变压吸附在粗氦纯化工艺中的流程优化研究
2022-06-18李均方张瑞春何伟
李均方 张瑞春 何伟
中国石油西南油气田公司成都天然气化工总厂
氦作为一种特殊的惰性气体,在多个领域有着重要的用途。随着我国国民经济的发展,对氦的需求不断增加,天然气提氦是目前商业用氦的唯一来源[1]。当前,国际上主流的天然气提氦工艺还是采用低温冷凝法(又称深冷法),深冷法生产氦包括天然气净化、粗氦提取、粗氦纯化、氦的液化运输4道工序[1]。粗氦纯化是天然气提氦过程中必不可少的重要环节,承担将粗氦(氦摩尔分数50%~70%)加工到纯氦(氦摩尔分数>99.995%)的任务。粗氦中的杂质主要包括氖、氢、氧、氩、氮、甲烷、一氧化碳、二氧化碳等,粗氦纯化过程主要包括催化氧化脱氢、压缩、干燥、冷凝、吸附等[2-4]。吸附过程分为低温吸附和变压吸附,国内外现有装置广泛采取高压低温冷凝+低温吸附、变温解吸的方案,而在国外新建提氦装置中变压吸附方案得到广泛应用[5-7],这方面国内报道相对较少。
对于需要生产液氦产品的粗氦纯化工艺,产品不需要压缩到15 MPa以上高压储存,此时,如果压缩到15 MPa以上纯化再降压到2 MPa以下进行液化,必然造成压缩能量的浪费,在2 MPa左右的压力下纯化是必然的选择。国内氦液化也常采用中压冷凝吸附,但均为纯氦使用过程中造成污染而需要纯化的情况[2,8],与天然气提氦中的氦纯化相比,杂质含量和种类偏少,可比性低。
由于冷凝过程压力偏低必然造成杂质含量的增加,此时变压吸附则是较好的解决方案。但分析发现常规工程的变压吸附也有一些固有的缺陷,因此,本研究提出了改进的变压吸附纯化氦工艺,并通过模拟计算讨论该工艺的特点和适应性,对3种不同氦纯化工艺进行了量化比较,研究表明,该工艺对原料气适应性良好,能耗更低,吸附工艺更稳定。
1 粗氦纯化工艺
1.1 传统高压低温冷凝吸附工艺
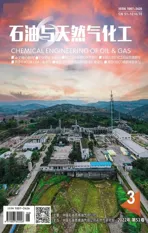
