干热处理提高脱皮亚麻籽仁蛋白饮料原浆品质及其制备工艺条件优化
2022-05-30董思远高玮张舒宁徐家豪曹凤郝健钟先锋黄桂东
董思远,高玮,张舒宁,徐家豪,曹凤,郝健,钟先锋,3,黄桂东,3*
(1.佛山科学技术学院食品科学与工程学院,广东佛山 528231) (2.深圳市诚致生物开发有限公司,广东深圳 518132) (3.广东省传统发酵食品工程技术研究中心,广东省食品流通安全控制工程技术研究中心,佛山市酿造工程技术研究中心,佛山市农业生物制造工程技术研究中心,佛山市食品非热加工工程技术研究中心,广东佛山 528231)
近年来,随着“植物蛋白基食品”研究浪潮的兴起[1],植物蛋白饮料发展势头迅猛,目前市场上的植物蛋白饮料大都是大豆、花生、核桃、杏仁等传统植物原料生产的产品,亟需开发具有更高营养价值的新品种植物蛋白饮料,以丰富市场产品种类。亚麻籽仁因其富含亚麻酸、蛋白质和膳食纤维等多种营养成分[2],而具有预防心脑血管疾病[3]、预防糖尿病[4]、增强免疫力[5]等多种生物活性。目前已有学者将亚麻籽开发成蛋白饮料,如郑岩[6]和邹寅等[7]分别对亚麻籽仁植物蛋白饮料制备工艺和亚麻籽粕多肽饮料的制备进行了研究,两款饮料都具有降血脂,免疫调节等功效。由此可见,亚麻籽类蛋白饮料具有较好的开发利用价值。
干热处理已成为部分蛋白饮料加工中重要的前处理方法,其对蛋白饮料原浆色泽、营养物质及风味有重要影响。如吴达雄等[8]采用烘烤方法对杏仁进行前处理后,相关氧化酶钝化失活,制得的新型双蛋白杏仁乳饮料外观乳白细腻,同时带有杏仁烘烤香气,且制作时间短、成本低;李伟等[9]也采用烘烤方式对花生进行预处理后,既能使花生牛奶饮料避免了豆腥味,同时产生了具有令人可接受的香味,生产成本也较低。由此可见,干热处理是一种比较适合提高蛋白饮料品质的前处理方法。
因为亚麻籽仁外皮中含有生氰糖苷(机体摄入后可降解为有毒的HCN)[10],所以经过脱皮处理的亚麻籽仁不仅能提高蛋白得率,同时达到脱毒目的。鉴此,本研究选用了金属离子、蛋白质含量等[11]均符合制备植物蛋白饮料要求,且具有优良营养价值的脱皮亚麻籽仁为原料,探究干热处理对脱皮亚麻籽仁蛋白饮料原浆蛋白含量、固形物含量和色泽的影响,并通过Plackett-Burman设计筛选、Box-Behnken设计优化了脱皮亚麻籽仁蛋白饮料原浆制备工艺,以获得较高品质的亚麻籽仁蛋白饮料原浆,为高品质亚麻籽仁蛋白饮料制备提供前提条件,同时为干热处理技术在植物蛋白原浆应用中提供理论依据和借鉴。
1 材料与方法
1.1 材料与试剂
脱皮亚麻籽仁,深圳市某生物开发有限公司提供;牛血清白蛋白标准品、5X考马斯亮蓝G-250,购自索莱宝有限公司;食用小苏打,购自上海枫未实业有限公司。
1.2 仪器与设备
