甲烷裂解制氢工艺研究进展及技术经济性对比分析
2022-06-18李雅欣何阳东刘韬米杰
李雅欣 何阳东 刘韬 米杰
1.中国石油西南油气田公司天然气研究院 2.中国石油西南油气田公司新能源事业部 3.中国石油西南油气田公司规划计划处
为应对气候变化、顺应全球绿色发展趋势,我国提出“3060双碳”目标。能源结构不可避免地向低碳化、清洁化以及高效化转变。氢能因其清洁低碳、单位质量能量密度高、来源多样以及可持续性等特点被视为构建清洁能源的重要组成部分[1]。据报道,预计到2050年,氢能将在我国终端能源供应体系中达到10%的比例。
目前,生产氢气的主要工艺有化石能源制氢、工业副产提纯制氢、电解水制氢、生物质制氢以及光催化制氢等。工业副产氢指产品生产过程中的副产物,通常纯度较低,杂质较多,需要通过再次提纯制得高纯氢。尽管电解制氢具有操作简单、氢气纯度较高等优点,然而高电力消耗是阻碍电解制氢大规模工业应用的主要障碍,一般依赖于太阳能等可再生能源发电。由于可再生能源制氢技术受制于成本、能耗、资源分布以及季节性,使得化石燃料制氢在未来很长的一段时间里仍占据主导地位[2]。甲烷由于具有较高的氢碳质量比,被视为较为理想的制氢原料。在以甲烷为原料的制氢技术中,甲烷热裂解技术因具有以下优点,使得该技术在近年来受到广泛关注:①产物只有氢气和固体碳生成,无直接COx排放,避免了繁杂的碳捕集工艺;②理论上讲,甲烷热裂解过程生成1 mol H2只需37.43 kJ的能量,远低于传统甲烷蒸汽重整制氢(steam methane reforming,SMR)过程的63.25 kJ/mol H2和电解水制氢过程的285.8 kJ/mol H2[3];③甲烷裂解反应(CH4→C+2H2ΔHθ=74.8 kJ/mol CH4)是一个化学计量系数增大的过程,低压有利于反应朝着目标产物生成方向进行,无需高压反应系统,进而降低了系统能耗以及采购耐压设备的投资成本;④裂解过程生成的固体碳产品可通过销售获利,特别是生产高附加值碳材料,可显著提高技术的经济效益和竞争力。
当前,甲烷热裂解制氢技术又可细分为:高温热裂解法、催化裂解法、等离子体裂解法、熔融金属裂解法。本综述将重点介绍上述几种甲烷裂解制氢技术,并对其技术发展以及经济性进行对比分析,以期帮助判断未来技术发展的趋势,以便选择合适的甲烷裂解制氢技术,助力碳减排。
1 技术研究进展
早在19世纪,学者就已发现甲烷可以分解成氢气,但甲烷分子是一个规则的正四面体稳定结构,其C-H键能高达435 kJ/mol[4],使得甲烷分子在1 200 ℃以上才有明显的分解,并伴随着一定量的氢气生成。因此,足够高的能量供应是甲烷裂解反应必不可少的条件。
1.1 高温裂解法
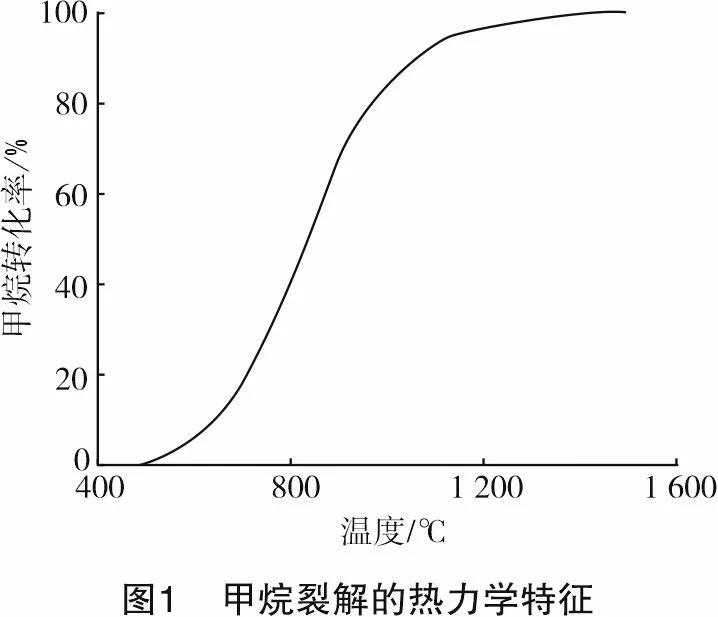
由甲烷裂解反应特性可知,当反应温度达到一定程度时,甲烷可以直接热裂解生成氢气和固体碳产品。图1反映了理论上甲烷直接热裂解反应温度对其转化率的影响。由图1可知,欲使甲烷分子达到90%以上的转化率,理论上的最低温度约为1 073 K[5]。然而,在实际反应过程中,由于受气体浓度、流速以及停留时间等的影响,在该温度条件下,甲烷转化率远远达不到其理论值。
