双螺杆湿法制粒关键质量属性调控机理模拟研究
2022-06-28刘振峰周国发
刘 政,刘振峰,周国发∗
(1.南昌大学资源环境与化工学院,南昌 330031;2.宜春万申制药机械有限公司,江西 宜春 336000)
0 前言
造粒工艺广泛应用于聚合物复合材料、制药和化工等行业。双螺杆连续化高剪切湿法制粒是目前国际上一种先进的制粒工艺,但其存在制粒品质难以在线精细化调控、收率低和关键质量属性均一性难以保证等缺陷。异向啮合双螺杆高剪切湿法制粒机是主要由螺旋输送元件和错位角不同的捏合块部件分段组合的双螺杆构成,它可将流动性差的多组分原料细粉混合,并黏性团聚为多组分复合颗粒材料。如何诠释其黏性颗粒团聚机理,如何在线精细化调控颗粒终点关键质量属性是其行业的共性瓶颈问题[1-2]。
德国基伊埃集团首次成功研发了双螺杆连续化高剪切湿法制粒机,成功应用于世界首套ConsiGmaTM连续化制造生产线,使世界制粒行业跨入了连续化制造新时代[3-4]。虹升塑粉有限公司研发了一种用旋转滚筒的摇摆作用,将润湿聚合物粉体黏性团聚成聚合物颗粒的技术,Stienvuthchan,Sumanas[5]研究了表面张力和聚合物含量对制粒强度的影响。Dejan等[6-7]研究了不同螺杆元件对双螺杆高剪切湿法造粒过程的影响,研究发现KE捏合块段易形成致密和粘结紧密的颗粒,通过选择合适的螺杆元件,可制备高性能颗粒。Portier C等[8-9]研究了喷嘴直径与黏结剂浓度对颗粒特性、粒径分布和密度的影响。结果表明:黏结剂浓度对颗粒特性有明显影响,而喷嘴直径对颗粒性能的影响微弱。Ryckaert等[10-11]进行了双螺杆连续化高剪切湿法制粒的形成机理,及其过程参数-粉体流变性能参数-关键质量属性的关联理论研究。尽管国外研究取得了较为丰富的成果,但制粒粒径、表观质量和收率的调控机理至今尚未完全弄清。我国严重缺乏双螺杆连续化高剪切湿法制粒工艺与装备的工业化应用及其相关理论、试验的研究,迫切需要开展双螺杆制粒关键工艺与装备的研发。目前双螺杆制粒仍存在制粒表观质量不理想、粒径分布不均匀和颗粒收率低等问题,基于这一工程背景,本文研究构建了连续异向啮合双螺杆连续化高剪切湿法制粒过程的三维模拟方法,模拟研究了双螺杆连续化高剪切湿法制粒的全流程可控制造工艺,为制造粒径分布均匀,且表面光滑致密的球化颗粒奠定基础。
