浅谈低吸全抛釉窑炉控制方法
2022-06-20殷少泽张欢乐张建东高名恒钱正平王安章
殷少泽 张欢乐 张建东 高名恒 钱正平 王安章

摘 要:陶瓷界一直流传一句话:生在原料,死在窑炉。生在原料意思就是选到好的原材料不但可以降低生产成本,还有利于烧成质量稳定;死在窑炉是指窑炉气氛复杂,控制难度很高,稍不注意就容易造成批量性生产质量事故;所以各个陶瓷企业都非常关注窑炉工艺参数的控制。特别是低吸全抛釉产品(吸水率低于0.5%),由于吸水率低,烧成温度高,生产过程中极易因为窑炉控制不当,造成质量问题。本文主要对低吸全抛釉产品窑炉控制方法进行概述。
关键词: 低吸全抛釉;窑炉;环温;吸水率;走位;光泽度
1 控制好窑炉温度调整范围
成熟的陶瓷企业已经有了适合坯体配方的窑炉温度曲线,在生产稳定情况下不进行大范围调整,但窑炉技术人员会根据生产实际情况进行微调,比如随着外界环境温度变化进行高温区温度调节,特别是北方,昼夜温差大,如果窑炉保温性能不好,窑炉高温区白天晚上温度调整范围可能在3-5℃之间,而温度调整有时间滞后性,约1h才能通过测温环温度反映出来。如果温度调整过高,容易造成坯体软化,从而使产品发生不规则变形,还可能造成辊棒印增大;如果温度调整不够,可能造成吸水率变大,产品出窑后反变大,平整度超标。所以必须根据环境温度及测温环温度,控制好窑炉温度调整范围并做好记录。窑炉环温检测记录表格式如表1所示(宽体窑进三片)。
测温环要注意品牌及测量手法,一般选用美国福禄的小环或英国波乐思的大环,不同品牌测温环在高温下的收缩不一样,对应的温度也不同,所以应该长期固定一种测温环,不能随意变动品牌。另外,测量人员的手法也会影响测量温度,不同的测量人员人可能造成±5℃的偏差,所以要固定为窑炉主管或者班长进行测量,防止测量手法不一致影响窑炉温度的调节。
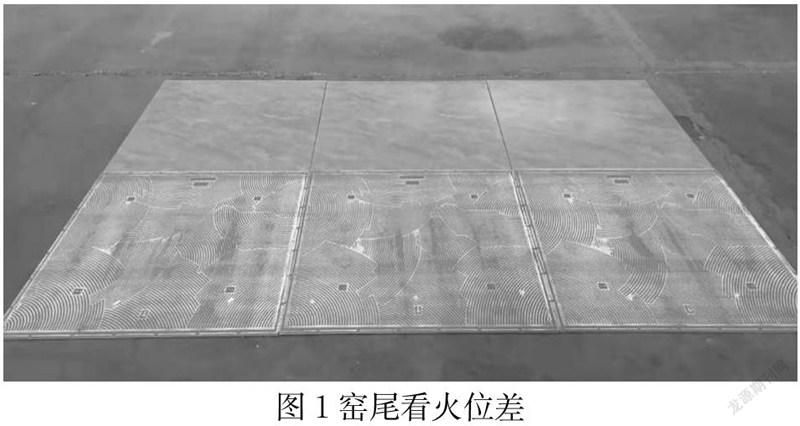
根据主中被的环温还可以判断窑炉火位差,火位差会造成产品色差,特别是深色产品,喷墨量大,如果主中被温度差异超过3℃,颜色差异就会明显,产品色差严重,极易造成客诉。一般可以采取同花纹不同火位产品进行对比色差,同时还要观看砖背面颜色差异,如果有明显色差,就需要调节窑炉火位差,一般颜色偏青,说明温度高;颜色偏黄,说明温度低。火位差主要通过长短枪进行调节。窑尾看火位差如图1。
2控制好吸水率范围
(1)低吸全抛釉实际生产中,陶瓷企业为了控制反变,通常会生产“双零”产品,即吸水率烧到0.015%-0.05%之间,这样反变最小,如果吸水率超过0.05%,反变可能会变大,平整度不好控制;如果吸水率低于0.015%,就要格外小心,一般厂家使用的电子天平误差为万分之一,存在测量误差,吸水率小于0.015%可能数值已经不真实。如果稍不小心,窑炉内温度升高,可能造成产品过烧,体积发生膨胀,吸水率反而变大。窑炉技术人员为了控制吸水率就会选择继续升高窑炉温度,从而造成产品在高温下软化变形。这种情况在实际生产中经常出现,要特别小心。测吸水率一般采取真空法,设备如图2。