DJ13B-D08EC豆浆机,九阳股份有限公司;ME2002分析天平,梅特勒-托利多仪器(上海)有限公司;HWS-12恒温水浴锅,上海一恒有限公司;722型紫外分光光度计,上海菁华科技仪器有限公司;数字食品温度计,温州米特尔智能科技有限公司;胶体磨,廊坊市顶天轻工机械有限公司;CR-400色差仪,柯尼卡美能达有限公司。
1.3 试验设计
1.3.1 脱皮亚麻籽仁饮料原浆制备工艺流程
烘烤:称取脱皮亚麻籽仁100 g,于90~210 ℃烘烤数秒;
磨浆:将脱皮亚麻籽仁按照合适的料液比(1:6~1:14 g/mL),放入一定温度(30 ~70 ℃ ℃)的食用小苏打溶液(0%~1.0%)中,于豆浆机和胶体磨进行磨浆;
过滤除渣:磨浆后,使用120目滤网进行过滤,除去脱皮亚麻籽仁渣,得到脱皮亚麻籽仁饮料原浆。
1.3.2 评价指标测定方法
1.3.2.1 可溶性蛋白得率的测定
采用考马斯亮蓝法,结合王孝平[12]和柳荫等[13]等的研究方法略做修改。
标准曲线的绘制:取5支试管,加入0、0.04、0.08、0.12、0.16、0.2 mL的0.05 mg/mL标准蛋白质溶液,补水至1.0 mL。然后各加入5 mL1 X考马斯亮蓝试剂,充分振荡混合(振荡次数保持一致),静止3 min后在波长595 nm处,以0 mL为空白,测定各管的吸光度值,连续3次试验求平均值。以标准蛋白质浓度(X)为横坐标,吸光度值(Y)为纵坐标绘制蛋白标准曲线[14],如图1。可以看出,标准蛋白含量与吸光度呈线性关系,测得的回归方程为y=5.6936x+0.0087(R2=0.9991),说明标准品浓度在0~0.2 mg/mL范围与被测物质质量浓度呈现良好的线性关系。
1.3.2.2 脱皮亚麻籽仁饮料原浆可溶性蛋白得率计算
参考张永芳等[15]的方法略做修改,取原浆1.0 mL于100 mL容量瓶进行稀释,加入考马斯亮蓝溶液后,比色测定出吸光度,代入得出的回归方程,求出相对应的蛋白质的含量,然后根据式(1)进行计算,得出可溶性蛋白得率。
式中:
m1——脱皮亚麻籽仁饮料原浆可溶性蛋白质量,g/100 g;
m2——脱皮亚麻籽仁蛋白质量,21.6 g/100 g[11]。
1.3.2.3 脱皮亚麻籽仁饮料原浆可溶性固形物含量的测定
可溶性固形物含量是食品工业饮料评价的一个重要参数[16],主要包括膳食纤维、糖、维生素等,该指标能表示脱皮亚麻籽仁饮料原浆中溶解的营养成分含量。所以脱皮亚麻籽仁饮料原浆可溶性固形物含量参考GB/T 12143-2008[17]测定。
1.3.2.4 脱皮亚麻籽仁饮料原浆色度值的测定
饮料的外观是影响饮料品质重要因素之一,而干热处理会影响饮料感官品质,如饮料的颜色等。所以饮料原浆色度值的测定参考张磊[18]的研究方法略做修改,将适量原浆置于玻璃比色皿中,以透射模式测定样品,得到CIELAB颜色参数,其中L*表示亮度,a*表示绿色(-)到红色(+)轴上的色调,b*表示蓝色(-)到黄色(+)轴上的色调[19],所有测定重复三次。