1 异向啮合双螺杆高剪切制粒离散元理论模型
接触力和体力引起的粒子运动方程为:

式中mi——质点质量
t——时间
xi——位移
fi——黏性团聚接触力合力
g——重力加速度
Ii——惯性矩
wi——角速度
Ti——总转矩
为了真实反映双螺杆制粒过程中润湿软颗粒的弹塑性变形和破碎特性,黏性团聚接触力fi采用Edinburgh Elastic-Plastic Adhesion(EEPA)黏性团聚接触力模型计算,限于篇幅,EEPA黏性团聚接触力模型参见文献[12-15]。
2 异向啮合双螺杆高剪切制粒物理模型及模拟条件
双螺杆制粒机一般每根螺杆设计为两组KE捏合块部件,但由于Intel(R)Xeon(R)Gold 6139 CPU@2.30 GHz工作站计算能力有限,本文将异向啮合双螺杆高剪切湿法制粒机真实模型的二组KE捏合块部件简化为一组。图1为本文异向啮合双螺杆高剪切湿法制粒机模拟的实体简化模型,主要由二根异向啮合螺杆部件与机壳组成,螺杆部件主要由输送螺杆和KE捏合块部件组合而成。KE捏合块部件共有四对捏合块,KE捏合块厚度为5 mm。现重点研究KE捏合块区域内的颗粒形成机理。粉体黏性团聚接触力计算模型采用EEPA模型,其表面能量密度可以描述润湿粉体表面黏度和张力的影响,原料粉体物性参数和EEPA模型参数分别见表1和表2。本文基于EEPA接触模型和EDEM离散元软件,构建了异向啮合双螺杆高剪切湿法制粒的模拟平台,模拟研究了过程参数对制粒过程的影响。
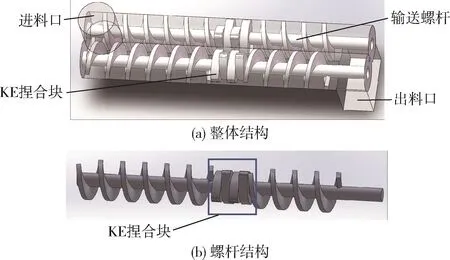
图1 异向啮合双螺杆制粒机简化模型Fig.1 Simplified model of the counter-rotating twin-screw granulator

表1 粉体物性参数Tab.1 Powder physical parameters

表2 EEPA模型参数Tab.2 EEPA model parameters
3 结果与讨论
3.1 粉体喂料速度和螺杆转速对制粒过程的影响
