昆玉钢铁棒材生产线工艺技术改进
2022-06-17高磊,王利
高 磊,王 利
(新疆昆玉钢铁有限公司)
前言
新疆昆玉钢铁有限公司是山东石横特钢集团的全资子公司,地处新疆伊犁州奎屯市。昆玉钢铁是一座长流程钢铁生产企业,于2012年投产,设计年产量200万t建筑用钢材(钢筋混凝土用热轧钢筋),其中棒材产品年产120万t。昆玉钢铁棒材生产线将“五切分轧制技术”与“棒材超细晶粒钢轧制技术”有效融合,通过20余项先进技术的集成创新应用,其工艺装备和技术达到国内领先水平。棒材主要产品规格为Φ12~Φ36mmHRB400E、HRB500E热轧带肋钢筋,还能生产同规格的光圆钢筋、精轧螺纹钢、锚杆钢筋等产品。
棒材产线投产以来,面临一些技术难点:GB/T 1499.2-2018《钢筋混凝土用热轧带肋钢筋》,明确规定钢筋的重量偏差等事项,现场生产控制难度增加,产品尺寸稳定性差;生产大规格棒材易发生弯曲脆断;小规格材实行多切分轧制出现产品性能不稳定等。通过分析研究,对棒材工艺进行了优化,解决了存在的问题。
1 昆玉钢铁棒线工艺配置简介
棒线主轧线布置18架轧机,所有轧机平立交错、全连轧,短应力线高刚度、紧凑型布置。其中,粗轧6架(1H~6V),轧辊公称直径为Φ680~Φ580mm,7~12架为8架中轧机组(7H~12V),轧辊公称直径为Φ450mm。13~14架为预精轧机组(13H、14H/V),15~18架为精轧机组(15H,16H/V,17H,18H/V),轧辊公称直径为350mm,全线布置了3台平立转换轧机(轧机、联合齿轮箱、鼓形齿连接轴随旋转框架进行旋转,旋转角度为90°)。昆玉钢铁棒线工艺流程见图1。

图1 昆玉钢铁棒材工艺流程
2 棒线轧钢生产线技术难点及分析
2.1 实施GB/T 1499.2-2018面临的问题
2018年11月GB/T《钢筋混凝土用热轧带肋钢筋》1499.2-2018正式实施后,对于钢筋的重量偏差控制范围有了更加严格的要求,明确规定了钢筋的重量偏差不允许复检,尤其是小规格Ф12mm由±7%提高到±6%,热轧带肋钢筋负差率指标减小,控制难度增加。目前市场上普遍采用“车丝套筒”的方式来进行钢材连接,一旦钢材基圆直径减小较多或者切分品种的线差较大,就有可能影响到部分钢材的车丝效果,降低套筒连接的可靠性,因此存在较大的市场风险。因孔型设计的不完善,横肋充满度差,横肋高度低,轧件脱槽困难,孔型充满度不高,造成钢材负差率低,产品尺寸稳定性差。
分析认为,必须对K1孔型的横肋与轴线夹角β进行进一步优化,即适当增加β角,通过减少横肋的倾斜角度来改善轧件脱槽和孔型充满度问题,确保完成负差率指标,对K1加工要求进行优化,在国标范围内对横肋进行优化,保证产品质量的稳定性。
