3D 打印可冲刷水泥基材料建造及力学性能
2022-06-28孙晓燕陈景轩王海龙
孙晓燕, 陈景轩, 王海龙,*, 张 静
(1.浙江大学 建筑工程学院,浙江 杭州 310058;2.山西浙江大学新材料与化工研究院,山西 太原 030024)
现有的3D 打印混凝土多采用湿料挤出、堆叠成 型工艺[1‑2],由于混凝土初凝时间相对其他材料(塑料、树脂等)较长[3],且自重大,导致3D 打印水泥基材料相对于其他打印材料具有一定的空间造型局限性[4],难以一次打印成型空间复杂构件,如镂空构件[5‑6],上大下小的构件等.当进行切片制作、堆叠打印时,湿态混凝土难以实现大角度堆叠稳定,容易失稳破坏[7].因此现阶段的3D 打印混凝土复杂空间造型结构需要分次、分批借助模板制造,无法充分利用增材自制、数字成型、免模施工的技术优势.随着多打印头[8]-多打印材料[9]同时成型制造技术的逐渐成熟,3D 打印混凝土有望与一种可临时支撑成型的可冲刷模板同时打印,养护成型后冲刷成型,实现快速、便捷的水泥基材料复杂空间造型的打印制作技术[9].现阶段对水泥基材料3D 打印可冲刷模板的技术参数要求为自重轻、早期强度满足对水泥基材料自重的支撑作用、可建造性良好、可冲刷.本文基于上述复杂空间造型水泥基材料结构打印建造技术对可冲刷3D 打印模板的功能要求,开展水泥基材料基准配合比优化分析,针对可打印性、可建造性、可冲刷性等设计目标探索材料性能作用机制,基于层次分析法提取关键参数并开展试验进行性能优化,建立3D 打印可冲刷模板的设计优化流程并得到满足可冲刷模板要求的3D 打印水泥基材料,为打印复杂造型混凝土空间结构提供技术支撑.
1 可冲刷模板试验
1.1 基于层次渐进分析法的配合比优化设计流程
新拌水泥基材料的可打印性、可建造性受原材料、配合比及打印工艺影响[10],而原材料、配合比设计与打印工艺又彼此交互作用,可采用四面体模型来分析复杂的交互作用机制,如图1 所示.可冲刷模板需要满足可冲刷、可打印和可建造的功能目标,其配合比设计和优化需要在现有打印设备、打印工艺和常见建造环境下针对各个性能指标进行材料性能测试,并在工况适用的基础上进行层次渐进优化分析,直至实现多重设计目标.

图1 3D 打印可冲刷水泥基材料模板性能机制四面体模型Fig.1 Performance tetrahedron model of 3D printing cement based materials for washable formwork
层次分析法[11]能够将复杂的多目标优化分析按因素相关度和影响机制进行分解,形成有序的递进层次结构,建立对应优化目标的分析参数和评价指标.本文采用等权重法建立层次渐进分析框架,进行3D 打印可冲刷模板优化分析,如图2 所示.

