涂层强化割台刀的失效分析
2022-05-29付金辉柯长松周艳文孙琳凡李灵敏
付金辉,柯长松,周艳文,司 彪,孙琳凡,李灵敏
(1.辽宁科技大学 材料与冶金学院,辽宁 鞍山 114051;2.中国农业机械化科学研究院集团有限公司,北京 100083)
提高农业机械化水平是引导农业高质量发展的推动力之一,也是农业现代化的重要衡量指标[1]。截止到2020年,我国农业机械化综合技术水平从2011年的54%提升至70%,取得了重大进展[2]。以进一步提高社会经济效益为主要前提,农业机器工程自动化、信息化和智能化等技术发展均取得重要成果,与此同时面临更多的挑战。国产农业机械大多是小型机械,质量较差,农机刀具的质量制约农业机械的性能,减缓我国农机化提升速度及农作物生产效率[3]。我国目前使用的大型联合收割机等机械依赖进口,一台收割机进口均价约3.2万美元。大型收割机全车刀片达44种,包括割台刀片、滚道和粉碎动刀片、粉碎定刀片等,这些刀片同样依赖进口。在新疆及黑龙江地区,刀片平均市场用量2~3万片。对于大型进口农用机械而言,如果进口备件被禁运,则整机将不能作业,因此备件国产化势在必行。
国产农机刀片通常采用65Mn钢材质[4],使用寿命1 000~2 000小时,而进口农机刀片的使用寿命可达3 000小时以上,约为国产的一倍。收割机刀片进口的终端价格在120元以上,而国产的只有30~40元,进口和国产配件价格差很大。因此,提高国产刀片质量,完成进口替代在成本上势在必行。
常用的农用机械一般包括耕犁机、水稻收割机等,刀具的工作环境复杂多样。耕犁刀用于翻土、开垦等农耕作业时,直接与土壤环境接触,土壤中的碎石、沙土、砂石等硬质颗粒使农机刀具表面磨损开裂[5]。农作物的草根残茬或水稻等含有草酸等腐蚀性介质,会在收割过程腐蚀农机刀具。农田土壤环境中的各种肥料、农药等物质也具有腐蚀性,在耕种时不但会磨损农机零部件的表面,还会侵蚀刀具表面。这些都会造成农机刀具的破损和失效。大型农用机械备件的多样性和使用条件的复杂性,使进口替代刀具的研制任重而道远。
为解决这些问题,本文对国外进口的割台刀的基体、涂层及失效形式进行分析,为割台刀国产制备找到更优的强化方式,减少涂层的开裂和脱落,才能使国内的农机刀具的性能赶超国外产品。
1 实验方法
实验材料选用美国迪尔公司S660收割机割台刀。将割台刀分为刀尖和刀身两个部分取样,试样尺寸均为20 mm×5 mm×5 mm。
采用直读光谱成分分析进口刀具的基体和涂层成份;利用显微硬度计和洛氏硬度计测试样硬度;金相显微镜观察刀尖刃口处和刀身中心处的金相组织;扫描电子显微镜观察刀尖斜边和直边的表面形貌和元素分布;扫描电子显微镜观察涂层失效处形貌。