粉体喂料速度和螺杆转速是影响制粒关键质量属性的关键过程参数,通过改变粉体喂料速度和螺杆转速,模拟研究其对制粒粒径分布和收率的影响,现固定其他过程参数,在螺杆转速为1 000 r/min条件下,分别取粉体喂料速度为90、180、360、540、720 kg/h。在粉体喂料速度为144 kg/h的条件下,分别设置螺杆转速为200、600、1 000、1 400、1 800 r/min,重点研究粉体喂料速度和螺杆转速对KE捏合块啮合区域内,原料细粉润湿黏性团聚成颗粒过程的影响。图2、图3分别为粉体喂料速度和螺杆转速对制粒三维形貌与粒径分布影响的模拟结果。图左边为KE捏合块区域内的整体颗粒形貌与粒径分布模拟结果,右边红框为颗粒形貌局部放大图,下方给出了局部放大颗粒的粒径和残余停留时间。模拟结果表明:异向啮合双螺杆制粒机在不同粉体喂料速度和不同螺杆转速条件下,均能制备表面光滑的球化颗粒。为了获得制粒粒径分布规律,通过统计成型颗粒团聚粉体的数量,再基于考虑孔隙率的等体积原则,由团聚粉体个数计算球化颗粒的等效当量直径,以此获得粒径分布图。一般孔隙率为0.6~0.8,本文取孔隙率为0.7。图4为粉体喂料速度和螺杆转速对球化颗粒粒径分布规律的影响模拟结果。定义合格粒径分布范围为900~1 150 μm,获得图5所示的制粒收率与粉体喂料速度、螺杆转速的关联曲线。

图2 粉体喂料速度对制粒三维形貌与粒径分布影响Fig.2 Influence of powder feeding speed on the three-dimensional morphology and particle size distribution of granulation
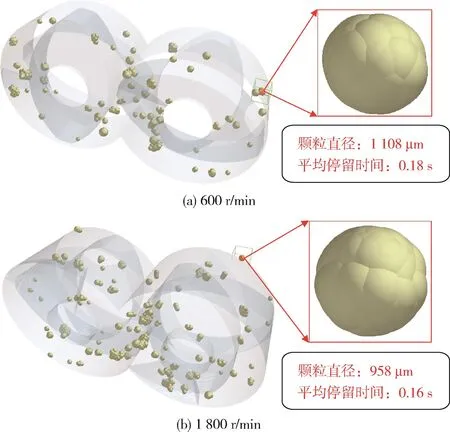
图3 螺杆转速对制粒三维形貌与粒径分布影响Fig.3 Influence of screw speed on the three-dimensional morphology and particle size distribution of granulation
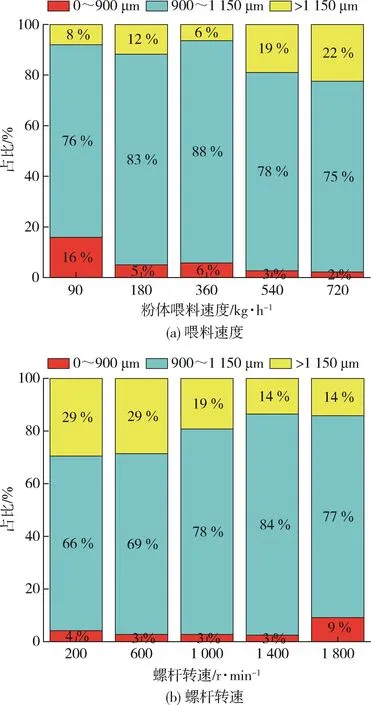
图4 粉体喂料速度和螺杆转速对粒径分布的影响Fig.4 Influence of powder feeding speed and screw speed on particle size distribution
