旋转光饰技术在复杂结构轴承套圈加工中的应用
2022-06-08李迎丽杜杰
李迎丽,杜杰
(中国航发哈尔滨轴承有限公司,哈尔滨 150036)
1 概述
随着科学技术的不断进步,航空发动机轴承向精密化、智能化、数字化、网络化等方向发展,对轴承零件的表面质量要求也越来越高[1]。轴承零件表面质量不仅影响外观形貌,也会影响产品的性能和稳定性[2]。
异型凸缘(图1a)及折返弹支(图1b)等一体化集成结构的新一代航空发动机主轴轴承尺寸大,套圈表面孔、沟、槽、棱等密集分布,原振动光饰技术已不能满足表面加工质量要求。为改善该类轴承套圈表面加工质量,提高轴承寿命及可靠性,需开展光饰技术研究。

图1 新一代航空发动机主轴轴承
2 振动光饰技术
轴承套圈表面缺陷包括毛刺、锐角、孔和槽内的杂物等,这些部位为不规则空间,采用车、磨、钻、铣等工艺难于去除,仅能通过手工打磨和透孔等方法加工[3],效率低,外观质量及一致性差。振动光饰技术可去除划痕、微观裂纹等表面缺陷及棱边毛刺,保证倒角圆滑过渡,改善零件表面粗糙度和光亮程度,提高零件表面洁净度[4]。
振动光饰机结构示意图如图2所示,加工时将一定量轴承套圈散放在筒体中,套圈与磨料、研磨液均处于自由状态,在激振力作用下套圈与磨料、研磨液相互包容并做回转和翻转运动[5]。振动光饰适用于常规轴承套圈,对于尺寸较大,表面孔、沟、槽、棱等密集分布的复杂结构轴承套圈,振动光饰后套圈表面加工纹路明显,孔、沟、槽等部位存在锐角,且倒角过渡不圆滑,表面色泽一致性差,不光亮,不能满足套圈表面加工质量要求,故采用旋转光饰技术。

1—弹簧;2—磨料;3—料槽;4—激振器;5—底座。
3 旋转光饰技术
3.1 工作原理
旋转光饰适合外径80 mm以上的中大型复杂结构轴承套圈表面的加工,旋转光饰机结构示意图如图3所示,标准机型有6根同步旋转的主轴和1个料箱,1根主轴可装夹2个轴承套圈,一次最多完成12个轴承套圈的加工。

1—机架;2—横梁体;3—升降体;4—主轴箱;5—防护体;6—料箱;7—料箱驱动。
旋转光饰时,轴承套圈通过夹具夹持在主轴上,再通过丝杠、丝母传动到装满磨料与研磨液(下称磨块)的料箱中,主轴带动轴承套圈转动,料箱带动磨块转动,两者转动方向相反,形成复杂的相对运动。转动过程中磨块以一定的作用力碰撞、滚压、滑擦套圈表面,实现套圈表面加工。带有磨液的喷淋水将毛刺、杂质等带入水循环系统过滤。
3.2 磨块
磨块由磨料和研磨液组成,磨料为棕刚玉,为保证磨料旋转时阻力较小,在套圈各个位置自由运动,使套圈充分研磨,磨料选择不规则状、小尺寸。研磨液为碱性研磨助剂与水的混合物,配比为1∶200。
3.3 工艺参数
夹紧套圈两端面加工套圈外表面,夹紧套圈外表面加工套圈内表面。转速是旋转光饰工艺的重要参数,主轴转速高于料箱转速,二者方向相反。主轴转速n1一般为70 r/min,料箱转速n2=0.7n1=49 r/min。套圈内、外表面旋转光饰时间分别为20~40,10~30 min。
4 旋转光饰效果
以外径235 mm的轴承外圈为例,分析轴承旋转光饰效果。
4.1 加工精度
旋转和振动光饰后套圈各项技术指标见表1,2种光饰技术套圈尺寸均有不超过0.002 mm的稳定消耗,滚道单一平面外径变动量、圆度及直线性变化较小,对尺寸、精度控制效果相当。

表1 旋转和振动光饰后套圈各项技术指标
4.2表面质量
旋转和振动光饰后套圈表面质量如图4所示,旋转光饰后套圈棱边及倒角圆滑过渡,槽和孔等部位的毛刺彻底去除,表面色泽光亮、一致,纹路细腻,优于振动光饰。

图4 旋转和振动光饰后套圈表面质量
旋转和振动光饰后套圈表面粗糙度Ra值见表2,旋转光饰后套圈表面粗糙度值明显减小,优于振动光饰。这是由于旋转光饰时套圈高速自转,游离状态的磨块会形成强大的磨粒流,并以一定的作用力碰撞、滚压和滑擦套圈表面,有效去除套圈表面锐边、毛刺,降低表面粗糙度。
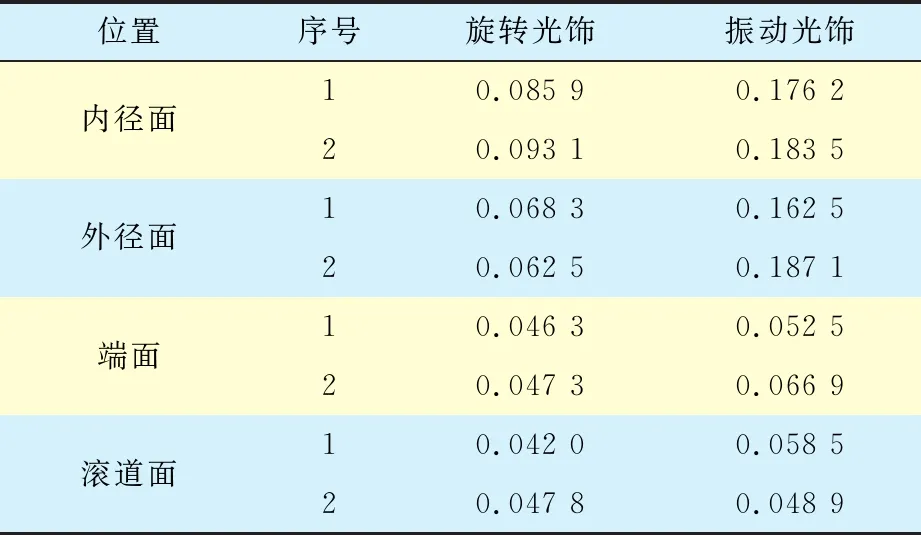
表2 旋转和振动光饰后套圈表面粗糙度Ra
5 结束语
通过旋转光饰技术,明显提高了复杂结构航空发动机主轴轴承套圈的表面加工质量,满足了该类产品的加工需求。