国内外粗氦精制工艺广泛采用高压低温冷凝吸附技术[9-14],典型流程见图1。国内现有粗氦纯化装置已运行多年,其主要特点是采用钯催化氧化法将氢摩尔分数脱除至(1~5)×10-6,吸附脱水后进冷箱,在冷箱中先通过高压低温冷凝将氦摩尔分数提高到98%以上,然后采用液氮温度下低温吸附将产品纯度提高到99.995%以上,吸附饱和后采取加温解吸。工艺主要优点是低温吸附能满足对多种杂质的净化需要,吸附后产品纯度有保证,产品收率高,多年来在保证氦气质量方面发挥了重要作用;缺点是设备在高达15 MPa下工作,使得控制阀在高温差、高压差、低流量工况下运行,换热器需进行高低压下多股流换热,存在高低串压风险。
近年来,随着国内氦液化装置建设的增加,在低温冷凝吸附纯化氦方面的研究逐渐增加,并取得许多进展[8,15-20],主要体现在对吸附剂性能测试的重视和工艺设备选型控制的优化。工艺上的变化主要体现在:①采用中压低温冷凝吸附,吸附压力降低,与氦液化装置操作压力1.3~1.6 MPa能更好地匹配,主换热可采用铝板翅式换热器;②负压液氮下和更低温度下吸附,降低进吸附装置的杂质含量,有效提高吸附容量,减少吸附切换操作次数与液氮消耗;③如需生产更高纯度的氦气,则利用氦液化过程中的冷量来冻结剩余杂质,对低温冻结内纯化器进行了研究。总体上看均采用低温吸附工艺,变压吸附在氦纯化的应用报道较少。根据实验室评价结果可知,采用变压吸附不仅能满足氦气产品的纯度,而且可降低液氮消耗和压缩能耗。
1.2 常规变压吸附氦纯化工艺
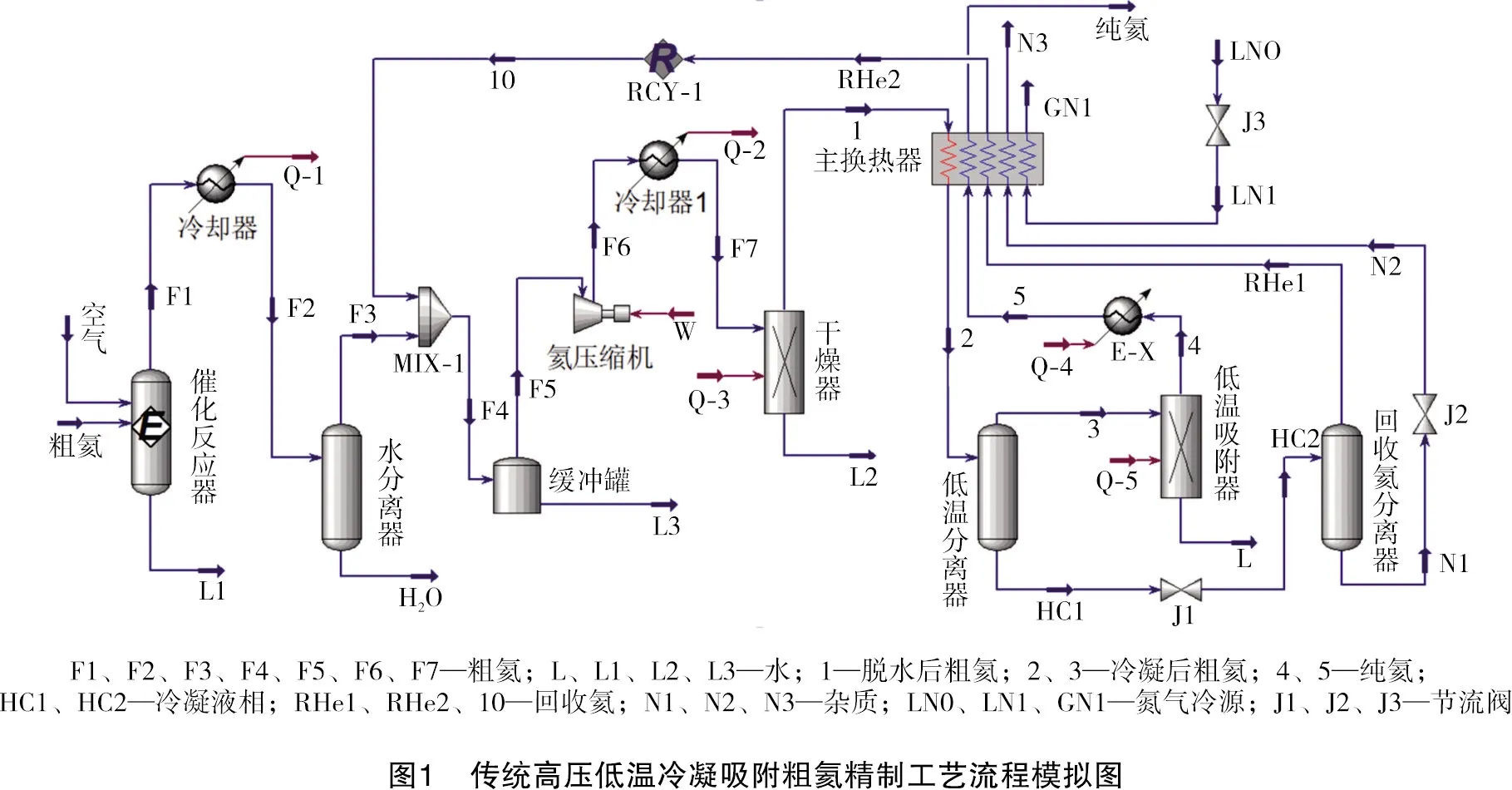
2000年以来,变压吸附纯化氦工艺在国外新建提氦装置的应用报道增多[21-26],典型采用5~6个吸附塔交替操作,通过短周期切换以解决吸附剂在室温下吸附性能大幅降低的缺陷[23],通过多次均压回收气体以提高收率,解吸气中因氦含量较高,需要处理后循环回收。卡塔尔Rasgas、阿尔及利亚Skikda和澳大利亚Darwin等新建提氦装置均采用变压吸附工艺[5-7]。根据文献[24]报道,常规变压吸附纯化氦工艺流程见图2。该工艺采用催化氧化脱氢后进变压吸附装置获得纯氦产品,解吸气经过压缩吸附法深度脱水以避免低温冻堵,然后进入液氮温度下低温冷凝单元脱除大多数杂质,提浓后的氦返回催化脱氢单元。