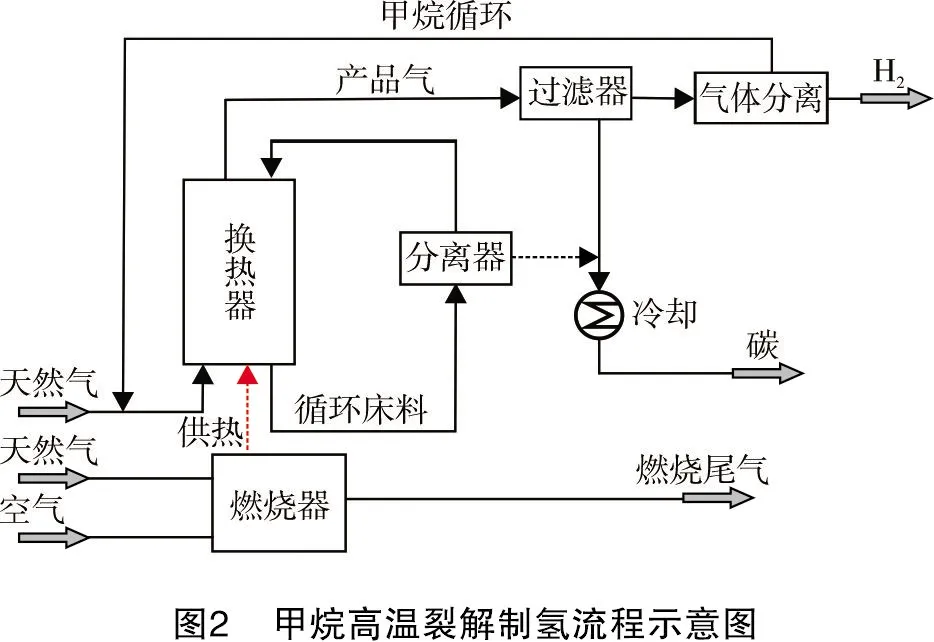
Keipi等[6]研究了甲烷直接高温热裂解的反应性能,反应所需的热量来源于燃烧额外供给的天然气,流程如图2所示。该工艺的核心部件是再生式热交换反应器,在该反应器中天然气与床料对流传热,进而实现天然气直接热裂解。气体组分从反应器顶部排出,并进入到下一个阶段进行后续处理,生成的固体碳颗粒则堆聚在固体床料表面,通过床料的循环实现在反应器外部的碳分离,分离后的床料则循环回换热反应器中,以实现其循环利用。在反应温度高于1 500 K的条件下,甲烷直接高温热裂解产生的固体碳颗粒主要为炭黑。
由于采用外供燃料燃烧供能方式,将导致系统间接排放CO2,不利于碳减排。因此,研究人员开始将供能方式向清洁能源转变。Dahl等[7]利用太阳能供能为甲烷裂解反应过程提供所需热量,发现在反应温度为2 133 K、甲烷平均停留时间为0.01 s的条件下,其转化率约为90%,生成的碳产品为炭黑,粒径在20~40 nm。Abanades等[8]研制了一种高温喷嘴式太阳能化学反应器,并考查了气体流速以及停留时间对甲烷转化率的影响。结果表明:当输入气体流速越低、停留时间越长时,甲烷转化率越高,在使用直径为2 m的垂直太阳能炉时,甲烷的转化率可达99%,氢气产率超过90%,生成的碳产品为炭黑。
由于甲烷直接热裂解技术需要较高的反应温度才能达到令人满意的转化率和氢气产率,使得系统能耗以及由此导致的温室气体排放量难以下降。尽管采用太阳能供能方式有助于改善系统的碳排放,但因受制于季节性以及地域太阳能资源的不同,该技术难以大规模工业化推广。
1.2 催化裂解法
尽管提高裂解反应温度可促进甲烷热裂解,但会增大系统能耗和生产成本。研究表明,通过加入催化剂可以有效活化C-H键,降低键能进而降低裂解过程需要达到的反应温度。在催化剂作用下,甲烷的裂解是一个逐级脱氢的过程。其中,脱除第一个氢原子的过程是控制整个裂解反应速度的关键步骤。当催化剂促使甲烷分子脱除第一个氢原子后,将迅速脱除剩余的氢原子,脱除的氢原子相互积聚结合成氢分子,并扩散开来,生成的碳原子则在催化剂表面或者内部扩散,生成炭黑、碳纳米管等固体碳材料[9-10]。其内在反应机理如下所示[11]。
(1)
(2)
(3)
CH*+* →C*+H*
(4)
2H*→H2+2*
(5)
式中:*代表活性位点。
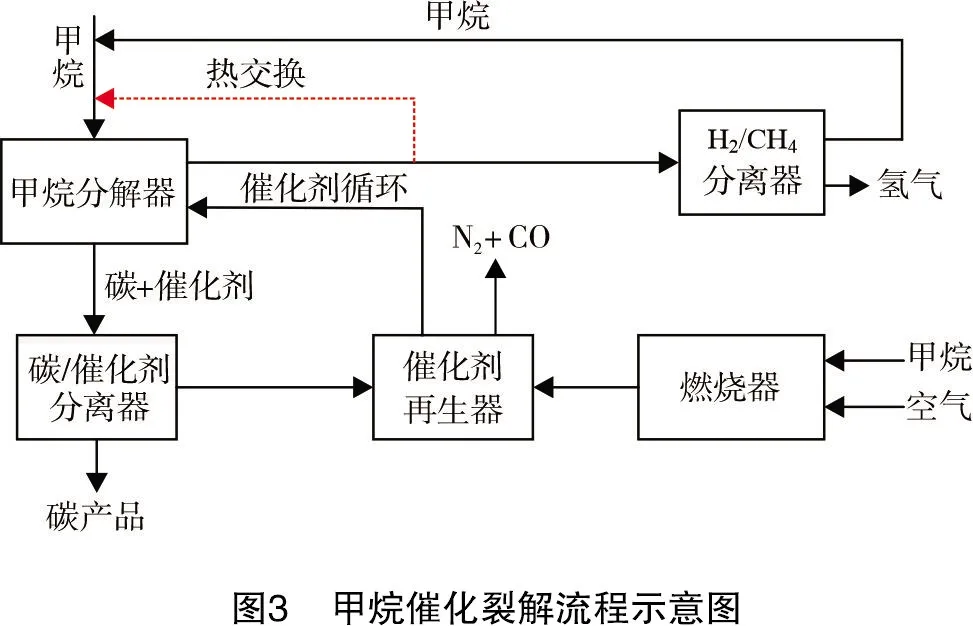
当前,甲烷催化裂解制氢技术的催化剂研究主要集中在碳基催化剂和金属型催化剂上。Lazaro等[12]以活性炭作为甲烷裂解催化剂,在反应温度850 ℃、气体流速0.75 L/(gcat·h)的条件下,甲烷转化率约为62%,显示出了较高的活性。Wang等[13]研究不同碳基催化剂的催化性能,发现甲烷初始转化率与催化剂的化学结构密切相关,其中以碳纳米管作催化剂,甲烷初始转化率为10%,而有序介孔碳(微观上具有有序结构的介孔碳材料)可达28%。随着反应的进行,生成的碳颗粒粉末将沉积在催化剂活性位点,使得催化性能显著降低,甲烷转化率降低为4%。类似的结果可在Muradov等[14]的研究中发现。相较于碳基材料催化剂,金属催化剂由于具有较优的催化性能而广泛应用于甲烷裂解领域。