1.3.3 单因素试验设计
为得到高品质的脱皮亚麻籽仁饮料原浆,以可溶性蛋白得率、可溶性固形物含量和原浆色度值为指标,对脱皮亚麻籽仁饮料原浆制作工艺中烘烤时间(15、30、45、60和75 s)、烘烤温度(90、120、150、180和210 ℃)、料液比(1:6、1:8、1:10、1:12和1:14 g/mL)[20]、小苏打用量(0%、0.25%、0.5%、0.75%和1.0%)[21]、磨浆温度(30、40、50、60和70 ℃)、磨浆次数(1粗磨、1粗磨+1细磨、1粗磨+2细磨、2粗磨+2细磨、2粗磨+3细磨)进行单因素试验,细磨的作用是使浆液籽粒细化,以便使可溶性蛋白最大限度地溶解出来[22],且为后续筛选和优化试验奠定基础。各因素水平表如表1所示。
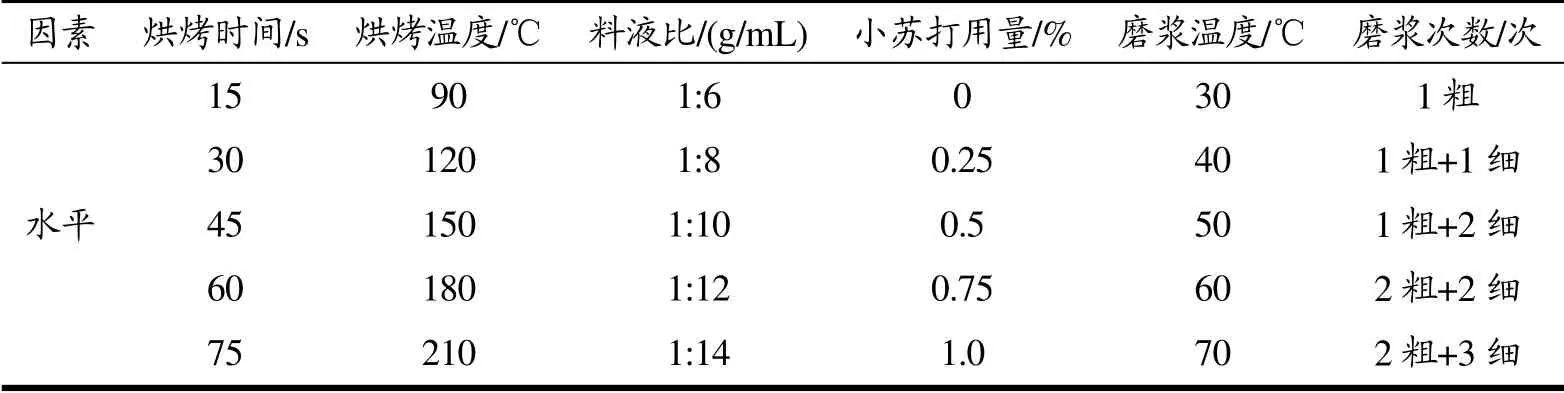
表1 单因素试验设计Table 1 Single factor trial design
1.3.4 Plackett-Burman法筛选影响脱皮亚麻籽仁饮料原浆品质的关键因素
为了得到对脱皮亚麻籽仁饮料原浆品质影响显著的因素,本研究采用了Plackett-Burman试验设计进行筛选,选取了试验次数N=12的试验设计,对液料比(A)、小苏打用量(B)、磨浆温度(C)、烘烤时间(D)、烘烤温度(E)、磨浆次数(F)6个因素进行考察,同时设定G一列虚拟变量以考察试验误差,每个单因素分别选取低、高水平[23],响应值为可溶性蛋白得率、可溶性固形物含量和脱皮亚麻籽仁原浆的L*为指标。具体试验设计见表2。

表2 Plackett-Burman试验设计因素及水平Table 2 Plackett-Burman test design factors and levels
1.3.5 Box-Behnken响应面法优化脱皮亚麻籽仁饮料原浆制备工艺
经Plackett-Burman试验筛选,得到了3个显著影响脱皮亚麻籽仁饮料原浆品质的因素,分别是液料比(A)、烘烤温度(E)、磨浆次数(F)。随后,采用Box-Behnken响应面法对此制备工艺进一步优化。鉴于前期研究中,可溶性固形物含量模型(p>0.05),判断模型不显著。所以设计了以液料比(A)、烘烤温度(B)、磨浆次数(C)为自变量,以可溶性蛋白得率、原浆的L*为因变量的17个处理组(表3)。
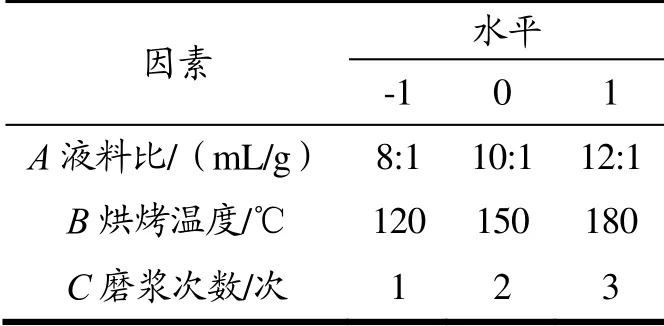
表3 Box-Behnken响应面设计因素及水平Table 3 Design factors and levels of Box-Behnken response surface