2 实验结果与分析
2.1 基体分析
利用直读光谱仪分析进口刀具的刀尖刃口区和刀身中心区金属成分,成份为:w(C)=0.508%,w(Si)=0.206%,w(Mn)=0.983%,余量为Fe,残余不计。与国产钢的成份对比,判断基体材质为50Mn钢。
采用显微硬度计在刀尖的刀刃及刀身的边部、心部施加1 kg力,测量三次取平均值,结果差异不大,均为460Hv。采用洛氏硬度计重复测量为45HRC,两者数值基本一致。
通过金相显微镜观察刀尖刃口区和刀身中心区的金相组织,为混晶马氏体组织,如图1所示。推测进口农机刀具基体为淬火后中低温回火的50Mn钢。50Mn钢常用于制造在高载荷作用下对耐磨性有高需求的零件,与农机刀具所要求的性能相吻合。锰钢具有高硬度,因层错能较高,还具有良好的耐磨性能。
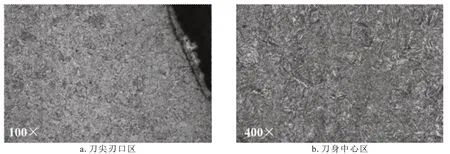
图1 刀尖刃口区和刀身中心区显微组织Fig.1 Microstructures in tip edge area and body center area of knife
2.2 涂层分析
金相显微镜观察割台刀刀尖表面涂层形貌,如图2所示。割台刀刀尖的斜边涂层薄,直边涂层厚,大约为100~150μm,涂层与基体结合良好,结合处有咬合现象,两者结合方式为机械结合。

图2 割台刀刀尖截面涂层形貌Fig.2 Coating morphologies of tip section of cutting knife
扫描电镜观察与成分分析割台刀刀尖斜边为单层涂层,结果如图3所示。斜边单层涂层为含稀土的镍基涂层,具有提高耐磨性和防腐蚀的作用。镍基自熔性合金粉末兼具润湿性好、耐蚀性好、自润滑等优点[6],适合作为耐磨性能要求较高的强化层。粉末中含有Ni、Cr、Si、Fe等元素,其中Ni元素的质量分数一般在70%左右,Si元素可以改善涂层润湿性,提高涂层与基体的结合力[7]。镍基涂层中还掺杂了稀土元素Yb和Ta,可以改善涂层的组织,提高涂层的硬度及耐磨性。此外,掺杂稀土元素可以提高镍基自熔性粉末的湿润性及流动性,降低孔隙率,并使涂层表面光滑平整[8]。
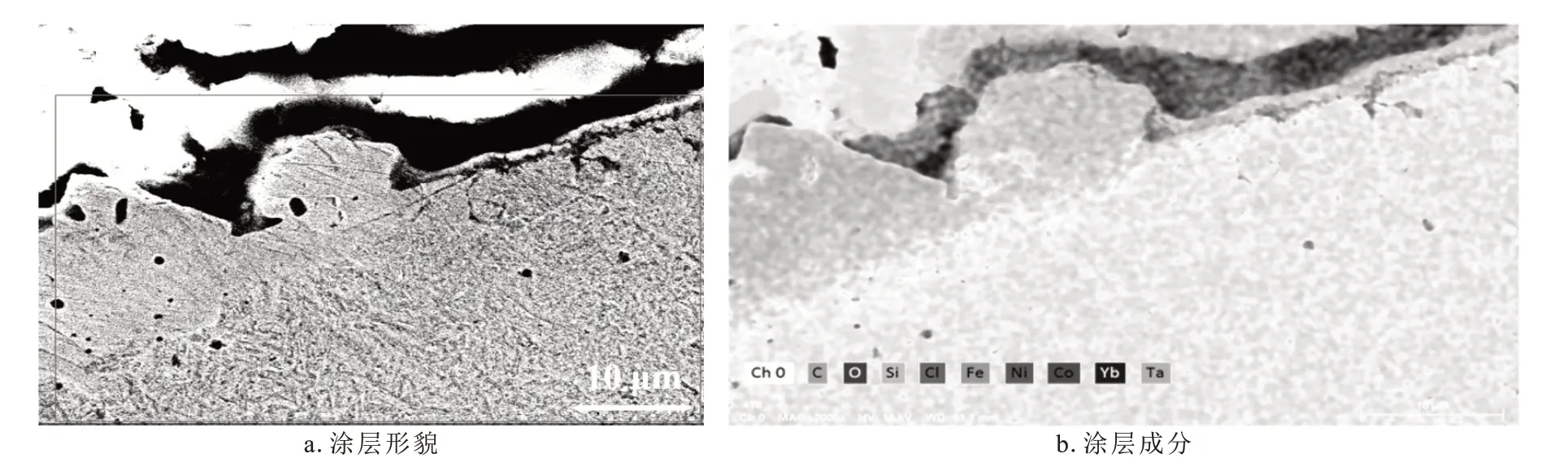
图3 刀尖斜边涂层形貌与成分Fig.3 Coating morphology and compositions of hypotenuse of knife tip
割台刀刀尖直边为双层涂层,形貌如图4所示。能谱成份显示,黑色内层涂层与基体间的粘结层为含稀土的镍基涂层,具有强化与基体结合力和防腐蚀作用。白色外层涂层为含碳陶瓷WC(碳化钨)颗粒增强的镍基涂层。
