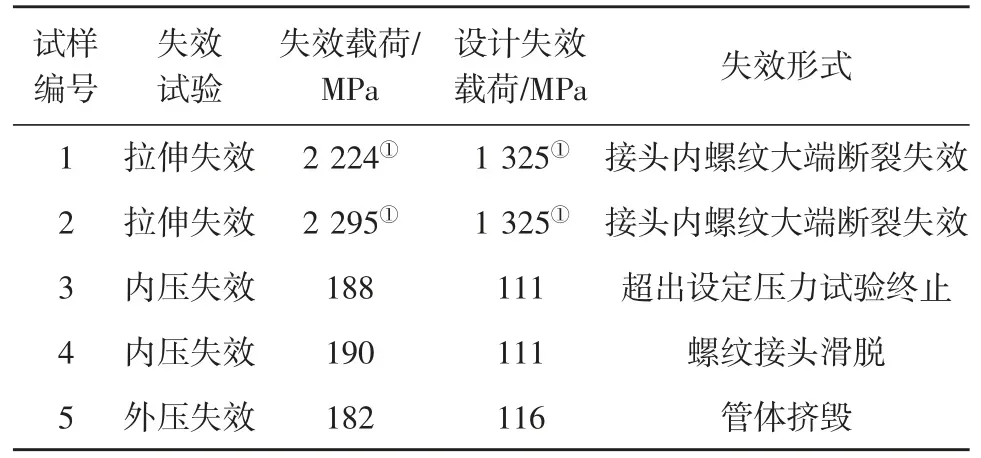
表3 Φ95 mm×8 mm P110 油管双头螺纹接头失效试验记录
5 结 语
为实现高效作业降低开采成本,提高油套管螺纹接头的上扣速度是非常必要的。油套管双头特殊螺纹接头凭借上扣速度的提升对提升油套管下井作业速度有明显优势。通过Φ95 mm×8 mm P110 油管双头螺纹接头的有限元分析和加工验证以及实物性能试验表明,双头螺纹接头上扣速度优势明显,满足快速上扣要求;同时接头的拉伸、内压、外压、极限扭矩等性能满足产品使用要求,验证了双头螺纹接头的合理性[11]。