1.3.6 数据处理
数据结果重复测定3次及以上,以¯x±s表示,且用SPSS 23.0软件进行ANOVA显著性差异分析,并用Origin 2018软件绘图。响应面图采用Design-Expert 10.0.7进行分析。
2 结果与讨论
2.1 单因素试验结果与分析
2.1.1 烘烤时间对脱皮亚麻籽仁饮料原浆品质的影响
由图2可知,随着烘烤时间延长,可溶性蛋白得率显著增加(p<0.05),这是因为随着升温原浆体系黏度下降、传质速度增大[24],分子的扩散速率增加,从而使得率增大。在烘烤时间为45 s时得率最高,达到45%。烘烤时间继续延长,得率发生下降,这是因为烘烤导致蛋白质与亚麻籽仁基质中的其他组分形成复合物[25],从而降低蛋白得率。另外随着烘烤时间延长,可溶性固形物含量下降,这是因为11~12 s亚麻仁蛋白构象的二硫键和二硫-巯基相互作用,经过加热会使蛋白质聚集[26]从而导致可溶性降低,进而造成可溶性固形物含量下降。然而随着时间延长,在15~30 s原浆的亮度值L*显著增加(p<0.05),原浆接近乳白色。继续增加烘烤时间,原浆亮度值L*无显著变化(p>0.05),是因为烘烤过度会使亚麻蛋白变性和油脂氧化,从而使原浆褪色。同样,原浆的黄色值b*在15~30 s显著增加,在30 s后b*下降,这是由于脱皮亚麻籽仁中的一种必需脂肪酸a-亚麻酸[27]遇到高温发生脂肪氧化反应从而降低原浆的黄色值。最后原浆的绿色值a*在15~30 s无显著变化(p>0.05),在30~45 s显著增加(p<0.05),在45 s之后与b*呈相同的趋势,经过烘烤处理造成原浆的色泽变化,一方面因为在高温下发生美拉德反应和焦糖化反应;另一方面可能与多酚类以及黄酮类等呈色物质含量变化有关[28]。
2.1.2 烘烤温度对脱皮亚麻籽仁饮料原浆品质的影响
由图3可知,可溶性蛋白得率随着烘烤温度升高,呈先升高后降低的趋势,烘烤温度为150 ℃时得率最高。烘烤温度过高或过低,不利于亚麻蛋白的溶出。这是因为随着烘烤温度逐渐升高,亚麻蛋白变性,导致油脂和蛋白质的紧密结合状态被破坏,同时细胞壁的渗透性增加[29],使得率增加。但当烘烤温度过高时,高温会使原料容易焦化,导致得率下降[30]。烘烤温度升温,可溶性固形物含量与蛋白得率趋势相同,这是因为烘烤温度过高会使脱皮亚麻籽仁中的部分可溶性膳食纤维和矿物质在超过150 ℃时会由于脱水而逐渐焦化,进而被破坏。而L*和b*也与可溶性固形物含量趋势相同,这是因为烘烤过度会使脱皮亚麻籽仁的可溶性固形物脱水而焦化,从而使原浆的亮度值L*和黄色度b*下降。而随着烘烤温度升高,原浆的绿色值a*呈先下降后上升再下降的趋势,这是因为烘烤过度原浆发生美拉德反应和脂肪氧化反应导致绿色值下降。