图2 3D 打印可冲刷模板优化分析Fig.2 Optimization analysis of 3D printing washable formwork
首先,以3D 打印可冲刷模板的设计目标来选择胶凝材料、骨料及掺和料.硫氧镁水泥是气硬性水泥基胶凝材料,在水中不硬化,密度一般为1 600~1 800 kg/m3,具有质量轻、凝结速度快、早强和黏结力强等优点[12],可作为3D 打印可冲刷模板的胶凝材料;高岭土(K)作为掺和料,其本身并不与硫氧镁水泥发生反应,并可有效填补材料空隙,改善湿料可挤出性;吸水性树脂(SAP)具有吸水速率高、膨胀性高、凝胶强度适中、保水性好等特点[13],作为骨料可有效降低硫氧镁水泥基材料强度和密度,有利于临时模板的冲刷和3D 打印结构的空间成型.
研究表明,MgO 与MgSO4的摩尔比(氧硫比)越高,硫氧镁水泥的抗压强度越高、软化系数越低[14].根据可冲刷模板技术使用需求,氧硫比取10.石英砂掺量(wS,文中掺量均以MgO 质量计)对硫氧镁水泥基材料的软化系数有着较大影响,对抗压强度的影响较小,在其掺量为30%时,材料软化系数最小[15].根据课题组3D 打印水泥基材料配合比设计,聚乙烯醇(PVA)纤维掺量(wF)设定为1%.固定氧硫比、石英砂掺量和PVA 纤维掺量不变,确定基准配合比m(MgO)∶m(MgSO4·7H2O)∶m(石英砂)∶m(PVA纤维)=100.0∶62.9∶30.0∶1.0;对吸水性树脂(SAP)掺量wSAP、高岭土掺量wK设计4 个梯度,搜索优化目标并验证优化结果.
出于自重支撑与模板定型要求,可冲刷模板的早期强度不能过低;同时,为了便于水泥基材料硬化成型、完成空间造型后可冲刷,模板成型后的强度不能过高.参考水泥基材料质量、强度及冲刷高压水枪压力参数,确定可冲刷模板材料的抗压强度范围为2~10 MPa.在此范围内探索满足可打印性、可建造性的水泥基材料.设计A~C 共3 组试件:A 组以可打印性为基准目标;B 组以可建造性为基准目标;C 组以可冲刷性为基准目标.根据实测性能来确定和调整基本参数,可得到满足性能要求的水泥基材料最优配合比.配合比设计方案见表1,其中mW/mB为水胶比(质量比).
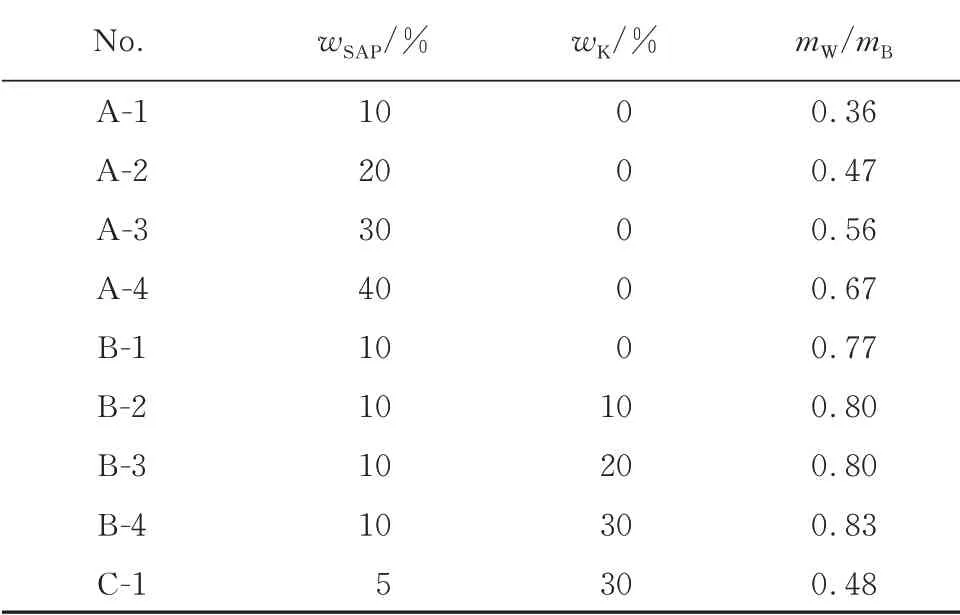
表1 配合比设计方案Table 1 Mix proportion design scheme
1.2 性能测试
参照GB/T 17671—1999《水泥胶砂强度检验方法(ISO 法)》,制作尺寸为40 mm×40 mm×160 mm的棱柱体抗折试块,对折断后的棱柱体进行抗压强度测试.考虑可冲刷水泥基材料临时模板使用周期,确定测试龄期为1、3 d.
水泥基材料的可打印性评估指标为流动性和开放时间.流动性参照GB/T 2419—2005《水泥胶砂流动度测定方法》,使用跳桌试验进行测定,开放时间按照JGJ70—2009《建筑砂浆基本性能试验方法》进行测试.水泥基材料振捣均匀后,采用出料直径为6 mm 的手动打印机(如图3(a)所示),以2 cm/s 的速度均匀稳定挤出.可打印性与可建造性是3D 打印水泥基材料的性能测试参数,在传统混凝土试验中未有涉及,现阶段暂无相关测试标准.参考现有相关研究[16‑22],以连续挤出条带长度来定量分析材料可打印性能.具体如下:沿着x方向均匀挤出长度为25 cm 的基体长条,沿y方向延续排列,打印至长条断裂或总长至125 cm 止,如图3(b)所示.每组打印3 次,结果取3 组连续打印长度的中间值.
通过层叠稳定高度与层叠时随变形来评价可建造性.沿着x方向将基体长条均匀挤出,沿y方向延续排列,连续打印3 条长度为25 cm 的基体长条,再沿z方向连续打印,逐层堆叠,如图3(c)所示.堆叠至发生过大变形或材料开裂时,随机取3 处测量堆积高度,结果取平均值.