其中,对于金属催化剂的研究主要集中在第八族的过渡金属及贵金属元素上[15]。Koerts等[16]在探究不同金属催化效果时,发现金属催化剂对甲烷热裂解催化活性的排列顺序为:Ni、Ru、Co、Rh > Pt、Re、Ir > Pd、Cu、W、Fe、Mo。Li等[17]考查了Co和Ni催化剂的催化性能,在相同的反应条件下,Ni基催化剂的反应活性明显高于Co基催化剂,且Ni基催化剂的失活速率显著低于Co基催化剂,因而具备更长的使用寿命和相对较好的稳定性。在此基础上,科研人员进一步研究了金属合金以及负载型催化剂的催化活性。Cunha等[18]对比了单金属Ni与Ni-Cu合金的催化性能,结果表明,Cu的加入明显增强了Ni催化剂在甲烷催化裂解反应中的稳定性能,从而减少了积炭。Takenaka等[19]探究了SiO2和TiO2载体对Ni基催化剂性能的影响,结果表明,载体的加入有助于提高Ni基催化剂的机械稳定性和耐高温性,进而扩展了其使用的适宜范围,提高了催化剂的活性。
值得注意的是,在甲烷催化裂解反应过程中,产生碳的速率通常与碳在金属催化剂活性位点中的扩散速率不匹配。当前者大于后者时,产生的碳来不及进行定向迁移,就会在很短的时间内覆盖在催化剂的表面,导致催化剂失活。并且这种失活速率随着反应温度的升高而加快。例如,在843 K时,当Ni催化剂暴露于纯甲烷环境中会马上失去催化活性。此外,当生成的碳材料体积不断增多时,由于生长空间有限,使得碳材料与催化剂互相挤压或将催化剂包覆,催化剂也会迅速失活。从甲烷裂解反应来看,甲烷裂解过程受热力学性能制约:在低温下,存在甲烷转化率和氢气产率均较低的问题;在高温下,裂解反应瞬间转化率虽高,但存在因催化剂迅速积炭而快速失活的矛盾。因此,甲烷催化裂解法依然存在一定的局限性,限制了其工业化应用。
1.3 等离子体裂解法
等离子体裂解法采用高能量等离子体打断C-H化学键,进而直接裂解烃类原料以获取目标产物,可有效避免传统催化裂解催化剂因碳沉积失活的问题,具备随关随停的特性,减少了加热到系统反应所需温度的时间耗损。与催化裂解过程不同,等离子体法的活性物质是高能电子和自由基。当气体不断从外部吸收能量电离生成正、负离子及电子后,就形成了等离子体,按照粒子温度及整体能量状态可分为高温等离子体和低温等离子体。甲烷等离子裂解法通常在低温等离子体中进行,其主要由电弧放电产生103~105℃的热等离子体。
CH4在等离子体中的分解主要通过两种途径进行:一是与自由电子直接碰撞进行分解;二是与激发态的活性粒子(如Ar*)碰撞进行分解。其具体反应过程如下所示[20]。
与自由电子直接碰撞分解:
CH4+e→CH3+H+e
(6)
CH3+e→CH2+H+e
(7)
CH2+e→CH+H+e
(8)
CH+e→C+H+e
(9)
与激发态的活性粒子(如工作气体Ar*)碰撞分解:
Ar+e→Ar*+e
(10)
CH4+Ar*→Ar+CH3+H
(11)
CH3+Ar*→Ar+CH2+H
(12)
CH2+Ar*→Ar+CH+H
(13)
CH+Ar*→Ar+C+H
(14)
生成氢气的主要反应为:
H+H→H2
(15)
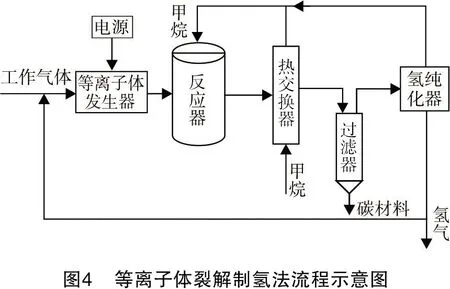