2.1.3 料液比对脱皮亚麻籽仁饮料原浆品质的影响
由图4可知,在料液比由1:6增加到1:8时,可溶性蛋白含量较少,蛋白质与水没有得到完全水合,还无法完全磨透,影响了亚麻蛋白的提取,蛋白质随着仁渣流失。当水与脱皮亚麻籽仁的液料比为1:10时,可溶性蛋白得率达到最高。而液料比从1:12增加到1:14时[31],蛋白质溶出达到饱和,蛋白浓度随着用水量的增多而被稀释,从而使蛋白得率下降,而且在生产设计中用水量不能任意增加,还应该考虑产品浓度和最终蛋白含量的要求。此外,由于水的稀释,可溶性固形物含量随着料水比的增加而减少,说明在料液比超过1:6时用水量增多会稀释可溶性固形物含量的浓度。随着料液比的提高,原浆的亮度值L*和黄色值b*,绿色值a*呈一直下降的趋势,这是因为用水量增多会稀释了原浆中可溶性固形物浓度,从而降低原浆的色度值。
2.1.4 小苏打用量对脱皮亚麻籽仁饮料原浆品质的影响
由图5可知,溶液中的碱过低,导致蛋白质不能溶解到碱液里。而溶液pH升高会使蛋白质水解成小分子多肽或者水解成氨基酸更加明显,使得率显著上升,但是过高的碱浓度会使部分蛋白质发生变性[32]。这是因为小苏打起到助溶剂、软化剂的作用,同时使pH升高,能提高蛋白溶解度,使非水溶性蛋白质转化为水溶性蛋白质,从而提高了原浆的蛋白质含量[33]。随着小苏打浓度增加,总体来说,可溶性固形物含量和原浆的色度值均呈上升的趋势,因为脱皮亚麻籽仁结构由于碳酸氢钠溶液处理而被软化,这将有助于内容物离开脱皮亚麻籽仁内部并增加原浆的丰满度。在小苏打浓度为0.25%时,原浆的可溶性蛋白得率和亮度值L*最高。
2.1.5 磨浆温度对脱皮亚麻籽仁饮料原浆品质的影响
由图6可知,磨浆温度从30 ℃上升到50 ℃时,可溶性蛋白得率和可溶性固形物含量逐渐增加。而磨浆温度达到50~70 ℃时,原浆的可溶性蛋白得率和可溶性固形物含量反而下降。这是因为以热水磨浆时,结构非常紧密的亚麻蛋白会解体、展开,将肽键和能提高束缚水能力的极性侧链暴露于表面,而后者导致蛋白质溶解。部分膳食纤维和矿物质的结构被高温破坏,所以可溶性固形物含量也相应降低。而随着磨浆温度的提高,原浆亮度值L*和原浆绿色值a*均呈下降的趋势,这是因为磨浆温度超过部分膳食纤维和矿物质的耐受温度,从而被破坏。反而原浆黄色值b*均呈上升的趋势,这是因为温度逐渐升高,原浆发生美拉德反应导致原浆黄色值上升。因此从影响蛋白得率和可溶性固形物含量来考虑,磨浆最佳温度为50 ℃。
2.1.6 磨浆次数对脱皮亚麻籽仁饮料原浆品质的影响