图3 打印建造装置及可建造性能测试Fig.3 3D printing equipment and buildability test
因为层叠变形微小且随时演变,传统监测技术难以实现,因此在层间进行定位,采用数字图像相关方法(DIC)以频率为1 Hz 进行动态图像采集、识别,监测层叠时随变形,如图4 所示.层叠时随变形测试对象制作方法与层叠稳定高度测试对象制作方法相同,沿y方向打印3 条再沿z方向堆叠5 层.
制作尺寸为40 mm×40 mm×160 mm 的试块,每组3 块,养护3 d 后进行冲刷试验.使用压力为10 MPa 的高压水枪,以15 mm 水流直径和10 cm距离,分别在冲刷1、2、3 min 时测量冲刷深度以评估水泥基材料的可冲刷性,取平均值作为试验结果.
2 结果与分析
2.1 试验结果
A组试验按照可冲刷模板对水泥基材料强度的要求来确定SAP掺量.SAP掺量对水泥基材料3 d强度的影响如图5所示.由图5可见,水泥基材料3 d强度随着SAP掺量的增加而不断降低.水泥基材料目标抗压强度定为2~10 MPa,鉴于材料的流动性优化需求会降低硫氧镁水泥的强度[15],因此在力学性能优化的试验基础上,将SAP掺量设定为10%,予以可打印性和可建造性调试.
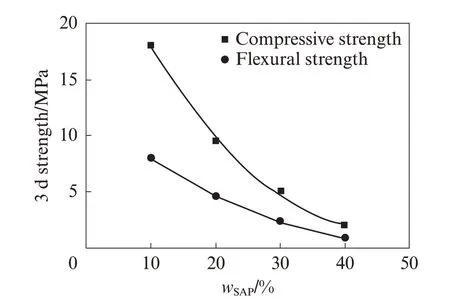
图5 SAP 掺量对水泥基材料3 d 强度的影响Fig.5 Influence of SAP content on 3 d strength of cement based materials
以水泥基材料恰好能从手动打印机中挤出为基准来确定加水量.B 组试验针对高岭土掺量进行了梯度设计,开展了力学性能、可打印性、可建造性测试和优化分析.高岭土掺量对水泥基材料1 d 强度的影响如图6 所示.由图6 可见:随着高岭土掺量的增大,水泥基材料1 d 抗压强度与抗折强度均先增大后减小;且均在高岭土掺量为10%时达到最大值,此时水泥基材料的流动性显著下降,与同类文献基本一致[23].流动度为170~183 mm 时能够满足小口径3D打印泵送挤出的要求.出于可打印性和可建造性考虑,高岭土掺量优选为30%.

图6 高岭土掺量对水泥基材料1 d 强度的影响Fig.6 Influence of kaolin content on 1 d strength of cement based materials
3D 打印水泥基材料泵送挤出、堆叠成型的建造工艺对水泥基材料开放时间提出较高的技术要求.按照建造速度,一般开放时间为1.0~3.0 h.B 组试验各配合比水泥基材料的打印开放时间均在2.5 h,差别不超过10%.C 组试验SAP 掺量为B 组的一半,开放时间为2.0 h,比B 组减少了20%.
室温条件下新拌打印材料的可打印性用连续挤出长度来表征.高岭土掺量增加,有利于水泥基材料挤出.未掺加高岭土的水泥基材料拌和物颗粒感明显,虽能连续打印119 cm,但存在多条裂缝,难以满足建造稳定性和安全性需求.随着高岭土掺量的增加,打印出的基体长条表面逐渐光滑,具有更强的塑形能力.高岭土掺量为10%~30%的水泥基材料具有较好的可打印性,均能完成125 cm 条带的连续打印,如图7(a)所示.层叠稳定高度反映了水泥基材料的可建造性.高岭土掺量越大,水泥基材料的层叠稳定高度越高,当高岭土掺量为30%时,层叠稳定高度为44.7 mm,如图7(b)所示.冲刷深度存在一定的离散度,反映了水泥基材料的可冲刷性.不同高岭土掺量下水泥基材料经3 min冲刷后的形态如图7(c)所示.