该工艺的特点是用常温变压吸附取代了传统低温吸附,操作压力大幅降低,从而可有效减少液氮和压缩消耗。该过程的缺点是催化脱氢后进变压吸附单元,为保障催化脱氢效果,一般需要过量氧摩尔分数约1%,而吸附剂对氧的吸附能力远比氮弱,从而使产品纯度不稳定。例如,文献[1]报道的变压吸附纯化氦最高纯度为99.99%,比低温吸附的最高纯度99.9999%差。文献[25]报道的氦纯度为99.9%,文献[5]报道工业装置的变压吸附氦纯度为99.7%。文献结果表明[25-26],采用变压吸附纯化氦时,氧是容易穿透的主要杂质组分之一。但是在需要进行氦液化时,氦液化过程中一般有80 K和20 K的吸附纯化,能有效利用这一冷量来更好地满足产品纯度的要求,弥补变压吸附这方面的劣势。
1.3 改进的变压吸附纯化氦工艺
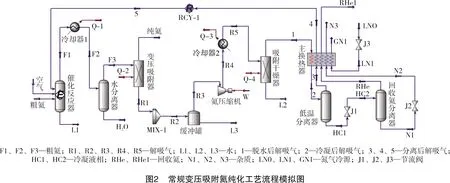
针对上述氦纯化的特点和工业应用的技术需要,提出改进的变压吸附纯化氦工艺,该工艺流程见图3。与上述常规变压吸附工艺不同的是,将变压吸附装置调整到低温冷凝后,可将催化脱氢中过量的氧等杂质通过冷凝来脱除,从而稳定了变压吸附单元的杂质含量和氦产品纯度。同时,增加低温冷凝闪蒸氦的回收(图3中物流RHe氦的摩尔分数为30%~40%),可进一步提高氦的收率。结合在实验室采用类似粗氦为原料进行真空变压吸附测试的结果,氦产品纯度可达到99.999%以上。
2 模拟计算研究
以HYSYS工艺模拟为手段,针对上述3种工艺进行流程对比,特别是针对改进后的工艺进行了影响因数分析,选用相对误差较小的SRK方程,具体分析如下。
工艺的基础输入条件为:粗氦气量10 kmol/h,进装置压力2 000 kPa,温度40 ℃,粗氦组成见表1。压缩机效率75%,冷却器压降40 kPa,冷却后温度40 ℃,进主换热器温度40 ℃,出主换热器物料温度35 ℃,主换热器各通道压降20 kPa,变压吸附氦收率75%,低温吸附氦收率99%,要求出装置氦气产品纯度大于99.9%。
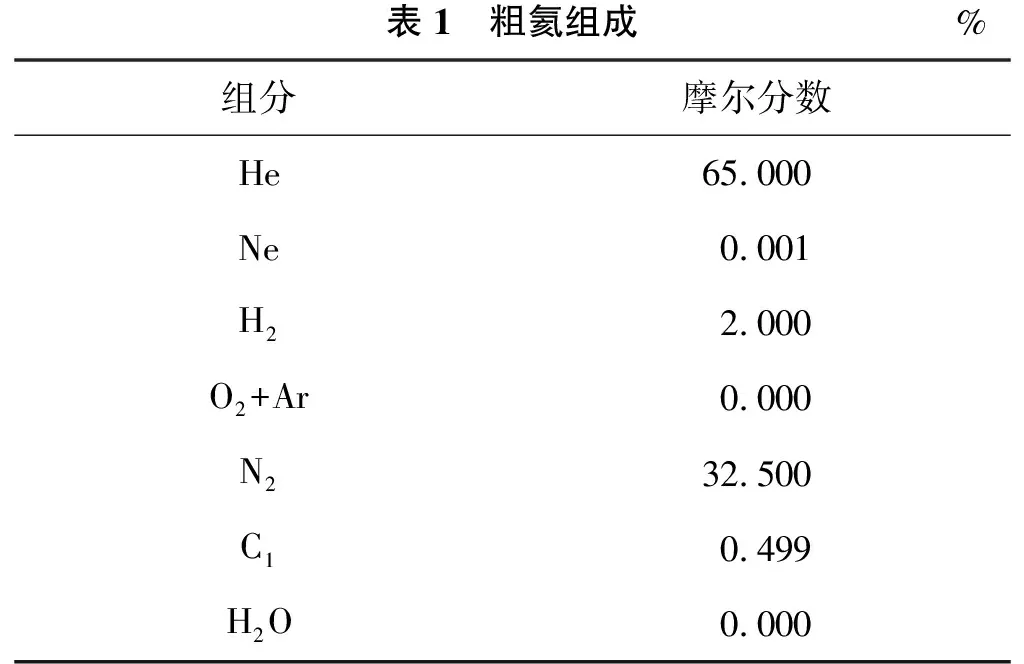