图4与图5研究结果表明:粒径分布d<900 μm的细小颗粒质量分数占比与粉体喂料速度呈现负关联演化规律,而与螺杆转速呈现正关联演化规律。粒径分布900 μm≤d≤1 150 μm的合格颗粒质量分数占比与粉体喂料速度和螺杆转速均呈现先增后减的抛物线演化规律,粒径分布d>1 150 μm的粗大颗粒质量分数占比与粉体喂料速度呈现正关联演化规律,而与螺杆转速呈现负关联演化规律。当粉体喂料速度由90 kg/h增至720 kg/h时,细小颗粒质量分数占比由15.83%降至2.14%,降幅为86.5%。粗大颗粒质量分数占比由7.66%增至22.47%,增幅为193.3%。粒径分布900 μm≤d≤1 150 μm的合格颗粒质量分数占比在粉体喂料速度为360kg/h时处于最佳状态,其合格颗粒的最优质量分数占比为87.9%,当粉体喂料速度由90kg/h增至720kg/h时,其合格颗粒质量分数占比先由76.18%增至87.85%,增幅15.31%,然后降至75.39%,降幅为14.18%。

图5 制粒收率与粉体喂料速度、螺杆转速关联曲线Fig.5 Correlation curve of granulation yield,powder feeding speed and screw speed
当螺杆速度由200 r/min增至1 800 r/min时,细小颗粒质量分数占比由4.21%增至9.20%,增幅为119%,粗大颗粒质量分数占比由29.49%降至14.15%,降幅为51.9%,粒径分布900 μm≤d≤1 150 μm的合格颗粒质量分数占比在螺杆速度为1 400 r/min时,处于最佳状态,其合格颗粒的最优质量分数占比为83.91%。当螺杆速度由200 r/min增至1 800 r/min时,其合格颗粒质量分数占比先由66.30%增至83.91%,增幅26.5%,然后降至76.65%,降幅为8.6%。综上分析,模拟评价结果表明:本文研发的异向啮合双螺杆高剪切湿法制粒机的制粒粒径分布在900 μm≤d≤1 150 μm 范围颗粒的质量占比高达87.9%,且其粒径分布窄,说明其能制备粒径分布均一性良好光滑球化颗粒。
通过图5的数据回归机理建模,制粒收率与粉体喂料速度、螺杆转速协同耦合回归关联控制模型为:

式中 y——制粒收率
x——粉体喂料速度或螺杆转速
y0,xc,w,A——依赖于粉体流变性能参数和制粒机形貌的模型常数