2.2 大规格材弯曲性能差
弯曲性能是钢材工艺性能的一项重要指标,受成分、生产工艺、孔型设计、轧辊加工、弯曲条件等多方面影响。目前新疆市场加工弯芯一般为40~50mm(国标为HRB400E:6~25mm的弯芯直径为4d,28~40mm的弯芯直径为5d),不到国标弯芯直径的一半,极易出现冷弯裂纹[1],尤其是大规格的在客户使用过程中多次出现因弯曲脆断的质量异议,对于脆断样品断裂面进行分析发现存在较严重的偏析,金相组织晶粒度级别在8.0~8.5级,达不到超细晶粒钢筋的国家标准要求。
2.3 多切分材性能线差大,产品性能稳定性差
生产小规格棒线采用多切分生产工艺,比如Φ12mm×5五切分,预切料边部比中间的表面积与体积比大,边部散热快,温降大,中间散热慢,温降小,轧件边部温度低中间温高,切分后轧件强穿水降温,发挥控轧优势,轧件温度迅速下降,迅速温降使轧件温差现象进一步加剧,轧件经过切分后,相同的控冷冷却参数,但性能线差较大,Ф12mmHRB400E的边线性能整体在420~430MPa,中线性能整体在470~480MPa,边线与中线性能差较大,对产品性能稳定性带来很大影响[2-3]。
3 优化措施
3.1 优化K1孔型系统,降低负差率控制难度
优化前后孔型主要参数对比见图2、图3、图4。

优化前 优化后

优化前 优化后

优化前 优化后
(1)对K1孔型的横肋与轴线夹角β进行优化,在国标允许的范围内,在不改变横肋斜角α的前提下,适当的增加K1孔型的横肋高度h,减小横肋顶宽b和横肋底宽b1,从而减少横肋体积,减少钢材米重。
(2)为了兼顾K1孔型的充满度和轧件脱槽的问题,适当的增加K1孔型横肋与轴线夹角β。
(3)新国标实施后,钢材的弯曲性能明显改善,部分规格根据冷弯性能可取消横肋底角的二次加工,进一步减少钢材米重。
(4)孔型系统初步优化完成后,安排轧辊班加工轧辊,并针对某一品种规格进行试轧。
(5)通过对试轧结果进行统计、分析,进一步优化孔型系统的优化方案,直至最优。
(6)全面实施K1孔型系统优化方案(优化前后见表1),减小负差率控制难度,提高各品种的负差率。
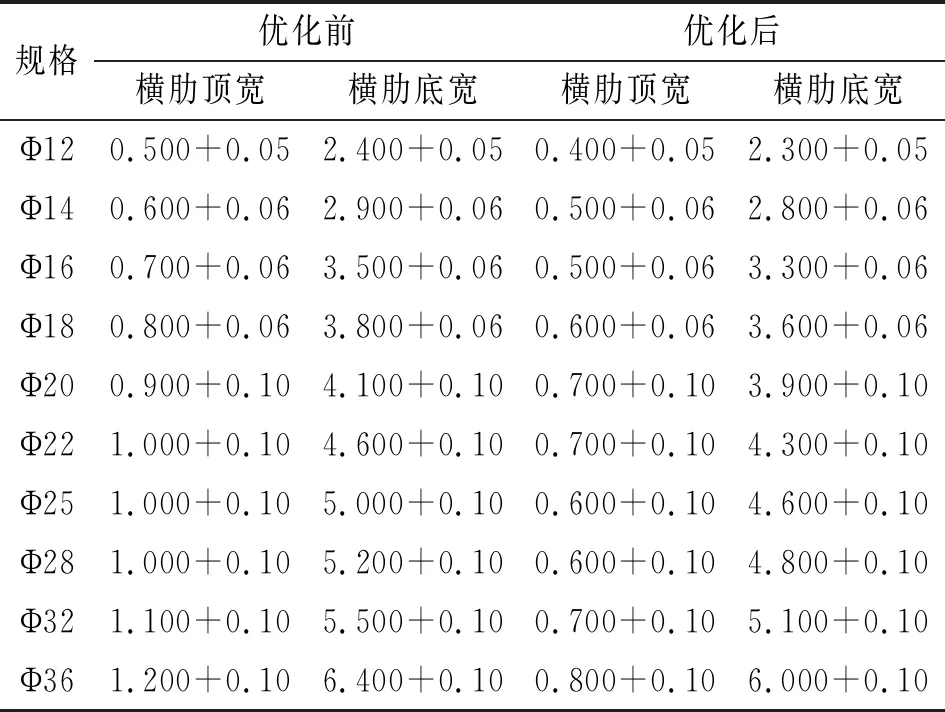
表1 棒线各规格产品优化前各品种横肋尺寸对比 mm
≤Φ12mm规格的负差率由2020年的4.758%提升至4.77%。Φ14~Φ20mm规格负差率由2020年的4.058%提升至4.08%,≥Φ22mm规格负差率由2020年的3.167%提升至3.18%。通过对K1孔型的优化,提高产品质量稳定性。
3.2 提高大规格材弯曲性能的措施