等离子体法甲烷裂解制氢工艺主要由5个核心部件组成:即等离子体发生器、反应器、热交换器、碳材料收集器以及氢纯化器。图4为等离子体裂解制氢工艺的流程示意图。工作气体进入等离子体发生器形成等离子体,原料气甲烷与等离子体撞击在反应器中发生裂解反应,经热交换器回收热量后,进入过滤器进行碳材料的收集,生成的混合气经分离提纯后将甲烷循环使用,氢气用于反应过程供能或循环作为工作气体。
Khalifeh等[21]研究了利用介质阻挡放电生成等离子体并进行甲烷裂解制氢反应,探究了电极长度、施加电压大小、脉冲电压频率等因素对裂解反应的影响,发现电极长度和电压的增加以及脉冲电压频率的升高,会显著提高甲烷转化率,实验中甲烷最高转化率为87.2%,但在反应器内部观察到少量固体碳。类似的结果可在Kundu等[22]的研究中发现。张浩等[20,23]探究了甲烷在滑动电弧放电等离子体中的裂解制氢反应,分析了进气流量和CH4/Ar体积比对裂解反应过程的影响,发现随着进气流量和CH4/Ar体积比的增大,甲烷的转化率均降低,实验中甲烷转化率可达22.1%~70.2%,并与其他等离子产生方式如微波放电、介质阻挡放电、射频放电等进行了对比,发现旋转滑动电弧放电可以得到较高的甲烷转化率、较低的能量消耗以及较大的气体处理量,类似结果可在Mašlni等[24]和Hu等[25]的研究中发现。
工业应用方面,挪威科技工业研究院于1992年建造了一个3 MW级别的甲烷等离子体法制氢和炭黑的示范工程[26],整个工程天然气消耗量为1 000 m3/h、消耗电量为2.1 MW,产出炭黑500 kg/h,氢气2 000 m3/h,通过废热锅炉可以回收1 000 kW的蒸汽热能。1998年,挪威克瓦纳集团在加拿大建造了一个商业规模的等离子体法天然气制炭黑厂,生产的炭黑主要用于轮胎工业。2020年,美国Monolith Materials公司在内布拉斯加州建成并投产了等离子体法制氢和炭黑工厂(Olive Creek I厂)[27],操作温度约2 000 ℃,氢气产能为1 250 t/a,炭黑产能为1.4×104t/a,耗电量为0.8 MW,预计Olive Creek II厂建成后,炭黑总产能将上升至19.4×104t/a。
当前,尽管等离子体裂解制氢工艺原料的利用率和转换率均较高,裂解产物也较为纯净,但等离子体裂解制氢工艺同时也存在设备积炭现象,尤其是电极上的积炭会加速电极的消耗;而积炭问题是制约等离子体裂解制氢工艺发展的重要因素。
1.4 熔融金属裂解法
为了解决常规甲烷催化裂解工艺过程中催化剂失活问题以及直接高温热裂解工艺面临的高反应温度和高能耗等弊端,有研究学者提出了利用熔融态金属作为甲烷热裂解的催化剂和传热介质来促使其裂解。该设想早在20世纪30年代就有人提出,但直至1999年才开始相关实验性研究,随后逐渐受到重视。
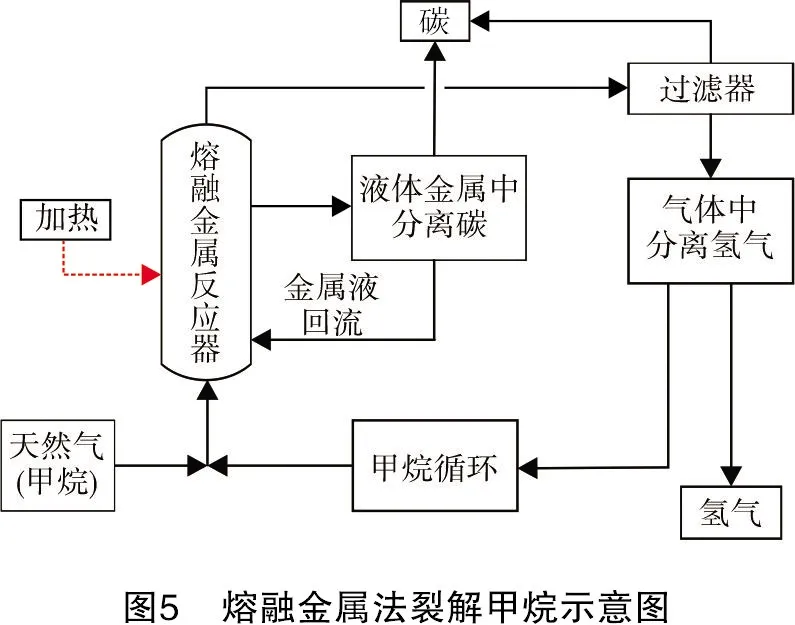