表1 粗氦组成%组分摩尔分数He65.000Ne0.001H22.000O2+Ar0.000N232.500C10.499H2O0.000
为方便比较,假设1 kg液氮消耗与1 kW·h电力消耗的价值相当,将液氮消耗转化为电力消耗进行综合能耗比较,用综合能耗除以处理气量或氦产品量获得单位处理气量综合能耗或单位产品氦气综合能耗。
用产品中氦的物质的量流量与粗氦中氦的物质的量流量之比计算氦收率,用主换热器的热负荷、无量纲换热系数表征换热过程的参数差异,忽略环境冷损和切换过程冷损的影响,用进变压吸附装置的氦含量、解吸气的氦含量和流量等表征变压吸附装置的负荷变化。
2.1 3种工艺的模拟结果比较
3种工艺的模拟计算结果见表2。由表2可以看出,方案3与方案1相比,其在产品能耗方面的优势更加明显,但在产品纯度方面无明显优势,主要原因是压力不同造成的,二者的压力分别为2 MPa和15 MPa。另外,由于吸附热的影响,方案1换热器的平均换热温差较大。方案3与方案2相比,在产品纯度方面有优势,虽然冷凝过程的热负荷与液氮消耗量略有增加,但是压缩成本降低,综合能耗更低,同时方案3的原料气适应性更强。
在只需要生产气氦产品时,需增加高压产品压缩机以满足气瓶充装需要,此时可采用高压低温冷凝吸附工艺;但在需要生产液氦产品时,由于氦液化器操作压力均小于2 MPa(一般为1.3~1.6 MPa),同时,氦液化器在80 K和20 K时吸附纯化效率更高,可满足液氦产品99.999%以上的纯度需要,此时推荐采用改进的变压吸附纯化氦工艺。
从投资来看,3种工艺大致的设备数量相当,故忽略对投资的分析比较。
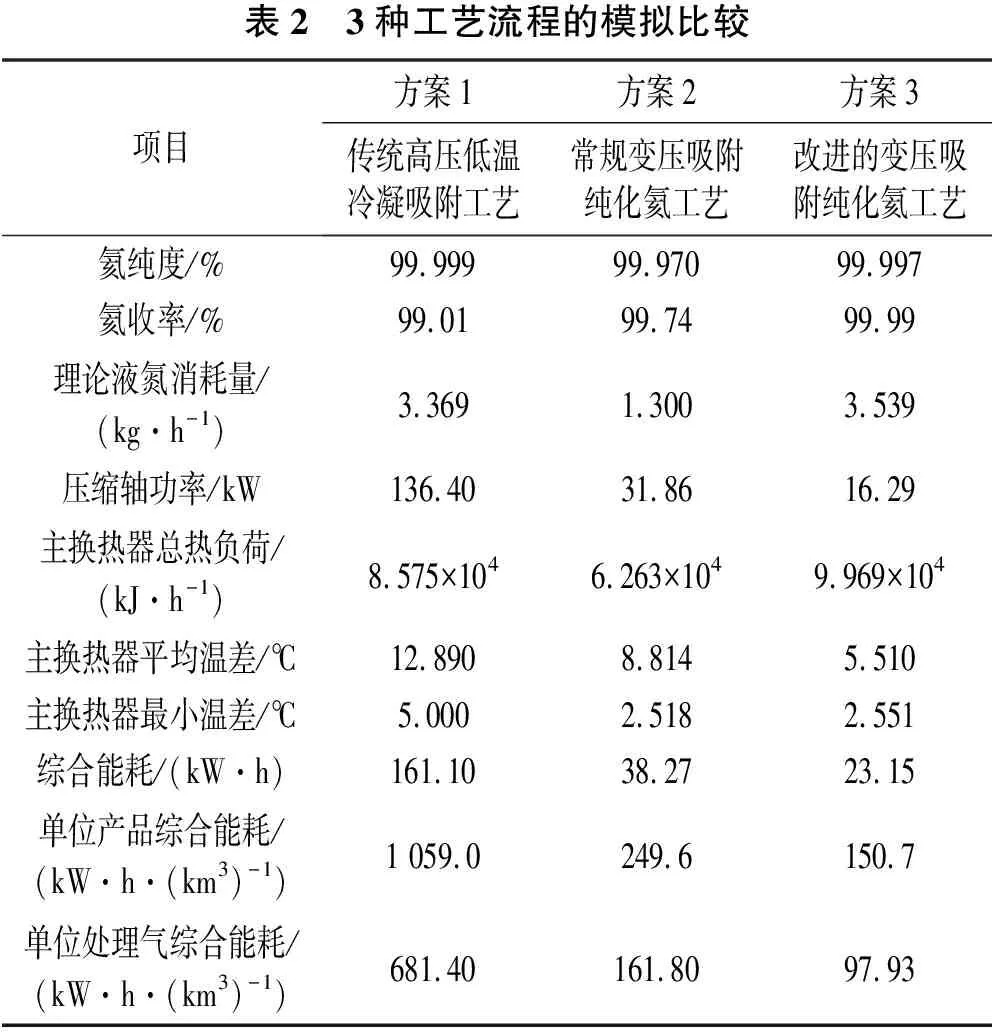
表2 3种工艺流程的模拟比较项目方案1方案2方案3传统高压低温冷凝吸附工艺常规变压吸附纯化氦工艺改进的变压吸附纯化氦工艺氦纯度/%99.99999.97099.997氦收率/%99.0199.7499.99理论液氮消耗量/(kg·h-1)3.3691.3003.539压缩轴功率/kW136.4031.8616.29主换热器总热负荷/(kJ·h-1)8.575×1046.263×1049.969×104主换热器平均温差/℃12