DMI44×132型沉降过滤式离心机在斜沟煤矿选煤厂的改造实践
2022-06-08郑晓东
郑晓东
(西山煤电集团 斜沟煤矿选煤厂,山西 吕梁 033600)
1 斜沟煤矿选煤厂概况
西山煤电集团斜沟煤矿选煤厂是一座年生产能力15.00 Mt 的矿井型选煤厂,主要生产工艺采用:150~50 mm块煤重介质浅槽排矸,小于50 mm粒级末煤采用有压两段二产品重介质旋流器主再选,1.5~0.2 mm粒级采用TCS智能煤泥分选机分选,分选出的粗精煤泥采用煤泥离心机脱水回收,0.5~0.045 mm煤泥采用沉降过滤式离心机脱水回收,极细粒级细煤泥采用浓缩快开隔膜压滤机脱水回收。目前斜沟煤矿选煤厂有沉降过滤式离心机10台,全部为美国DMI44×132型号产品。
2 工作原理及技术参数
2.1 工作原理
DMI44×132型离心机是一种煤泥水固液分离设备,通过转动产生的离心力使进入设备中的煤浆固液分离。料浆给入转子中的沉降脱水段,在离心力的作用下,煤泥水在沉降脱水段沉降分层,上层清液通过溢流口流出成离心液,下层沉淀的煤泥被螺旋推送器送到筛网脱水段,在筛网脱水段受到刮刀和筛网进一步挤压脱水,同时物料在小于推送器推力的作用下移动到出料端被卸料刮刀刮下成为最终产品。
2.2 技术参数
DMI44×132型离心机技术参数见表1。
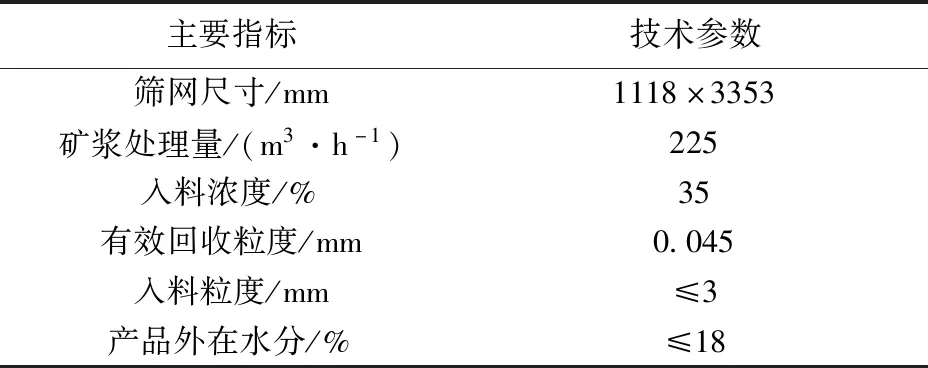
表1 DMI44×132型离心机主要参数
3 存在问题
斜沟煤矿选煤厂在煤泥水脱水系统使用沉降过滤式离心机,用于0.5~0.045 mm煤泥脱水。自投产以来,沉降离心机的自动控制入料、自动启停、自动开启稀释等自动控制系统不够完善;冷却润滑系统存在油温过高的问题,通常维持在70~80 ℃;扭矩传感器测量数据不准,不能有效指导生产。上述问题造成轴承及行星减速器磨损严重,大大缩短了沉降转子使用寿命。另外,沉降过滤式离心机入料量大小还未实现智能控制,仅仅依靠工人经验来判断。在目前选煤厂智能化建设过程中,设备运行状况及生产控制不能满足需要。
沉降过滤式离心机使用过程主要存在以下问题:
(1) 现场对沉降离心机只能进行启停控制,缺乏对生产监控和极具价值的离心机系统数据的采集、监测系统,不具备设备全生命周期监测监控硬件条件,对生产管理和设备状态管理的提升造成阻碍。
(2)沉降离心机进料阀门、稀释阀门、旁通阀门等的控制靠岗位工现场操作,不能根据离心机的运行状态(扭矩监测不具备使用价值)对进料进行实时调控,岗位工作量大,只能依据以往故障处理经验实施,易出差错。
(3)筛网冲洗水的排放没有形成,易造成产品水分高,极容易导致冬季火车冻车事故,故停用,停车后不能冲洗筛篮,虽然不影响正常生产,但影响脱水效果,容易导致物料在刮刀卸料处堵塞。
(4)设备冷却器的冷却面积偏小,润滑系统的降温效果差,轴承座温度偏高。
4 改造措施
(1)对沉降离心机入料阀门、稀释水阀门、旁通阀门依据扭矩变化进行实时调整,全过程自动控制,无需人工干预,系统与选煤厂前期智能化后台系统互通,实现在PAD端进行监测和控制,智能化控制系统如图1所示。
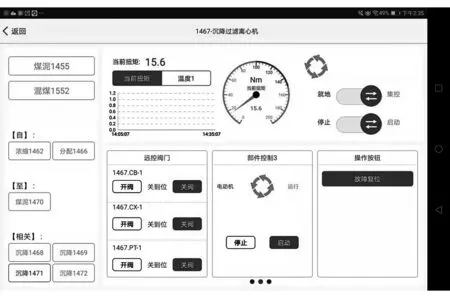
图1 智能化控制系统
(2)扭矩监测传感器由原有的应力监测换成更为准确的称重式监测,振动传感器安装位置接近振动源,并增加一个振动测点,振动测量更准确可靠。各润滑点温度监测使用可靠度更高的传感器,实时监测温度变化,并实现高温报警和停车功能,沉降离心机各运行参数如图2所示。
(3)在沉降离心机下一级设备(刮板输送机)出料溜槽上增加液压切换闸板,在筛网冲洗水开启时,闸板自动切换位置,使冲洗水直接排入地沟,不再进入产品胶带输送机,筛网冲洗水可持续进行,无需担心产品水分的增加。
(4)流量计更换为更先进的法国品牌,可人眼观测流量和液体流动情况,更容易监测润滑系统工况。换热器更换为更大型号的法国品牌换热器,换热性能提高,并对冷却水箱进行改进,增加水箱内水的置换频次,使油温保持在合理区间。
5 效益分析
5.1 社会效益
沉降离心机改造后实现了对入料的自动控制和筛网的自动冲洗,降低了现场岗位工作量。可在PAD端进行控制和监测,职工工作效率提高。实现振动、温度的在线监测,检修人员的现场巡检工作量减少,有效指导设备检修。
5.2 经济效益
振动、温度监测在线显示,并具备可靠检测效果,扭矩传感器更为准确,减少了设备过负荷运转次数,提高了设备运转工况,延长了沉降过滤式离心机转子的大修周期,取得了一定的经济效益。单台沉降转子大修费用为100万元左右,改造前平均使用周期为1.5 a,改造后沉降转子使用周期为2 a左右。斜沟煤矿选煤厂10台沉降离心机,每年沉降转子大修费用可节省:
100万元/1.5 a×10台-100万元/2 a×10台=167万元/a
改进换热器和冷却水箱,使得油温控制在合理区间,润滑油使用周期延长,也取得了一定的经济效益。
6 结 语
DMI44×132型沉降过滤式离心机冷却润滑系统在斜沟煤矿选煤厂改造升级成功,离心机整体运行平稳有序,各轴承温度明显下降,延长了离心机转子的使用寿命,同时也延长了润滑油使用时间,大幅度减轻了职工的劳动强度,取得了显著的经济效益和社会效益。