熔融金属法甲烷裂解工艺流程如图5所示,甲烷气体从反应器底部输入,在多孔分布器的作用下,输入甲烷气体变为一个个气体小泡,并在其上浮的过程中发生裂解,生成氢气和固体碳颗粒。由于生成的碳颗粒密度与熔融金属存在显著的差异,因而密度低的碳材料会自动上浮至熔融金属表面,便于后续分离。金属锡由于具有较低的熔点及较宽的可操作液相反应温度范围,常被用作熔融法甲烷裂解的金属材料,例如Serban等[28]以金属锡为反应液相介质,在反应温度750 ℃下,甲烷转化率达到51%,生成的碳材料主要为石墨。随后研究人员陆续分析了金属Mg、Cu、Ga等熔融金属的催化性能。由于具有催化活性的金属熔点均较高,需要供给大量的能量使其保持熔融状态,因此研究人员开始转向研究低熔点、高催化活性的金属合金。在进行大量筛选后,发现Ni-Bi合金和Cu-Bi合金具有较优的性能[29-30],能实现较高的甲烷转化率和氢气产率。此外,也有学者提出利用熔融金属盐来进行甲烷热裂解实验研究[31],主要利用熔融盐具有不互溶性(不溶于熔融金属和碳产品)以及水中溶解度高等特性,便于后续碳产品分离纯化处理。然而,单独使用熔融盐作为甲烷裂解液相催化介质,其转化效率较低,不利于反应的进行。例如,Parkinson等[32]以碱金属卤化盐(NaBr、KBr、KCl、NaCl和48.7%NaBr-51.3%KBr混合物)作为甲烷热裂解液相反应介质,在1 000 ℃下,甲烷最大转化率不超过7%。因此,研究人员提出将熔融金属与熔融盐组合起来进行甲烷裂解实验,发现甲烷转化率以及碳产品中的金属污染问题得到显著改善,在提高氢气产率的同时,还降低了后续净化处理成本,有力地推动了该技术持续稳定的发展。
近年来,熔融金属甲烷裂解技术取得较大的进展,德国卡尔斯鲁厄理工学院与先进可持续性研究院共同设计并搭建了一个基于熔融金属的反应器。设计反应器高1.2 m,以熔融态金属锡作为甲烷裂解反应液相介质,在1 200 ℃下,甲烷转化率可达78%。该反应器可抗腐蚀,产生的固体碳颗粒很容易被分离出来,能较好地满足工业化持续稳定运行的技术要求。随后,卡尔斯鲁厄理工学院与欧洲油气公司Wintershall Dea合作开展熔融金属法甲烷裂解制氢和碳材料技术研究。该合作项目耦合了光电、风电以及储能技术,实现了整个甲烷裂解制氢工艺零碳排放,目前,该项目已进入中试阶段。2019年,美国Mcfarland研究团队成立C-Zero公司,将熔融金属甲烷裂解制氢研究成果商业化,目前已获得1 485万美元投资,并计划于2022年建成制氢量达250 kg/d的示范装置。
2 技术经济性对比分析
由于甲烷裂解技术不直接产生CO2排放,具有显著的环境效益,在生产氢气的同时还能产生具有附加值的碳产品,有助于降低制氢成本,提高系统的经济可行性,因而具有广阔的应用前景。然而,对于不同的甲烷裂解方式,其工艺流程、设备投入、运行和管理成本以及产品价值等都有明显的差异,导致氢气生产成本各不相同。因此,除了关注裂解技术自身的优缺点外,工艺的投资成本和产品的经济价值也是重要的指标,它决定了该工艺的生命力和竞争性。