对于制粒收率与粉体喂料速度的回归协同耦合关联控制模型,y0=74.5,xc=318.30,w=256.54,A=4 337.75,该回归分析中R2为0.97。对于制粒收率与螺杆转速的回归协同耦合关联控制模型,y0=65.34,xc=1 367.33,w=832.20,A=18 786.95,该回归分析中R2为0.995,说明回归协同耦合关联控制模型(7)拟合预测性能良好。基于回归协同耦合关联控制模型(7),可通过粉体失重喂料装置螺杆和异向啮合双螺杆高剪切湿法制粒机螺杆的变频转速控制,在线实时调控合格颗粒的粒径和收率,为建立其模型预测控制提供技术支撑。
图6为在粉体喂料速度为360 kg/h条件下,制粒收率和合格粒径质量占比与时间的演化规律曲线。研究表明:制粒收率和合格粒径占比与运行时间的演化规律呈现先逐渐增加,后趋于恒定的变化趋势,表明制粒机具有良好的工艺可重现性。

图6 制粒收率与时间关联曲线Fig.6 Granulation yield against time
图7为平均等效粒径与粉体喂料速度、螺杆转速关联曲线。研究结果表明:平均等效粒径与粉体喂料速度呈现线性正关联关系,而与螺杆转速呈现线性负关联关系,增大粉体喂料速或减小螺杆转速,有利于增大制粒粒径。
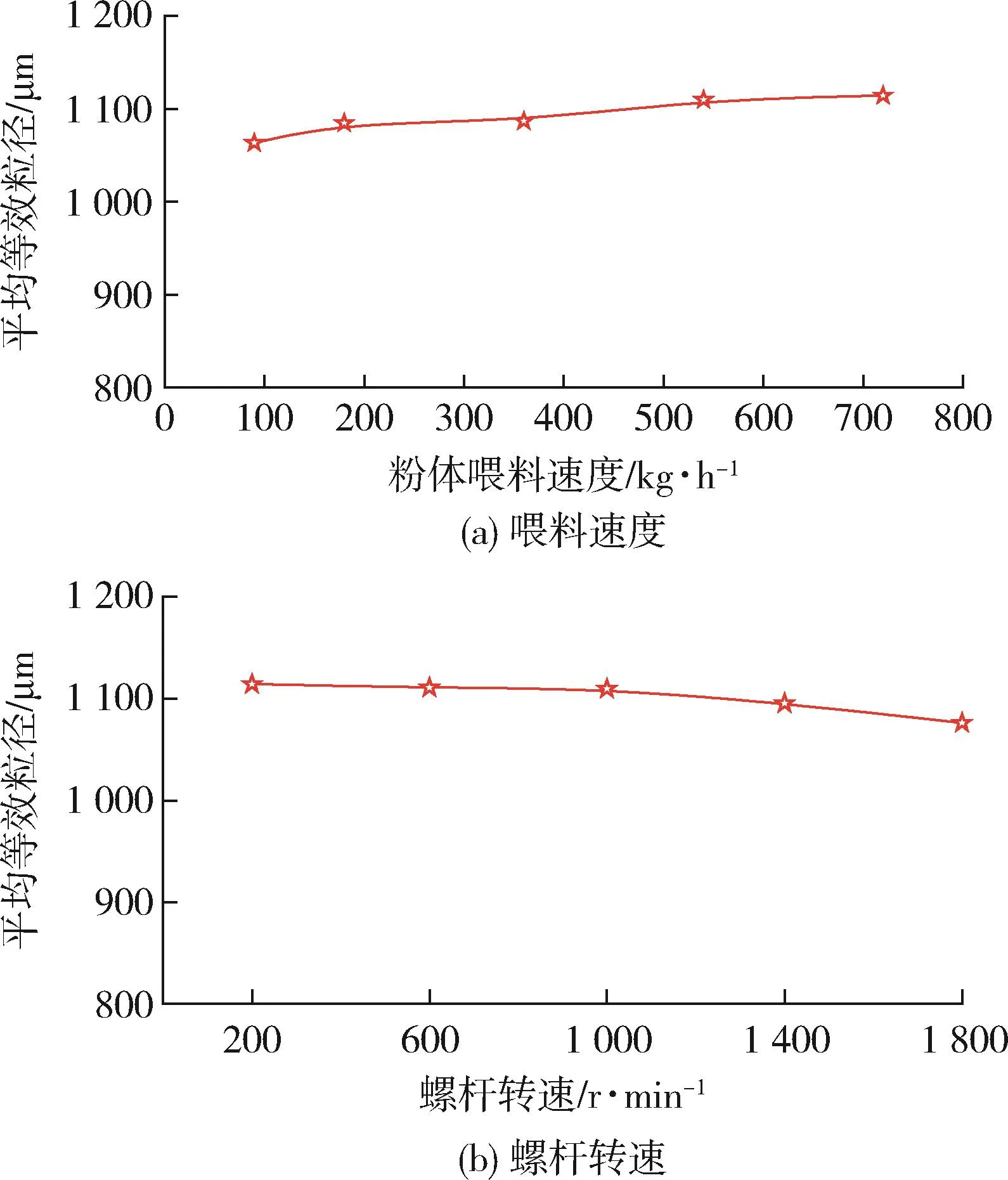
图7 平均等效粒径与粉体喂料速度和螺杆转速关联曲线Fig.7 Average equivalent particle size against powder feeding speed and screw speed
现将本文的异向啮合双螺杆高剪切湿法制粒机应用于AQUATUF HMP-334 PE-HD粉体和碳酸钙粉体制备PE-HD填充碳酸钙的复合颗粒材料。表3为AQUATUF HMP-334 PE-HD粉体和碳酸钙粉体的EEPA黏性接触模型参数表[16]。粉体喂料速度设置为180 kg/h,螺杆转速设置为1 000 r/min,现通过模拟评价其整机性能。图8为KE捏合块区域内的PE-HD填充碳酸钙复合颗粒整体三维形貌模拟结果。图9为其球化复合颗粒粒径分布规律的模拟结果。研究结果表明:本文的异向啮合双螺杆高剪切湿法制粒机能制备表面光滑的球形PE-HD填充碳酸钙复合颗粒,且99.8%颗粒的粒径分布在900~1 198 μm范围内,其粒径分布窄,说明其能制备粒径分布一致性良好的PEHD填充碳酸钙复合颗粒材料。