图7 高岭土掺量对水泥基材料的可打印性、可建造性和可冲刷性影响Fig.7 Effect of kaolin content on printability,constructability and washability of cement based materials
高岭土掺量对水泥基材料可冲刷性的影响如图8 所示.由图8 可见:随着高岭土掺量的增加,冲刷深度先减小后增大;冲刷3 min 时,冲刷深度变化趋势较为明显,且离散性较低.冲刷深度与抗压强度、抗折强度的变化趋势恰好相反,说明材料力学强度与抗冲刷能力成正比.对可冲刷打印模板,既需要足够高的早期强度以实现模板支撑定型,又需要较低的强度来满足冲刷工艺.因此,高岭土掺量应根据打印冲刷工艺需求所确定的强度范围来进行设计选择.

图8 高岭土掺量对水泥基材料可冲刷性的影响Fig.8 Effect of kaolin content on washability of cement based materials
2.2 优化分析
堆叠稳定性与层叠数量和水化时间均有关系.作为可冲刷模板,层叠时随变形也反映了模板的形状保持能力.选择SAP 掺量为10%、高岭土掺量为30%的可冲刷水泥基材料作为试验材料,测点布置在各条带顶端,通过DIC 监测条带层叠时随变形(δ),结果见图9.图4 试验中每个条带布置了3 个测点,选取最接近均值的测点1~6 进行分析;另外,由于测点1 定位精度受地面的影响,因此图9 中仅列出测点2~6 的数据.由图9 可知,材料基体条带层叠时随变形随时间呈现稳定增长趋势.基于监测数据建立层叠时随变形对数模型如下:

图9 条带层叠时随变形Fig.9 Time dependent deformation of strip stacking

式中:α为材料凝结性能系数,对于硫氧镁水泥基材料取α=0.005;n为自下而上层叠数量;t为打印时间,min,考虑监测与建造时间差,t>5 min.
采用上述模型所得结果与试验结果具有良好的吻合性,可用于模板材料时随变形的预测和精度控制.
以材料层叠稳定高度与3 min 冲刷深度为控制指标,对高岭土掺量进行优化分析(见图10),得到最佳高岭土掺量为30%.优化后可冲刷模板的性能如表2 所示.由表2 可见:可冲刷模块的1 d 抗压强度达2.7 MPa,可满足早龄期模板基本支撑需求;3 d 抗压强度达9.0 MPa,可使用常规冲刷工艺脱模;凝结时间为117 min,可适应大部分3D 打印可冲刷模板的工程需求;可流畅打印长度不小于125 cm,具备适宜的流动性和可打印性;层叠稳定高度为44.7 mm,单层条带层叠时随变形小于条带高度的1.2%,可满足3D 打印可冲刷模板的功能参数和使用要求.

图10 综合可冲刷性与层叠稳定性进行高岭土掺量优化Fig.10 Optimization on kaolin content based on washability and stack stability

表2 优化后可冲刷模板的性能Table 2 Performance of washable templates after optimization
3 结论
(1)硫氧镁水泥基材料力学强度随着SAP 和高岭土掺量的变化而变化.材料强度与SAP 掺量负相关.随着高岭土掺量的增加,材料强度先增大后减小,在高岭土掺量为10%时力学强度达到最大.
(2)硫氧镁水泥基材料流动度为170~190 mm,可以较好地满足3D 打印挤出和层叠建造的要求.新拌状态下连续挤出长度不小于125 cm,优化后层叠稳定高度为44.7 mm,满足可冲刷模板打印建造需求.
(3)采用数字图像相关方法(DIC)可以监测打印成型后可冲刷模板的层叠时随变形.优化后可冲刷模板单层条带层叠时随变形小于条带高度的1.2%,满足形状精度控制要求.
(4)建立了考虑叠制层数的3D 打印可冲刷水泥基模板层叠时随变形的对数模型.该模型可精确预测3D 打印可冲刷模板的时随变形规律,为复杂空间结构建造提供技术支撑.