Keipi等[6]考查了甲烷直接高温热裂解技术的经济性,并与SMR工艺以及电解水制氢工艺对比,得出影响技术经济可行性最主要的因素是副产品碳材料的价值。在碳产品没有市场价值的情况下,甲烷非催化热裂解技术在经济上无法与传统的SMR工艺相竞争。Keipi还进一步分析了电价、天然气价格、CO2排放许可、碳产品价值对氢气生产成本的影响。结果表明,在不考虑碳产品价值的情况下,即使碳税为100 EUR/t CO2,甲烷直接热裂解技术在经济上也无法与SMR技术竞争。然而,当碳产品价格为310 EUR/t C时,碳税仅为10 EUR/t CO2就足以使甲烷直接热裂解制氢成本低于SMR制氢成本。同时,研究还指出甲烷裂解工艺适合于中小型工业规模的氢气生产,通过利用管网输送的天然气作为原料,实现氢气实时现场生产,减少了氢气运输成本。
Qian等[33]对比了甲烷催化裂解、煤气化、甲烷蒸汽重整、甲醇蒸汽重整等制氢技术的经济性,结果表明,在制氢规模为1 000 m3/h时,虽然甲烷蒸汽重整制氢总成本(2 782.9 $/t H2)高于甲烷催化裂解制氢总成本(503.6~2100.6 $/t H2),但前者的碳排放量远高于后者,是后者的近两倍。在此基础上,Qian等[33]分析了不同催化剂对甲烷催化裂解制氢生产成本的影响,得到结果如下:①碳基催化剂的氢气产率远低于金属基催化剂;②尽管贵金属及金属镍可以提高甲烷的转化率,但其价格相对昂贵且金属相对稀有;③氢气生产成本遵循:Fe基催化剂< Ni基催化剂<贵金属催化剂;④若采用废铁矿石作催化剂,氢气的生产成本还将进一步下降,且铁基催化剂的工作温度高于镍基催化剂[33]。
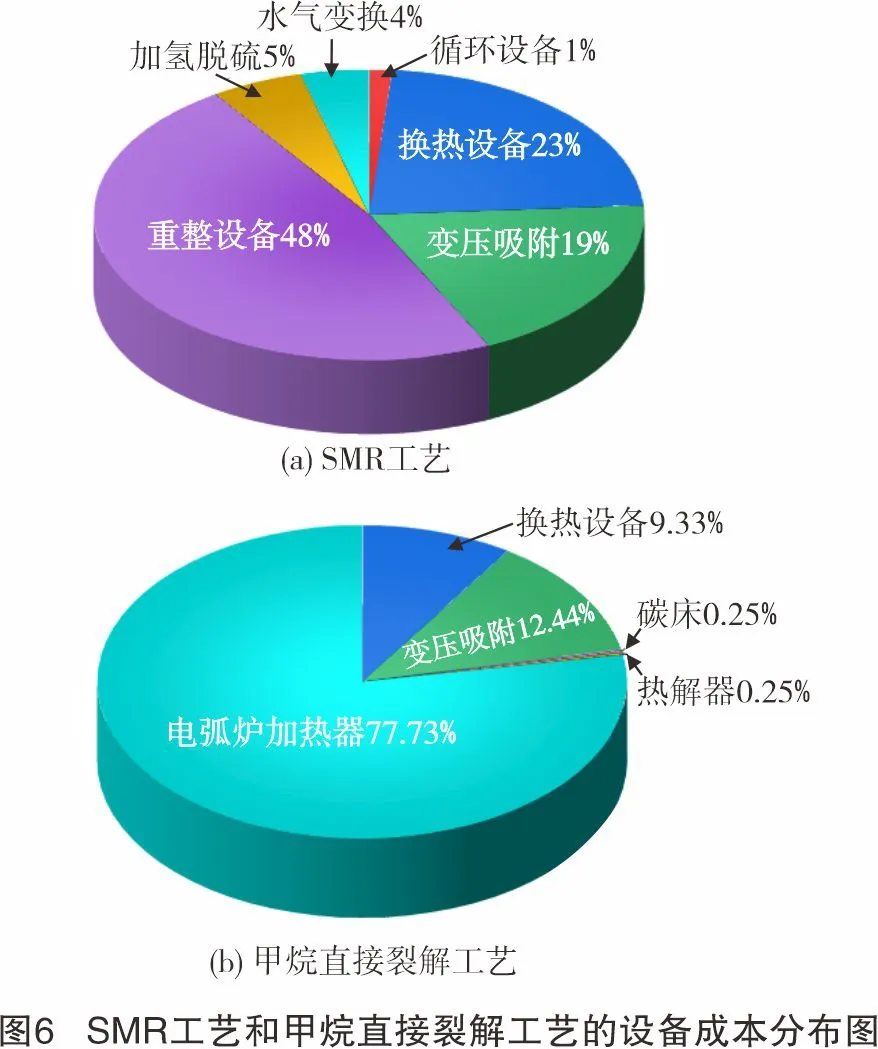
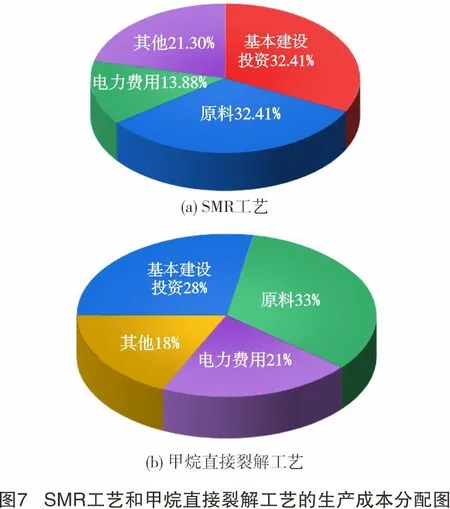
Upham等[34]研究了熔融金属法甲烷裂解制氢工艺的经济性,并和传统SMR工艺以及甲烷直接裂解工艺相比较,把熔融Ni-Bi合金作为反应液相介质,并按20×104t/a的制氢能力设计,考查了不同供能方式对熔融金属裂解工艺制氢成本的影响,获得的结果如表1所列。由表1可知,SMR工艺制氢平准化成本为1.10 $/kg,而甲烷直接高温热裂解的氢气平准化成本最高为1.74 $/kg,熔融金属裂解成本更低,在1.62~1.58 $/kg内变化。值得注意的是,此处甲烷热裂解系统成本均高于SMR,此处因为计算并没有加上碳产品的附加价值。其中,SMR工艺和甲烷直接裂解工艺的设备投资成本分布和生产成本分布分别如图6和图7所示。由图6和图7可知:重整反应器和换热设备是SMR工艺主要的投资设备,而电弧炉加热器则是甲烷直接裂解工艺主要的投资设备;对于SMR工艺和甲烷直接裂解工艺而言,原料和基础建设投资均占据氢气生产成本较大比例,只是占比略有不同。
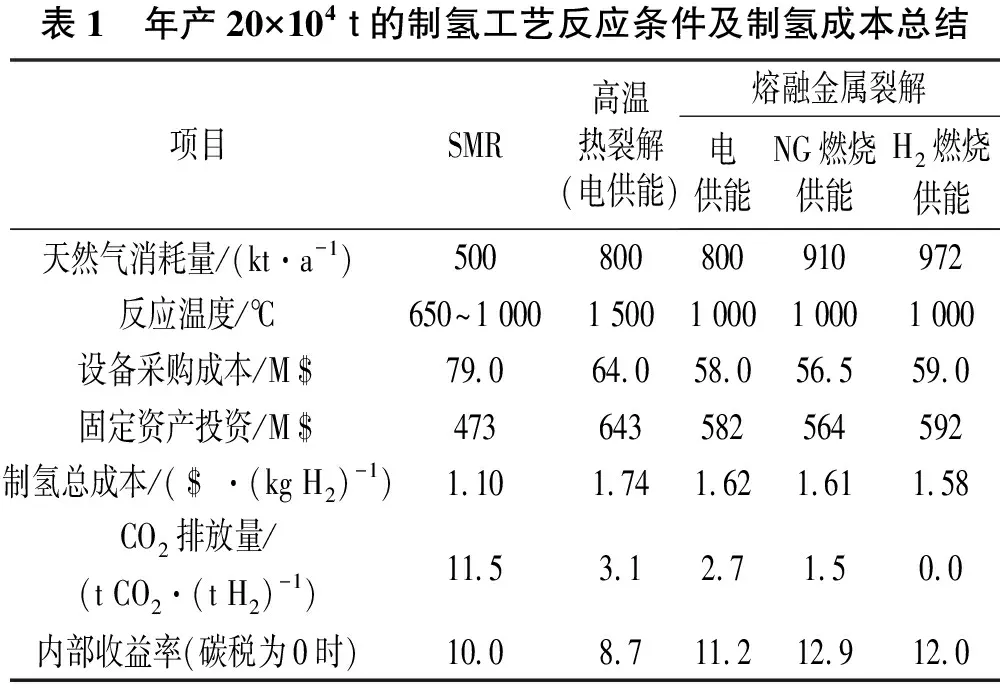
表1 年产20×104t的制氢工艺反应条件及制氢成本总结项目SMR高温热裂解(电供能)熔融金属裂解电供能NG燃烧供能H2燃烧供能天然气消耗量/(kt·a-1)500800800910972反应温度/℃650~10001500100010001000设备采购成本/M$79.064.058.056.559.0固定资产投资/M$473643582564592制氢总成本/($·(kgH2)-1)1.101.741.621.611.58CO2排放量/(tCO2·(tH2)-1)11.53.12.71.50.0内部收益率(碳税为0时)10.08.711.212.912.0