表3 PE⁃HD与碳酸钙粉体的EEPA模型参数Tab.3 EEPA model parameters of PE-HD and calcium carbonate powder
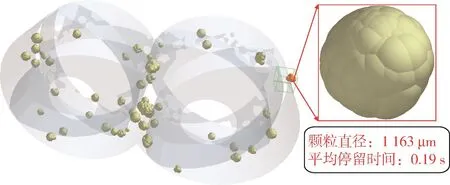
图8 PE-HD填充碳酸钙复合颗粒三维形貌Fig.8 Three dimensional morphology of high density polyethylene filled calcium carbonate composite particles

图9 PE-HD填充碳酸钙复合颗粒粒径分布Fig.9 Particle size distribution of high density polyethylene filled calcium carbonate composite particles
3.2 影响机理分析
基于大量模拟研究结果,提出制粒粒径的调控机理为:颗粒粒径受控于粉体团聚法向接触力与碰撞概率,且与其呈现正关联关系。而粉体团聚法向接触力与粉体撞击速度呈现正关联关系,碰撞概率与停留时间、持有颗粒质量呈现正关联关系。
研究发现:异向啮合双螺杆高剪切湿法制粒机的制粒粒径与粉体喂料速度呈现正关联关系,而与螺杆转速呈现负关联关系。为了验证本文提出的制粒粒径调控机理的正确性,现对产生这一变化规律的机理进行分析。基于本文调控机理,可从停留时间、持有颗粒质量和粉体撞击速度3方面,诠释变化规律的形成机理。为此系统模拟研究了粉体喂料速度与螺杆转速对停留时间、持有颗粒质量和粉体撞击速度的影响。图10为粉体喂料速度对粉体在KE块内的运动速度和体积密度影响模拟结果,左图为颗粒分布与速度云图,右图为颗粒速度矢量图。图11为持有颗粒质量与粉体喂料速度的关联曲线。图12为颗粒平均停留时间与粉体喂料速度关联曲线。
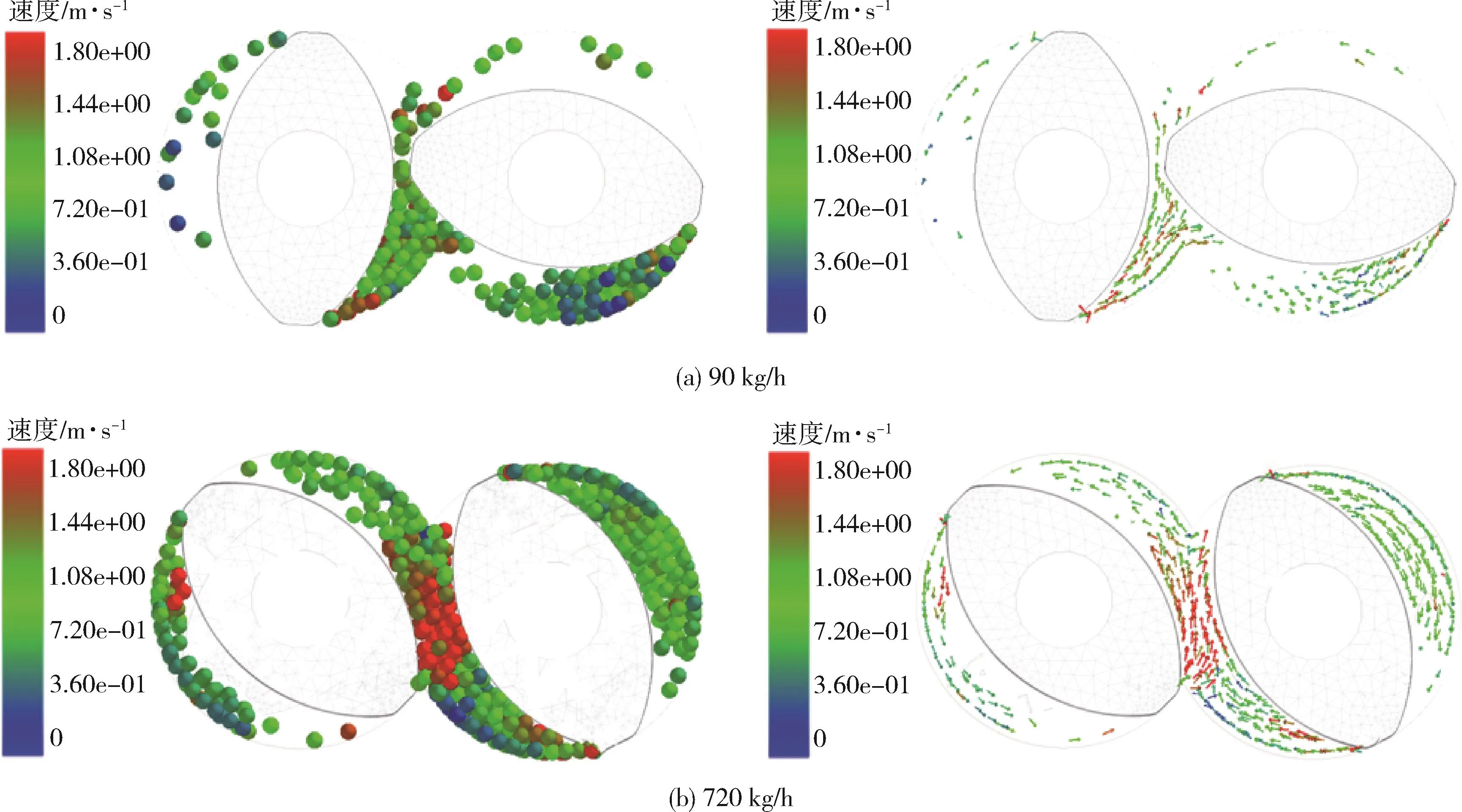
图10 粉体喂料速度对粉体运动速度和粉体体积密度的影响Fig.10 Influence of powder feeding speed on powder movement speed and powder bulk density