.8908.8145.510主换热器最小温差/℃5.0002.5182.551综合能耗/(kW·h)161.1038.2723.15单位产品综合能耗/(kW·h·(km3)-1)1059.0249.6150.7单位处理气综合能耗/(kW·h·(km3)-1)681.40161.8097.93
2.2 改进后的变压吸附纯化氦性能研究
2.2.1变压吸附氦收率的影响
变压吸附工艺影响收率和纯度的因数很多,该模拟计算中采用组分分割器根据工程经验值取各组分固定的收率进行简化计算,计算结果见图4。随着氦产品收率的增加,解吸气的流量和氦含量下降,从而引起压缩机的流量和轴功率降低。另外,由于循环返回气量的减少,造成进冷凝单元的流量和氦含量也大幅降低,但是由于冷凝温度、压力稳定,进变压吸附单元的氦摩尔分数稳定在89%左右,产品氦含量和收率稳定在100%左右,表明该工艺对粗氦组分的变化具有适应性。值得注意的是,氦收率低时的热负荷应作为主换热器的设计工况。结合实验室测试结果,在保证氦纯度99.995%以上时,变压吸附单元单级氦收率为75%~80%。

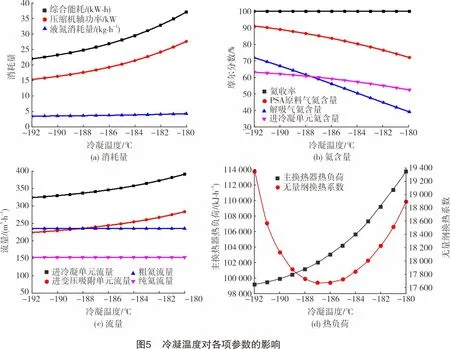
2.2.2冷凝温度的影响
冷凝过程中温度对冷凝后进变压吸附单元的组分含量有明显影响,随着冷凝温度的升高,造成进冷凝单元和吸附单元的氦含量明显降低,模拟计算结果见图5。由图5可以看出,冷凝温度对该工艺过程的影响很大,一般应充分利用液氮的冷能和温度,尽可能降低粗氦温度,本方案计算冷凝温度为-190 ℃。
2.2.3冷凝压力的影响
冷凝压力对冷凝后组分含量和该工艺中物料能量分配也有重要的影响,模拟计算结果见图6。其原理与冷凝温度相似,也会改变冷凝后的气相组成,冷凝压力既要考虑本单元生产的需要,也要结合前端粗氦提取过程的压力,合理控制压力能,为保证进变压吸附单元的氦纯度,冷凝压力不宜过低,本方案压力取值为2 MPa。

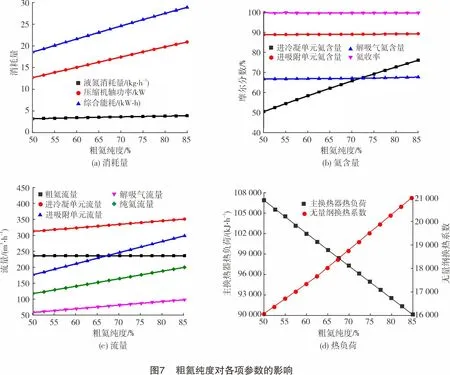
2.2.4粗氦纯度变化的影响