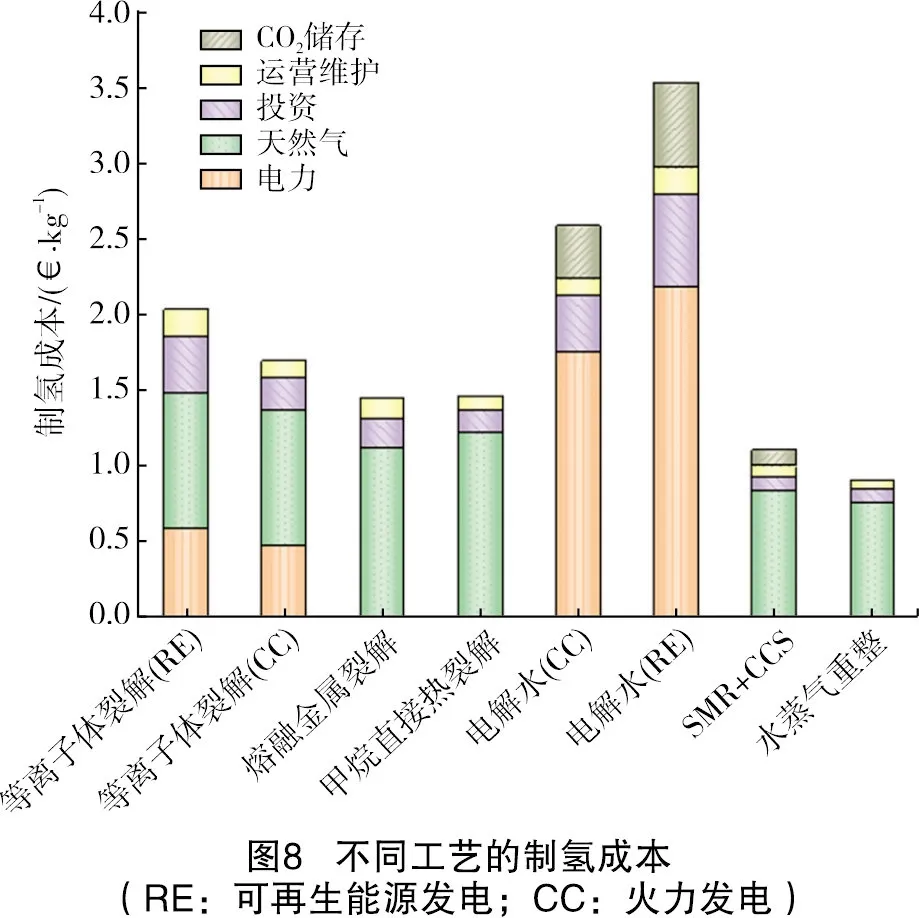
Timmerberg等[35]评估了3种不同甲烷裂解技术(等离子体裂解法、甲烷直接裂解法、熔融金属裂解法)的制氢成本和温室气体排放,并把获得的结果与电解水制氢和SMR工艺相比较,其中,不同制氢工艺的制氢成本如图8所示。结果表明:甲烷裂解工艺制氢成本为1.6~2.2/kg,高于SMR过程的制氢成本1.0~1.2/kg,但低于电解水过程的制氢成本2.5~3.6/kg,若进一步考查生产碳的价值时,甲烷裂解制氢工艺显示出较优的性能。就不同甲烷裂解技术而言,无论是使用传统火力发电还是使用可再生能源电力,等离子体法生产氢气的成本均高于其他两种甲烷裂解技术,而熔融金属甲烷裂解法的制氢成本最低。甲烷裂解法虽然不会直接产生CO2排放,但供能以及整个生命周期内仍会造成温室气体排放,不过远低于传统的SMR制氢技术(99 g CO2-eq/MJ),但装备碳捕获与封存(carbon capture and storage, CCS)设施的SMR技术与使用可再生电力的等离子体法排放相近(46 g CO2-eq/MJ)。
根据Parkinson等[36]研究结果,甲烷裂解技术的经济性很大程度上取决于甲烷的转化率和碳产品的销售价值,当天然气价格为2.84 $/GJ 时,使用电弧炉加热的熔融金属制氢工艺氢气生产成本约为1.72 $/kg。在没有考虑碳产品附加价值的情况下,其生产成本并不能与SMR工艺相比,当固体碳产品的市场售价为200 $/t、碳税为78 $/t时,熔融金属法显示出明显的经济效益,需要说明的是这里的熔融态金属均未考虑其催化活性。在此基础上,Parkinson等[37]继续研究了具有催化活性的Ni-Bi合金对甲烷热裂解工艺的经济性影响,在没有考虑碳产品价值的情况下,SMR工艺仍是生产氢气最具经济效益的方法,但当生产的碳材料以150 $/t价格计算、碳税超过21 $/t时,熔融金属甲烷裂解工艺更具低成本生产氢气的潜力。PÉREZ等[38]考查了利用熔融金属镓作为甲烷裂解液相介质工艺的经济性,在碳产品可销售获利,且碳税为50/t的情况下,熔融金属技术可以与SMR竞争。值得注意的是,该研究假定了碳产品售价为296/t,但此价格相对较为保守,远低于前人提出的500~4 000/t的估价。表2总结了SMR工艺和采用不同供能方式的熔融金属甲烷裂解工艺的制氢成本[38]。
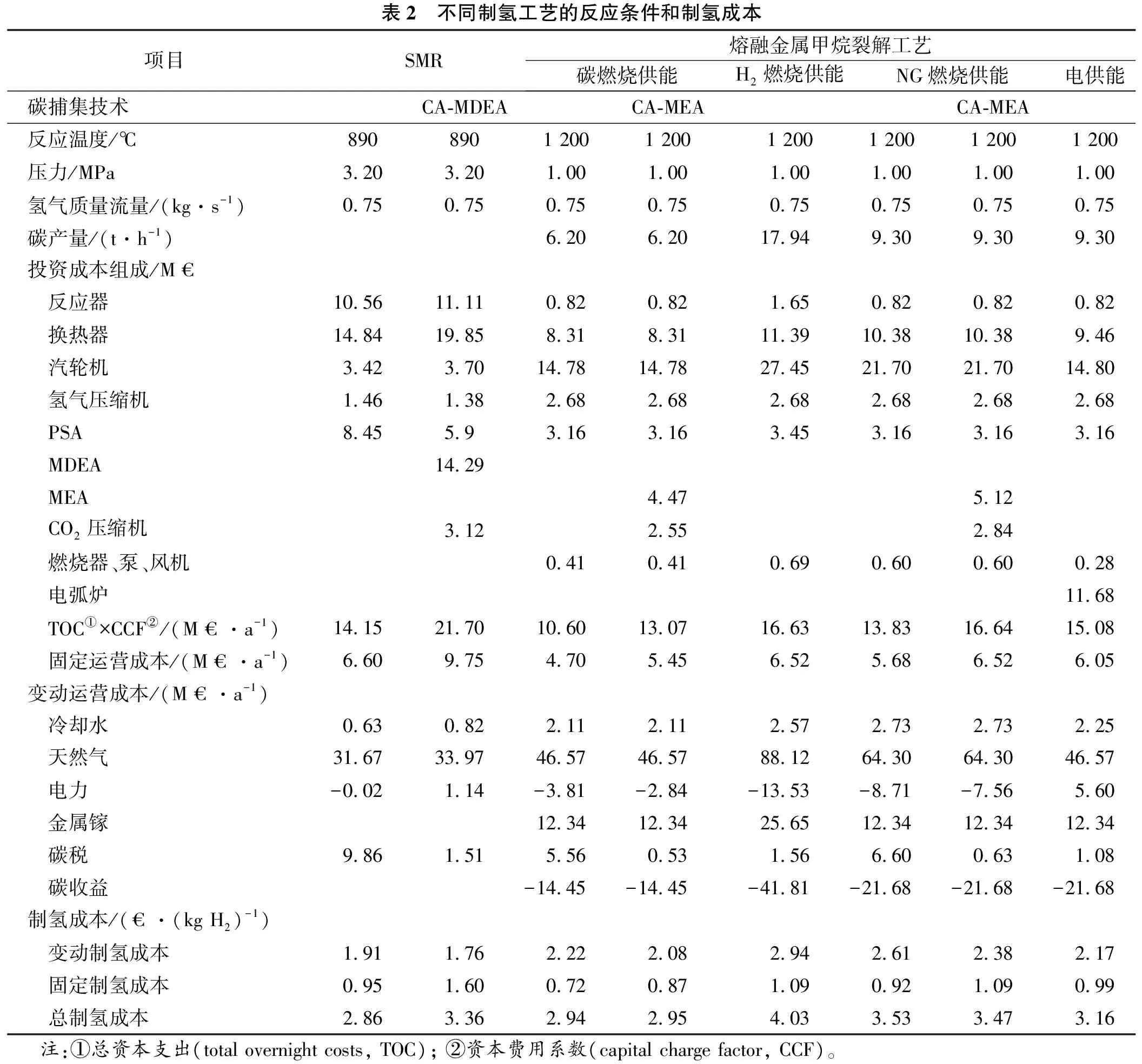
表2 不同制氢工艺的反应条件和制氢成本项目SMR熔融金属甲烷裂解工艺碳燃烧供能H2燃烧供能NG燃烧供能电供能碳捕集技术CA-MDEACA-MEACA-MEA反应温度/℃890890120012001200120012001200压力/MPa3.203.201.001.001.001.001.001.00氢气质量流量/(kg·s-1)0.750.750.750.750.750.750.750.75碳产量/(t·h-1)6.206.2017.949.309.309.30投资成本组成/M 反应器10.5611.110.820.821.650.820.820.82 