图11 持有颗粒质量与粉体喂料速度的关系Fig.11 Holding up particle mass against powder feeding speed

图12 颗粒平均停留时间与粉体喂料速度的关系Fig.12 Average residence time against powder feeding speed
图10至图12的模拟结果表明:停留时间、持有颗粒质量和粉体撞击速度均与粉体喂料速度呈现正关联关系。持有颗粒质量增加,表明粉体在KE区的分布密度增大,显然停留时间和持有颗粒质量增加,必然导致其碰撞概率增大,碰撞概率与粉体喂料速度呈现正关联关系。团聚法向接触力与润湿软颗粒接触面积呈现正关联关系,显然润湿软颗粒接触面积与润湿软颗粒撞击速度呈现正关联关系,因而润湿软颗粒团聚法向接触力与粉体喂料速度呈现正关联关系。为了进一步验证这一推论,模拟研究了粉体团聚法向接触力与粉体喂料速度关联关系,图13为润湿软化粉体法向接触力与粉体喂料速度关系的模拟结果,推论与模拟结果吻合。综上分析,由于停留时间、持有颗粒质量和粉体撞击速度与粉体喂料速度呈现正关联关系,而颗粒粒径与粉体团聚法向接触力和碰撞概率呈现正关联关系,这必然诱发异向啮合双螺杆高剪切湿法制粒机的制粒粒径与粉体喂料速度呈现正关联关系。由此可见,本文机理推论结果与图7的模拟结果完全吻合。

图13 润湿粉体法向接触力与粉体喂料速度的关系Fig.13 Normal contact force of the wetting powder against feeding speed of the powder
图14为螺杆转速对粉体运动特性的模拟研究结果。图15为持有颗粒质量与螺杆转速关联曲线。图16为颗粒平均停留时间与螺杆转速关联曲线。图14至图16的模拟结果表明:停留时间、持有颗粒质量与螺杆转速呈现负关联关系,必然导致颗粒碰撞概率与螺杆转速呈现负关联关系。而粉体撞击速度与螺杆转速呈现正关联关系,自然润湿软化粉体法向接触力应与螺杆转速呈现正关联关系。图17为润湿软化粉体法向接触力与螺杆转速关联关系模拟研究结果,进一步验证了推理结论与模拟结果吻合。当螺杆转速由200 r/min增至1 800 r/min时,持有颗粒质量降幅为7.45%,颗粒平均停留时间降幅为6.39%,而法向接触力增幅为3.49%,显然润湿软化粉体的碰撞概率降幅明显大于法向接触力增幅,因而碰撞概率成为颗粒粒径的主控因素。