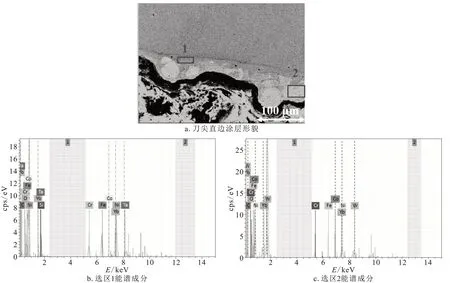
图4 刀尖直边外层涂层形貌与成分Fig.4 Morphology and compositions of outer coating on straight edge of knife tip
金属陶瓷粉末WC具有高硬度和热导率,经常作为耐磨涂层中的增强相。在合金粉末中加入适量的WC粉末,可在涂层中形成大量的WC硬质相颗粒弥散其中,从而提高涂层的硬度,使其具有极高的耐磨性能[9]。对于镍基耐磨涂层,WC颗粒作为增强相是性价比最优的选择。因为相对于铁基自熔性粉末,镍基自熔性粉末的熔点较低,大约1 125℃,可以避免WC颗粒在喷涂过程中分解过快。此外,WC颗粒与铁基自熔性粉末的润湿性与镍基自熔性粉末相比较差,钴基自熔性粉末与WC颗粒润湿性最好,但成本太高[10]。因此,镍基WC复合涂层是应用最广泛的耐磨涂层。
2.3 失效分析
涂层失效有两种表现形式:基体开裂和涂层脱落,腐蚀形貌如图5所示。图5a中,虚线之间未被腐蚀的厚度约为5μm,腐蚀部分为涂层的粘结层。虚线以下腐蚀部分为基体,裂纹从粘结层贯穿到基体。也就是说,当粘结层与基体结合良好时,裂纹起始于硬质层与粘结层界面的某个缺陷处。硬质层破损失效的同时,裂纹穿透粘结层,并沿基体的原始奥氏体晶界扩层,终止于基体中。图5b中,未被腐蚀的涂层厚度约为3μm,粘结层与基体在界面处分离。粘结层保持完好,但与基体的机械咬合完全分离,与表面硬质层也完全分离。在外力作用下或使用过程中,涂层完全脱落不可避免。
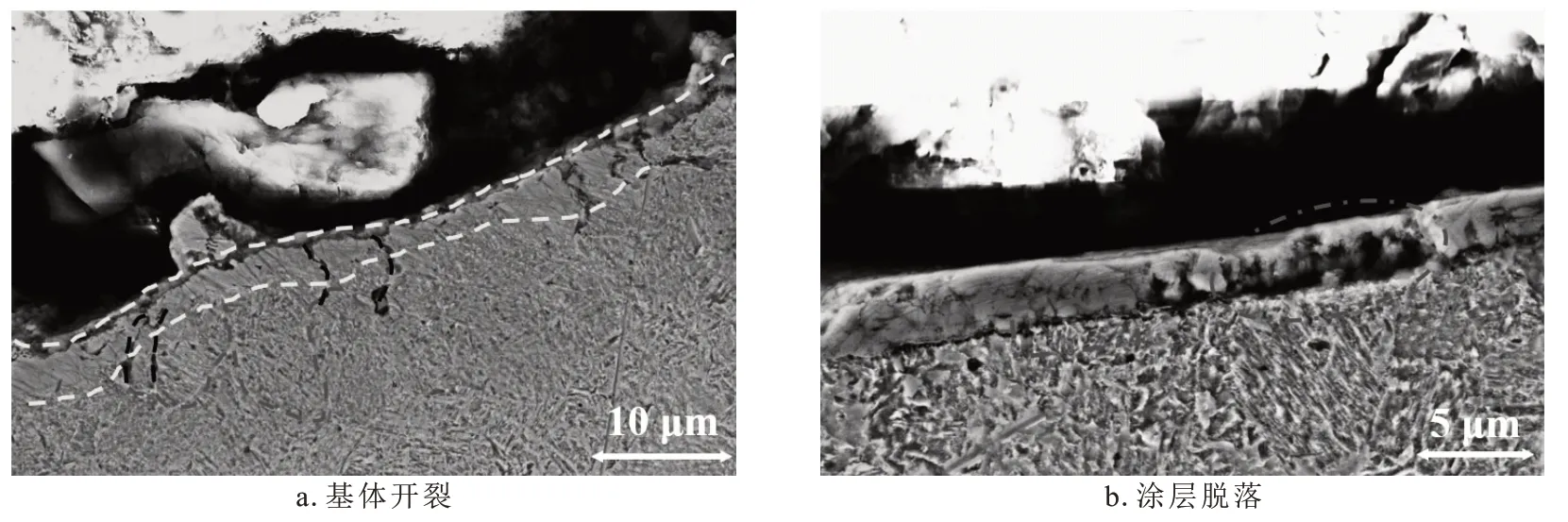
图5 涂层脱落处形貌Fig.5 Morphologies of peeling part of coating
涂层与基体的良好结合十分重要。如果涂层大面积脱落,将使基体完全暴露于使用环境,从而使涂层的耐磨性完全失效。粘结层与基体完好结合,虽然可能引发涂层到基体的开裂,但这种情况是硬质耐磨涂层失效情况下才产生的。因此,建议在对刀具实施表面增强涂层的喷焊处理时,确保基体的表面清洁,使之与粘结层完好结合。
3 结论
进口割台刀的刀具基体材质为50Mn钢,采取整体淬火后低中温回火的热处理方式,基体金相组织为混晶回火马氏体,硬度为45HRC。割台刀刀尖的斜边单层涂层为含稀土镍基涂层,直边双层涂层中与基体相接的内层涂层为含稀土镍基涂层,外层为含陶瓷WC颗粒和稀土的镍基涂层。刀片耐磨防腐涂层材料结构为基体表层组织-粘结层组织-颗粒增强金属基复合涂层,这些组织的协同调控与优化匹配是获高强韧性和耐磨服役寿命的关键。增强涂层在喷焊前,对基体清洁处理,使粘结层与基体良好结合,是涂层有效的关键。