由图7可知,磨浆一次时,蛋白得率较低,而磨浆两次时,亚麻蛋白得率显著上升(p<0.05)。磨浆次数再增加时,对蛋白得率影响不明显。磨浆过程就是对致密组织的捣碎作用,捣碎得越厉害,亚麻蛋白质就越容易游离出来,溶解到水中。磨浆设备对脱皮亚麻籽仁组织的捣碎能力是一定的,当已达到设备的能力极限时,再增加磨浆次数,对蛋白得率影响不大,结合实验结果以及能耗和时间成本,选择磨浆两次[34]。另外,可溶性固形物含量变化随着磨浆次数的增加而持续上升,这是因为脱皮亚麻籽仁不断被剪切磨细,溶出率增加,使难溶的膳食纤维和矿物质更容易溶解。由于更多的可溶性固形物被溶解出来,所以导致原浆的色度值均呈上升的趋势。
2.2 Plackett-Burman试验结果与分析
基于单因素结果,采取Plackett-Burman实验设计[35]筛选对脱皮亚麻籽仁饮料原浆品质影响显著的因素。由表4、表5、表6和表7可知,蛋白得率和L*的Plackett-Burman试验设计模型极显著(p<0.01),可溶性固形物Plackett-Burman试验设计模型不显著(p>0.05)。因此,在后续的Box-Behnken实验设计中,不再选择可溶性固形物含量作为指标值。Plackett-Burman试验结果表明,液料比和磨浆次数对可溶性蛋白得率和L*影响最显著(p<0.01),其次为烘烤温度对可溶性蛋白得率和L*影响显著(p<0.05),小苏打用量、磨浆温度和烘烤时间的影响不显著。因此,选择液料比、烘烤温度,磨浆次数3个因素进行Box-Behnken响应面优化研究。
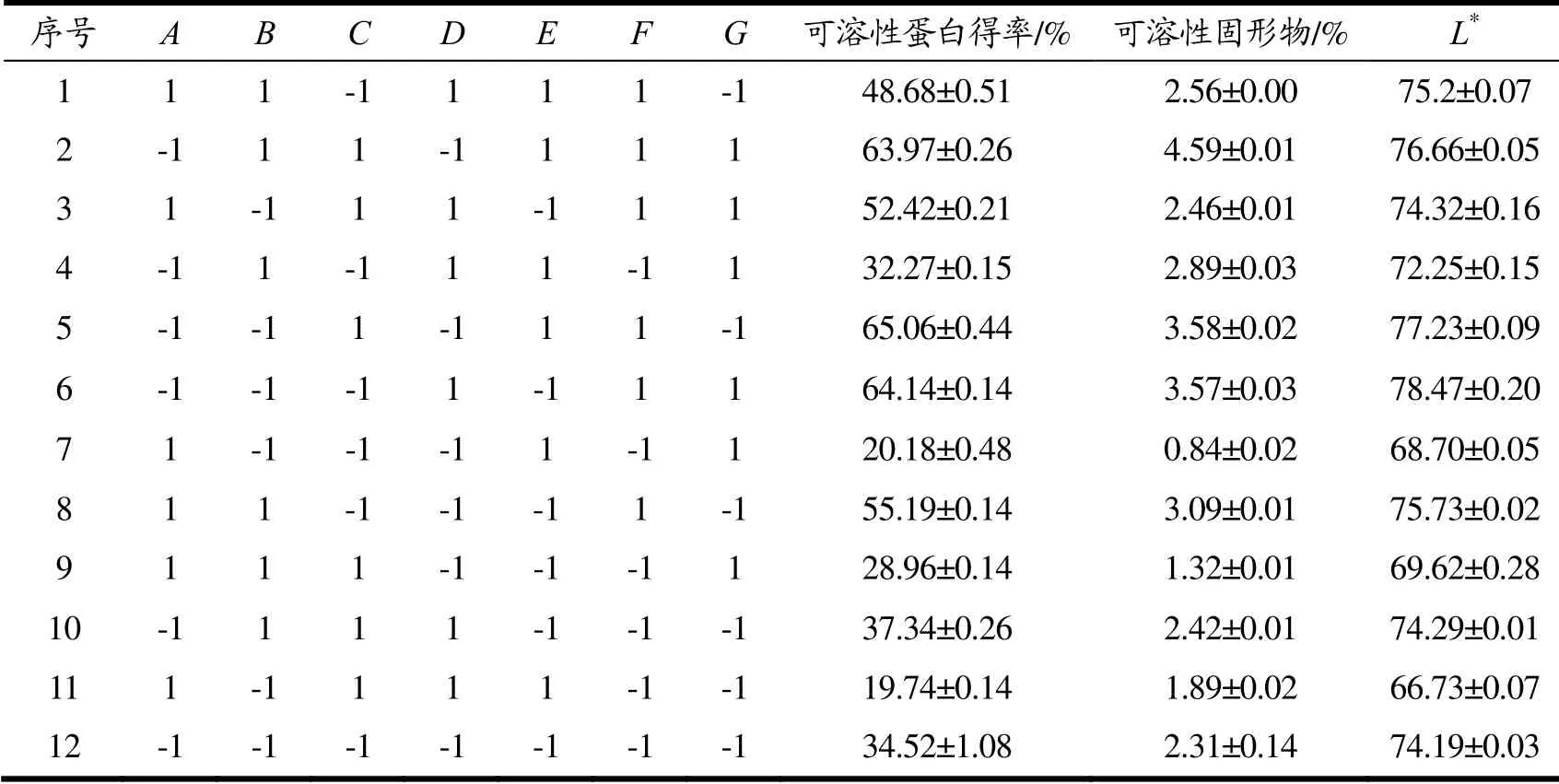
表4 Plackett-Burman试验设计结果Table 4 Plackett-Buman test design results
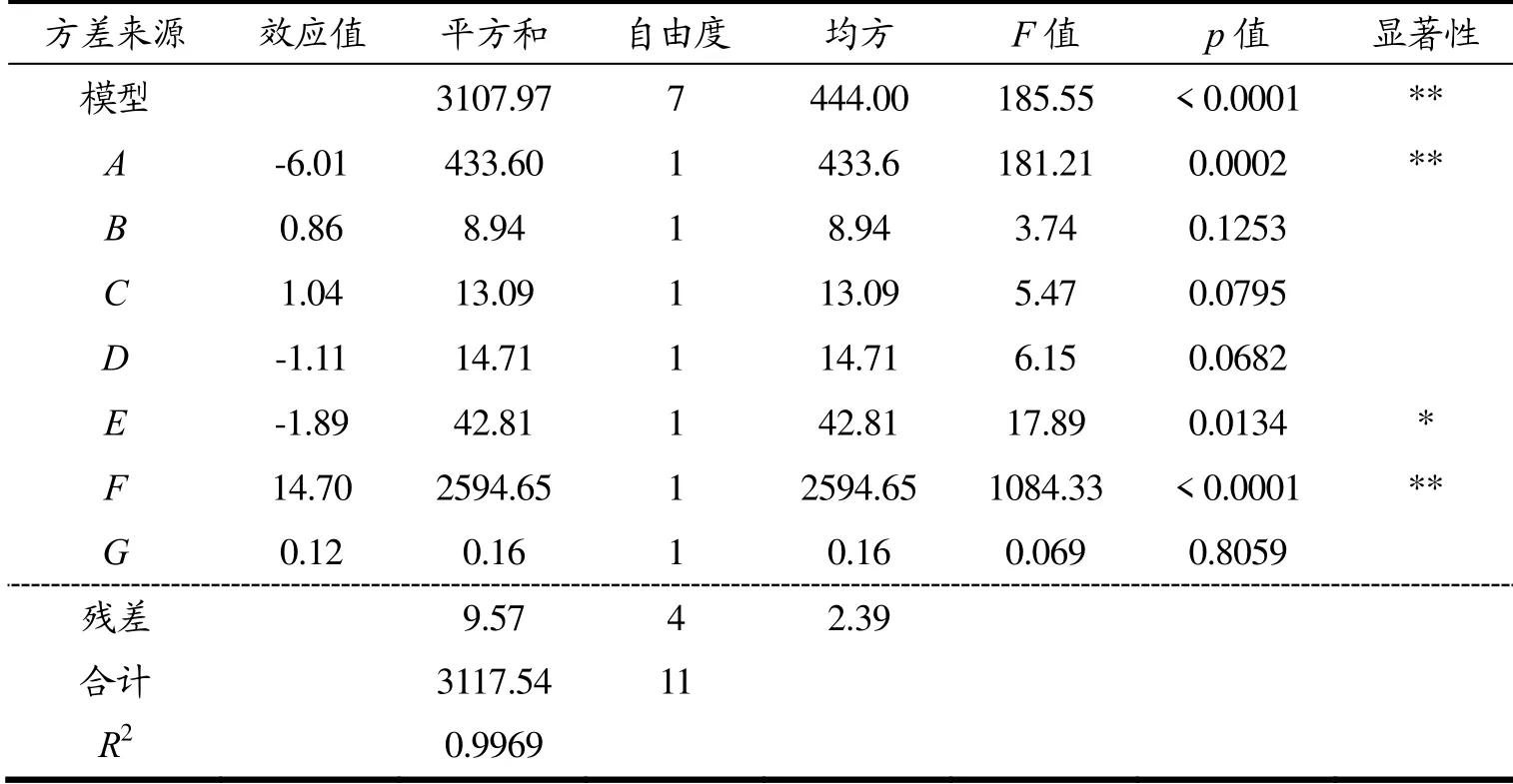
表5 可溶性蛋白得率Plackett-Burman试验设计结果方差分析Table 5 Analysis of variance of soluble protein yield Plackett-Burman test design results

表6 可溶性固形物Plackett-Burman试验设计结果方差分析Table 6 Analysis of variance of design results of soluble solids Plackett-Burman test

表7 L* Plackett-Burman试验设计结果方差分析Table 7 Analysis of variance of L* Plackett-Burman test design results
2.3 制备工艺条件响应面优化结果与分析
2.3.1 Box-Behnken试验设计及方差分析