实际生产中粗氦纯度是不变化的,典型工业装置的粗氦纯度可能在50%~70%或65%~85%,粗氦中氦含量和氮含量变化对工艺过程各项参数的模拟结果见图7。随着粗氦中氦含量的增加和氮含量的减少,进冷凝器的流量增加,需冷凝的组分含量减少,冷凝热负荷降低,液氮消耗量略有增加,杂质含量高的工况是主换热器设计工况。虽然进冷凝单元的组分含量变化很大,但是进变压吸附单元的氦含量基本稳定在89%左右,产品氦纯度和氦收率均接近100%,进一步验证了该工艺对原料气适应性强的特点。由于解吸气流量的增加,压缩机的处理气量和轴功率增加。本模拟计算方案比较的粗氦摩尔分数为65%。
2.2.5配入空气流量变化的影响
钯催化脱氢单元一般会配入过量氧气,使粗氦中的氢脱除至5×10-6以下。在其他条件相同时,配入的空气流量变化会引起进冷凝单元的氧含量和氮含量明显改变,模拟计算结果见图8。随着空气流量的增加,进冷凝单元氦摩尔分数从64.3%降至48.5%,氧摩尔分数从0%提高到5.5%,经过低温冷凝后进变压吸附单元的氦摩尔分数为88.8%~89.7%,氧摩尔分数为0%~0.37%,可见低温冷凝大幅降低了进吸附单元的杂质含量。由于冷凝的总杂质量增加,液氮消耗量增加,冷凝器的热负荷增加相对较大,综合能耗小幅增加。本方案模拟对比的空气流量为1 kmol/h。
3 认识及建议
本研究在调研国内外粗氦纯化技术现状及进展后,提出了改进的变压吸附纯化氦方案,通过技术比较论证,该方案节能明显,同时提高了装置原料气适应性,产品纯度更容易保证,产品氦收率高。

新工艺可将氦摩尔分数约50%~70%的粗氦纯化为99.995%以上的纯氦产品,其特点是通过催化氧化法将氢摩尔分数脱除至1×10-6以下,吸附法脱水至1×10-6以下,然后通过液氮制冷剂的低温冷凝将氦纯度提高到89%左右,常温变压吸附将氦纯度提高到99.995%以上。变压吸附单级氦收率一般为75%以上,大量氦摩尔分数约为35%~70%的解吸气压缩返回催化脱氢单元,所有杂质均从低温冷凝后的液相排出,然后经过降压闪蒸回收其中的溶解氦,与变压吸附的解吸气汇合压缩。
通过模拟计算,量化分析主要参数对工艺过程中的能耗、产品收率、产品纯度、设备性能等的影响,为新工艺的应用提供了良好的数据支持。