换热器14.8419.858.318.3111.3910.3810.389.46 汽轮机3.423.7014.7814.7827.4521.7021.7014.80 氢气压缩机1.461.382.682.682.682.682.682.68 PSA8.455.93.163.163.453.163.163.16 MDEA14.29 MEA4.475.12 CO2压缩机3.122.552.84 燃烧器、泵、风机0.410.410.690.600.600.28 电弧炉11.68 TOC①×CCF②/(M ·a-1)14.1521.7010.6013.0716.6313.8316.6415.08 固定运营成本/(M ·a-1)6.609.754.705.456.525.686.526.05变动运营成本/(M ·a-1) 冷却水0.630.822.112.112.572.732.732.25 天然气31.6733.9746.5746.5788.1264.3064.3046.57 电力-0.021.14-3.81-2.84-13.53-8.71-7.565.60 金属镓12.3412.3425.6512.3412.3412.34 碳税9.861.515.560.531.566.600.631.08 碳收益-14.45-14.45-41.81-21.68-21.68-21.68制氢成本/( ·(kgH2)-1) 变动制氢成本1.911.762.222.082.942.612.382.17 固定制氢成本0.951.600.720.871.090.921.090.99 总制氢成本2.863.362.942.954.033.533.473.16 注:①总资本支出(totalovernightcosts,TOC);②资本费用系数(capitalchargefactor,CCF)。
3 结语
在高碳氢向低碳氢以及无碳氢生产技术转型阶段,甲烷裂解技术因其低能耗、无直接CO2排放以及在制氢的同时能联产固体碳产品等特点受到广泛关注。本综述系统性地介绍了不同甲烷裂解制氢技术的研究进展及经济可行性,以期帮助正确判断未来技术发展趋势,选择合适的甲烷裂解制氢技术,助力碳减排。通过对比工艺发现:
(1)高温热裂解法需要极高温度才能达到理想的转化率,系统能耗显著上升,同时还会增大系统间接温室气体排放,综合性能在文中所述几种裂解制氢工艺中最差。
(2)催化裂解制氢技术可利用催化剂活化C-H键,降低裂解所需温度,但催化剂易迅速失活,造成反应不能持续稳定进行。因此,未来除了关注提高催化剂活性以降低反应能耗外,还应关注增强催化剂抗积炭能力,进而提高其使用寿命。
(3)等离子体裂解法可实现原料的高效转化,提高了目标产品的产率,但需大量的电能供应且电极容易出现积炭,加速电极消耗,存在一定的局限性。因此,未来同样应提高对电极抗积炭性的研发。
(4)熔融金属裂解制氢法因熔融态金属与碳材料显著的密度差异,使得生成的碳材料漂浮在液态金属表面,有效避免催化剂积炭失活等问题,有望成为主要的低碳制氢工艺之一。但当前该技术仍处于实验室研究阶段,大规模推广应用仍面临挑战,在未来研究中可关注对低成本、高活性、高转化率的催化体系研发,以及如何生成更高纯度、更高价值的碳材料,以实现经济效益最大化。