根据Plackett-Burman试验结果,以可溶性蛋白得率和L*为指标值,进行Box-Behnken试验设计,如表8所示。Box-Behnken试验设计是工艺优化最常用的方式,通过对回归方程的分析寻求最优工艺参数、各因素的最佳组合和相应最优值。
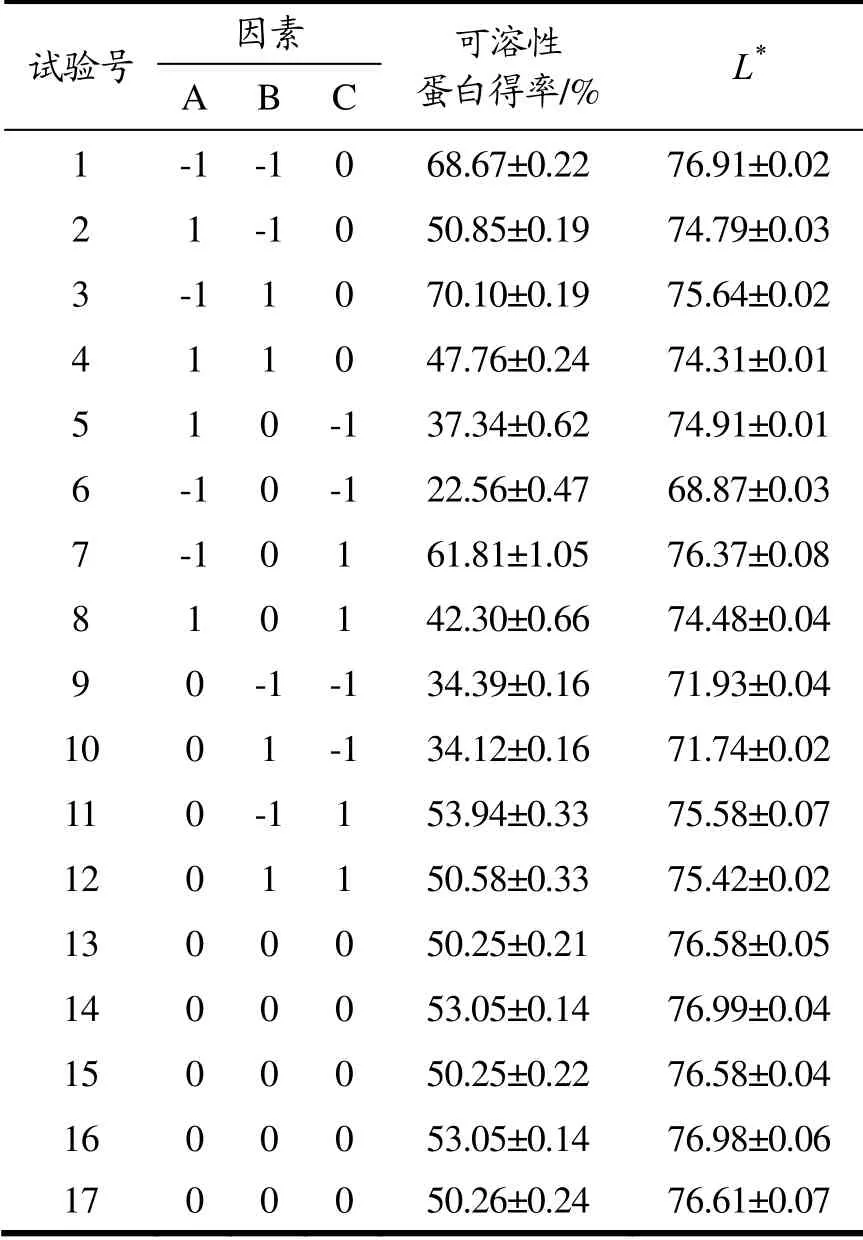
表8 Box-Behnken优化设计结果Table 8 Results of Box-Behnken optimization design
2.3.1.1 基于可溶性蛋白得率的Box-Behnken试验设计结果及方差分析
从表9可以看出,F=81.32,p<0.0001,模型极显著。通过ANOVA分析,获得回归方程:Y=51.37-9.31A- 0.66B+10.03C-1.13AB-1.18AC-0.77BC+2.86A2+5.11B2-13.23C2。
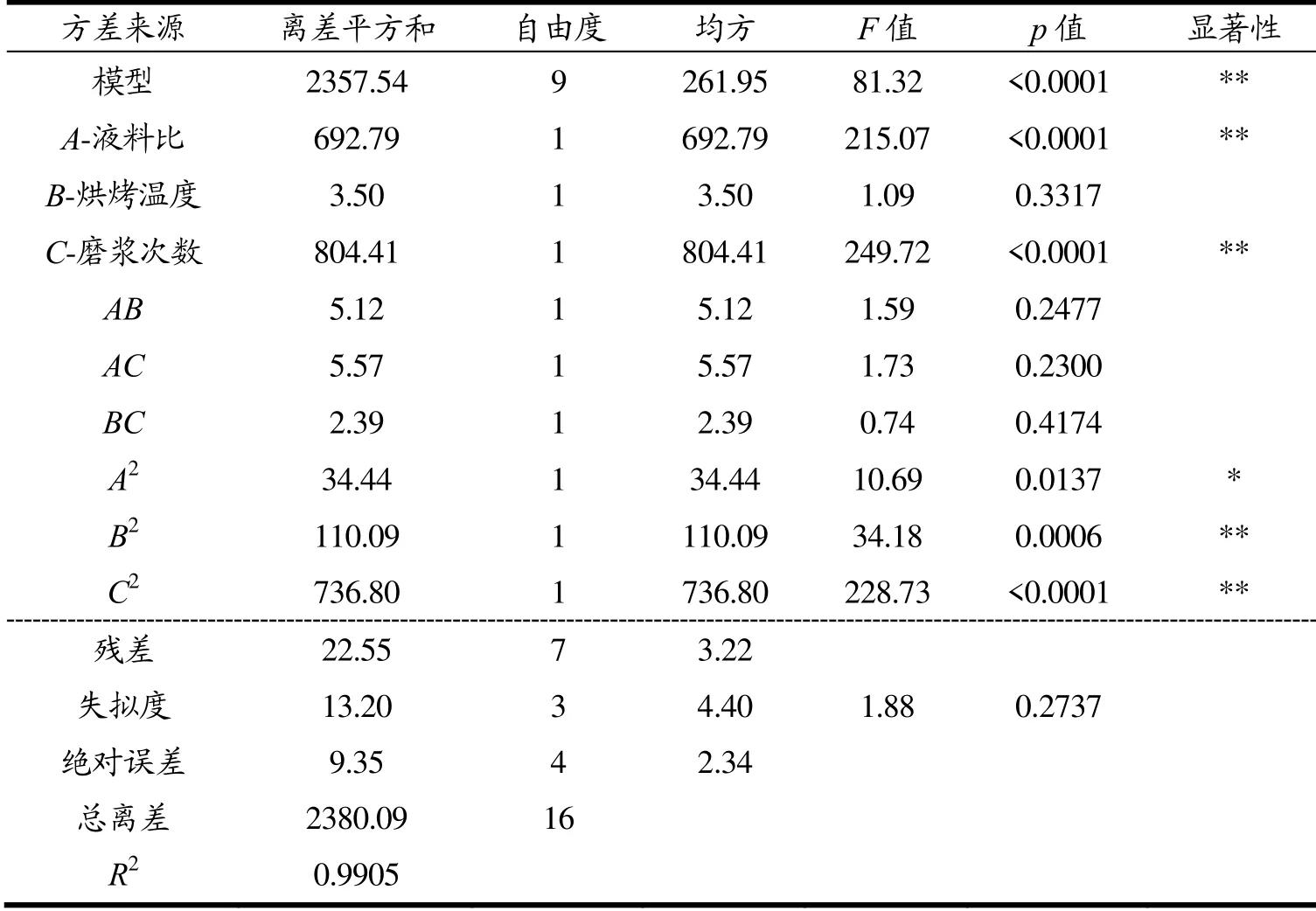
表9 可溶性蛋白得率回归模型方差分析Table 9 Analysis of variance of regression model for soluble protein yield
试验结果中,影响极显著(p<0.01)的项目有:A、C、B2、C2;影响显著(p<0.05)的有:A2;各因素对脱皮亚麻籽仁可溶性蛋白得率的影响程度为:C(磨浆次数)>A(料液比)>B(烘烤温度)。各自变量与指标值之间是一种非线性关系。方程的回归系数R2=0.9905,证明模型拟合良好,有超过99.05%的试验数值适用该方程。模型的修正系数R2Adj=97.83%表明该模型较好地反映了各因素的关系。因此,本试验各因素与脱皮亚麻籽仁饮料原浆可溶性蛋白得率之间的关系可以使用该回归方程来表示。综上所述,以可溶性蛋白得率为指标,优化脱皮亚麻籽仁饮料原浆的制备工艺,可用该模型进行预测与分析。
2.3.1.2 基于L*的Box-Behnken试验设计结果及方差分析
从表10可以看出,F=20.47,p<0.0001,模型极显著。通过ANOVA分析,获得回归方程:Y=76.75-1.42A-0.26B+1.80C+0.20AB+1.04AC+(5.850E-003)BC-0.67A2-0.66B2-2.42C2。

表10 L*回归模型方差分析Table 10 Analysis of variance of L* regression model
试验结果中,影响极显著(p<0.01)的项目有:A、C、C2;影响显著(p<0.05)的有:AC;各因素对脱皮亚麻籽仁L*的影响程度为:C(磨浆次数)>A(料液比)>B(烘烤温度)。方程的回归系数R2=0.9634,表明模型具拟合良好,有超过96.84%的试验值适用该方程。模型的修正系数R2Adj=91.63%表明该模型较好地反映了各因素的关系,而失拟项p=0.0079<0.01,失拟项显著,表示说明模型有效,构建成功,能够较好地预测试验值。