分析冷弯裂纹位置是在横肋根部,从变形裂纹来看是因应力集中造成的[1],为此必须改变横肋根部受力状态和应力集中现象。
(1)为了改变受力状态,改变横肋根部冷弯时的受力方向,将横肋与钢筋轴线的夹角β根据不同规格和生产运行情况,减少10~15°,既考虑到改变横肋根部拉伸方向,减少横肋根部受力,又要兼顾横肋充满度,提高单孔轧制量。
(2)为了减少横肋根部应力集中现象,必须改变横肋根部加工方式[2],由于螺纹铣程序无法实现横肋与钢筋表面弧形加工,因此只能通过刀头改进来实现,但由于刀头尺寸小,加工困难,为此提出对横肋加工采用双直线设计,使横肋与钢筋表面交接处有扩张,通过两次加工完成,改善横肋根部应力集中现象。
(3)为了减少横肋根部扩张带来的负差影响,减小横肋顶宽和高度。
(4)调整开轧温度、控轧控冷温度,改善冷弯性能。
3.3 解决多切分材性能线差大的措施
(1)对控轧穿水衬管(进水口)内腔尺寸重新设计[3],考虑到轧件进入控轧穿水管的保证余量,将穿水衬管(进水口)内腔尺寸高宽比设计为1∶4,以减少冷却带来的轧件温度差。另外从穿水衬管进水孔数量和分部情况看,在轧件左右两侧各有1个Φ10mm 孔,但在宽度方向上,即上下表面各仅有2个Φ10mm 孔,显然宽度方向上冷却不够,两侧冷却过度。为此将上下表面各增加到4个Φ10mm 孔,这样设计与改进后的穿水衬管(进水口)内腔尺寸高宽比设计相匹配,另外考虑到由于进水孔的增加,为了保证轧件冷却压力不变,将总水压由原来的1.8MPa改为2.0MPa。
(2)优化控冷穿水装置冷却工艺。轧制时,先将控冷第一段各线温度调整,钢材上冷床后取激冷样,试样按照从南线到北线逐支加长(方向可变化,但各线必须要区分),以便区分各线性能,根据激冷样性能,通过分线调整控冷第二段温度,减少性能差;假如某线性能屈服强度偏高,强屈比低,则适当提高此线冷床回火温度;假如某线屈服强度偏低,强屈比高,则适当降低此线冷床回火温度。
4 结束语
昆玉钢铁棒线工艺优化改进实践表明:
(1)通过对成品轧辊K1孔型进行时间优化,在确保完成负差率指标的前提下,实现了产品质量的稳定性。
(2)通过优化孔型设计,改变了轧件受力状态和减少了横肋根部应力集中,改善了大规格化冷弯裂纹的现象,在保证产品质量的条件下,提高了轧辊使用寿命,换辊次数由优化前的6次/班,减少到了3次/班,减少了换辊孔次数,降低了辊耗的同时日产量明显提高。
(3)通过对控轧衬管改进改善了预切料宽度方向上的温差,分线调整进一步弥补因控制后温度差异带来的性能线差,提供了钢材性能的稳定性,切分工艺生产的钢筋性能差控制了15MPa以内,温度差控制在30℃以内,避免了轧件上冷床后因轧件穿水冷却不均带来的性能差距和波浪弯问题。