由于润湿软化粉体的碰撞概率与螺杆转速呈现负关联关系,基于本文机理,可以推论颗粒粒径与螺杆转速呈现负关联关系,本文机理推理结论与图7的模拟结果完全吻合。综上分析,在不同粉体喂料速度和螺杆转速条件下,本文提出的制粒粒径调控机理均能合理诠释颗粒粒径与粉体喂料速度、螺杆转速的协同耦合演化规律,证明了本文提出的制粒粒径调控机理具有普适性和可靠性。
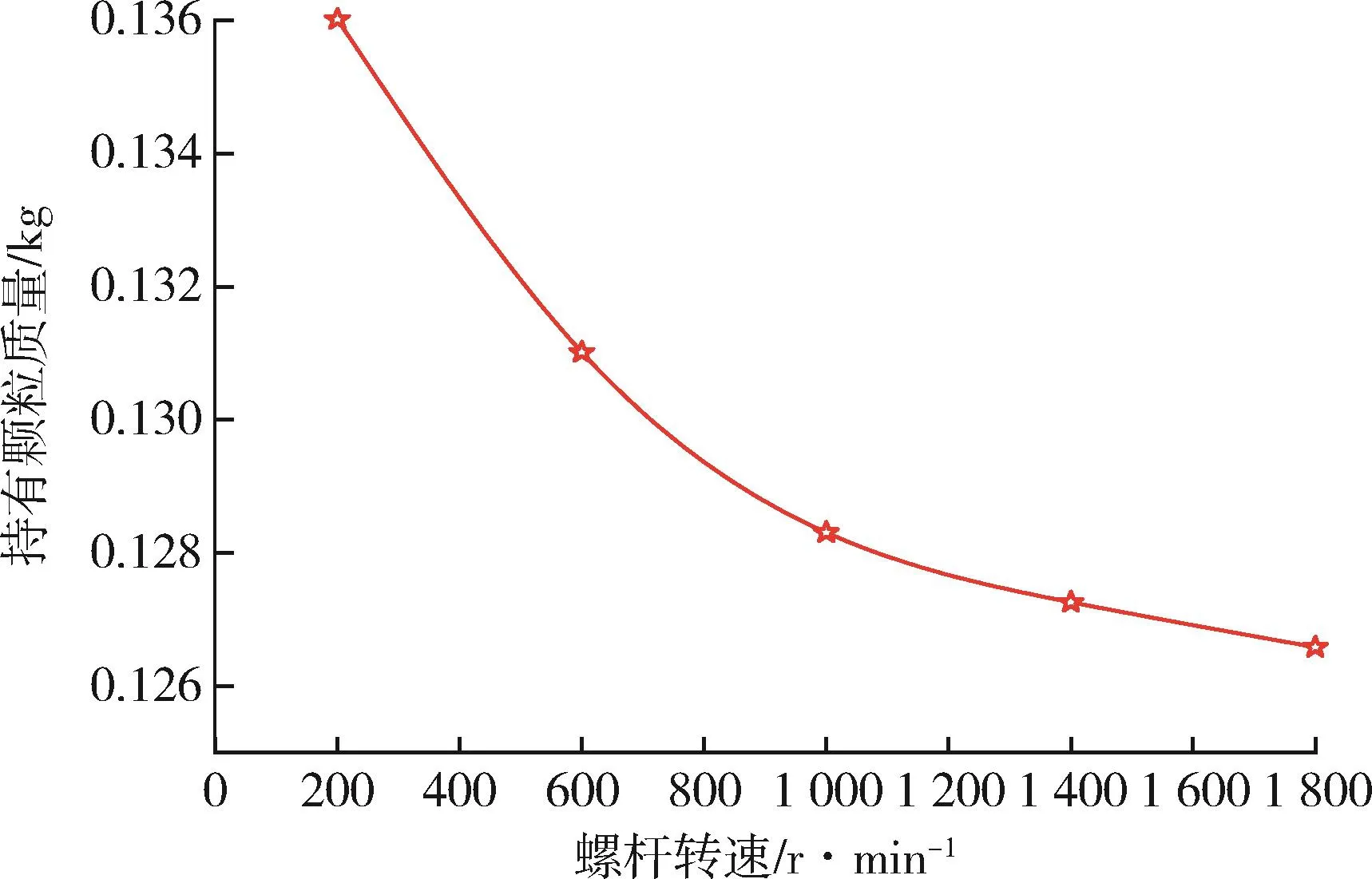
图15 持有颗粒质量与螺杆转速的关系Fig.15 Holding up particle mass against screw speed

图16 颗粒平均停留时间与螺杆转速的关系Fig.16 Average residence time against screw speed
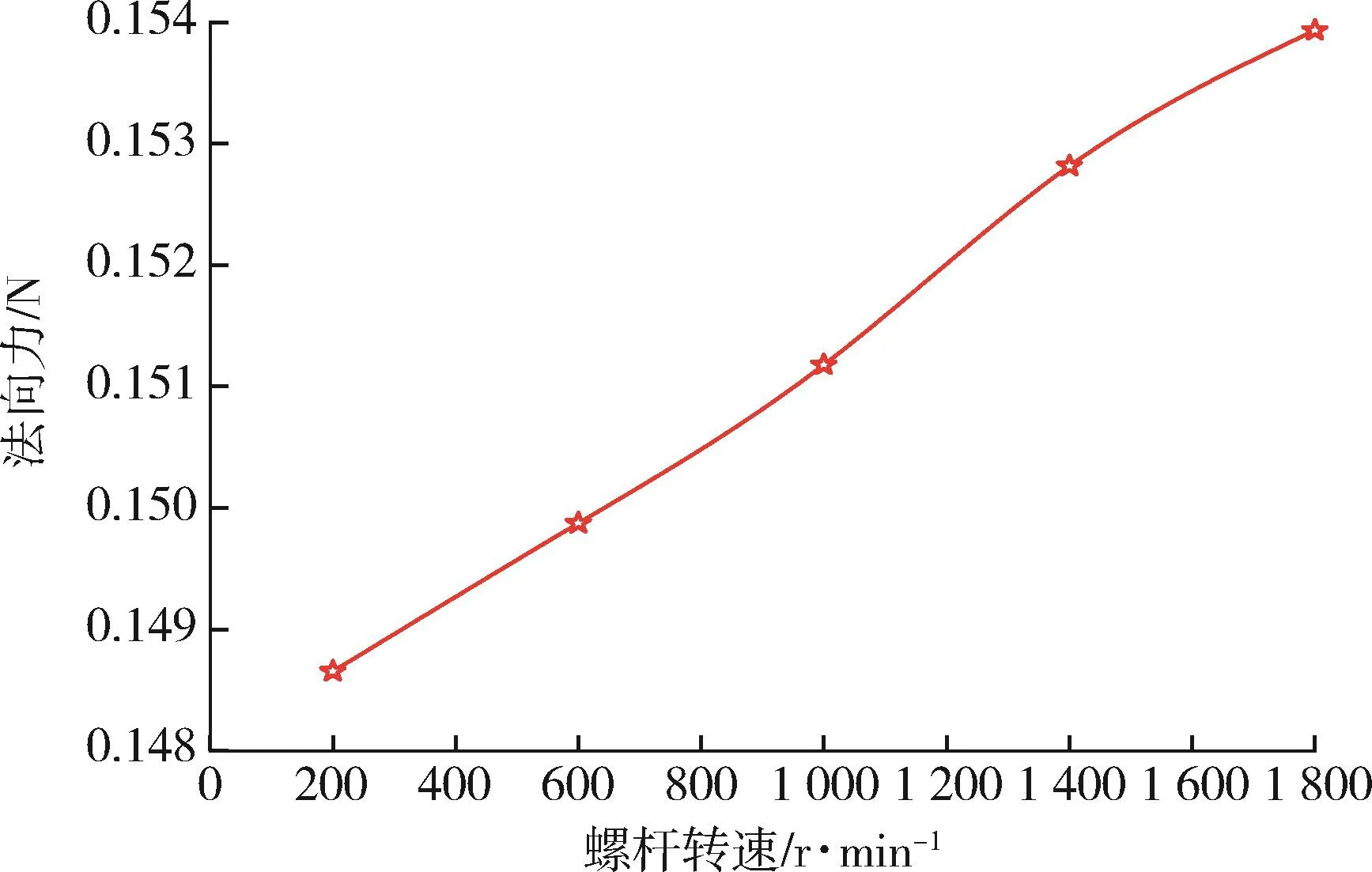
图17 润湿粉体法向接触力与螺杆转速的关系Fig.17 Normal contact force of the wetting powder against screw speed
4 结论
(1)研发的异向啮合双螺杆高剪切湿法制粒机在不同粉体喂料速度和螺杆转速条件下,均能制备表面光滑的球化颗粒,且其制粒粒径与粉体喂料速度呈正关联关系,而与螺杆转速呈负关联关系,制粒收率随着粉体喂料速度和螺杆转速的增大,均呈现先增后减的抛物线演化趋势,在粉体喂料速度为360 kg/h或螺杆转速为1 400 r/min时,制粒收率处于最佳状态,其最优制粒收率值分别为87.9%和83.91%;
(2)研究提出制粒粒径的调控机理为:颗粒粒径受控于粉体团聚法向接触力与碰撞概率,且与粉体团聚法向接触力和碰撞概率呈现正关联关系;粉体团聚法向接触力与粉体撞击速度呈现正关联关系,而碰撞概率与停留时间、持有颗粒质量呈现正关联关系;
(3)由于粉体团聚法向接触力和碰撞概率均与粉体喂料速度呈正关联关系,必然诱发颗粒粒径与粉体喂料速度呈正关联演化规律;碰撞概率是影响制粒粒径的关键调控参数,而碰撞概率与螺杆转速呈现负关联关系,必然诱发颗粒粒径与螺杆转速呈现负关联演化规律,提高粉体喂料速度或降低螺杆转速有利于增大制粒粒径。