2.3.2 因素间的交互作用对于对脱皮亚麻籽仁饮料原浆品质的影响
2.3.2.1 可溶性蛋白得率响应面优化试验分析结果与分析
在两因素交互三维图中(见图8),交互作用的强弱可由等高线的形状反映出来,椭圆表示交互作用明显,越接近圆形代表交互作用越不显著。结合响应面方差分析可知,在两两因素的交互作用对蛋白含量的影响中,pAB=0.2477>0.05、pAC=0.2300>0.05、pBC=0.4174>0.05,即液料比、烘烤温度、磨浆次数两两交互作用不显著。
2.3.2.2L*响应面优化试验分析结果与分析
在两因素交互三维图中(见图9),结合响应面方差分析可知,在两两因素的交互作用对L*的影响中,pAB=0.5614>0.05、pAC=0.0150<0.05、pBC=0.9861>0.05,即液料比和烘烤温度、烘烤温度和磨浆次数的交互作用不显著,液料比和磨浆次数交互作用显著,这与方差分析一致。
2.4 制备工艺条件优化及验证
根据响应面试验优化结果,得到脱皮亚麻籽仁蛋白饮料原浆最优制备工艺为:磨浆温度为50 ℃,液料比为8.03:1 mL/g,小苏打用量为0.25%,烘烤时间为45 s,烘烤温度为120.03 ℃,磨浆次数为2.2次,在此条件下,脱皮亚麻籽仁饮料原浆可溶性蛋白得率为70.104%,L*为77.332。为进一步验证响应面法优化结果的可靠性,且考虑到试验操作方便性,将得到的最佳工艺条件定为:磨浆温度为50 ℃,料液比为1:8 g/mL,小苏打用量为0.25%,烘烤时间为45 s,烘烤温度为120 ℃,磨浆次数为1次豆浆机粗磨+1次胶体磨细磨,进行了三次平行验证实验,测得可溶性蛋白得率的平均值为70.15%,L*平均值为77.32,试验结果与理论值相近,其相对误差为0.046%和0.012%。
3 结论
本文研究了干热处理对脱皮亚麻籽仁蛋白饮料原浆蛋白含量、固形物含量和色泽品质的影响,同时对脱皮亚麻籽仁原浆制备工艺进行了优化。以脱皮亚麻籽仁蛋白饮料原浆的可溶性蛋白得率、色度值L*为指标,通过Plackett-Burman设计筛选、Box-Behnken设计优化得到的脱皮亚麻籽仁蛋白饮料原浆料原浆制备最佳工艺条件为:磨浆温度为50 ℃,料液比为1:8 g/mL,小苏打用量为0.25%,烘烤时间为45 s,烘烤温度为120 ℃,磨浆次数为1次豆浆机粗磨+1次胶体磨细磨,在此优化条件下,制备的脱皮亚麻籽仁原浆测得可溶性蛋白得率为70.15%±0.046%,L*为77.32%±0.012%,与理论值相近,说明原浆蛋白质含量高,色泽乳白,同时带有烘烤香气。所得结果有利于提高植物蛋白饮料原料的品质,对亚麻籽类蛋白饮料的研究与开发有一定科学借鉴价值。