(2)吸水率虽然可以很直观的反映出坯体的烧结情况,但是测量吸水率的周期比较长,从取样到设备抽真空检测,一个周期需要2-3个h。实际生产中会采取测量坯体单淋面釉吸墨及光泽度、测量单坯淋抛釉光泽度、产品光泽度、产品煮水反弹等方法进行辅助监控。
1)坯体单淋面釉吸墨试验是指取一瓶盖蓝色墨水倒在面釉表面,1min后用清水洗去,看面釉吸墨情况,如果坯体吸水率大,面釉吸墨严重,因为墨水有颜色,可以很直观的表现出来;如果吸水率低,墨迹留下就会很少。这是一种主观目测的判断方法,需要窑炉技术人员长期的经验积累才能进行有效判断。测量单坯体面釉的光泽度也是为了辅助了解窑炉温度情况,使用光泽度仪器测量,一般光泽度在4°-5°。超过此范围,面釉可能存在过烧现象,窑炉需要降温;光泽度达不到,可能温度不够,窑炉需要加温。 2)测量产品光泽度的方法类似于单面釉的光泽度原理,由于生产稳定,坯体和釉料配方比较适应,窑炉技术人员要收集抛釉在窑炉温度变化情况下的光泽度变化的范围,一般抛釉光泽度在55°-65°之间波动。超过此范围,窑炉需要降温;光泽度达不到,窑炉需要加温。另外,如果光泽低于55°,容易造成抛釉生烧,毛孔多,后期防污不容易通过。产品光泽度如图4。
3)产品煮水反弹试验是为了快速锁定产品从出窑平整度到吸饱水后的平整度变化,也即最终反弹值。使用窑炉预热将水烧沸腾,在窑尾取砖后放入煮水。煮水时间一般控制在3h即可。这个反弹值和吸水率息息相关,如果吸水率在0.15%-0.05%之间,反弹值一般在0.3mm以内,吸水率越大,反弹越大。如果吸水率接近低吸标准上限0.5%,反弹值可能在1.2mm左右。
3控制好窑炉内产品走位
砖坯在窑炉内通过辊棒向前移动,在长期的移动过程中会形成固定的“跑道”,形成固定的走位。但是在实际生产中,由于辊棒粘脏形成棒钉、砖坯致密度不均导致收缩不均等各种因素影响走位发生变化,此时需要窑炉技术人员进行调整,确保走位不发生变化。可以根据实际需要,采取更换辊棒、穿插异形棒、调整变频等动作,以期达到走位的相对稳定。窑炉走位图如图5(宽体窑三片)。
穿插异形棒虽然可以解决窑炉走位问题,但是同样会带来负面效果,要严格控制异形棒的数量,并对穿插位置做好登记,否则会造成过犹不及的后果。
4其他窑炉控制方式
窑炉控制的本质还是在于温度、压力、气氛三个核心要素。烧成温度曲线要符合坯体配方的氧化还原反应;控制好零压位位置保证正压、微正压或者负压环境;压力稳定才能控制烧成气氛稳定,也就是氧化气氛还是还原气氛。这些道理每个烧窑的窑炉主管都懂得,但是好的烧窑主管更加关注细节,比如挡火墙和挡火板的位置,挡火板距离砖面的距离;长短枪的数量和位置;零压位的位置;温控表有无使用补偿;急冷风管的开度;燃气和助燃风的比例等等。总之业精于勤而工于细,将这些细节全部登记标示出来,避免后期调整时候发生错乱,毕竟好记性不如烂笔头。
以上方法措施,只是笔者结合生产实际情况进行的粗浅分析。如果窑炉技术人员能将以上措施靈活运用,“看砖烧窑”,而不是“看窑烧砖”,在控制低吸全抛釉窑炉过程中也会产生事半功倍的效果。E80D612A-C8AA-466A-91B6-A341199C4FE9
