套类制件冷镦成形工艺与模具设计
2022-05-27朱纹昊周露洋陈志强
张 威,朱纹昊,周露洋,陈志强
(中车眉山车辆有限公司,四川眉山 620010)
1 套环制件介绍
图1所示套环常与铆钉配合使用,其设计有法兰和圆点结构,有着安装简单方便、后期维护方便、抗震性能强、疲劳性能优异等特点。安装时可通过法兰上的圆点结构判断铆接是否成功,后期可通过专门的破切工具对套环进行破坏以达到铆钉重复利用的目的。

图1 套环实物图
2 套环成形工艺
2.1 工艺成形设计
原材料尺寸的选取:制件毛坯尺寸依据冷镦金属塑性变形流动规律中的体积不变定律,分段计算制件的体积(管部体积+法兰体积)并加上废料体积(废料为圆片,根据经验废料厚度取3mm,直径为成形件内径),通过成形工序反推各工位坯料尺寸并参照现有原材料尺寸,确定该制件原材料线材直径选取为ϕ17.5mm,同时计算出切料长度L。
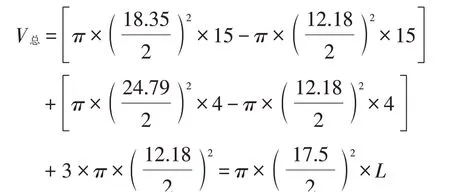
计算取近似值得L=17mm(计算出的切料长度为参考尺寸,在实际调试中会有较小范围的变动)。
为了避免套环成形过程中出现小裂纹的现象以及减轻加工硬化的情况,通过尽可能减小每个成形步骤的变形量以达到减小单工位冷镦力、提高模具寿命的目的。同时,结合设备结构的差异性,例如成形设备的夹钳是否可以翻转、是否同时具备设备结构受力与螺纹管受力、是否具备受力保护及监控系统等。本文所设计工艺为无翻转夹钳机构,同时设计为设备结构受力工艺。具体套环成形工序过程图如图2所示。

图2 成形工位图
其中,⑤、⑥工位分别为分离废料和成形导向齿,坯料进行⑤、⑥工位成形时,成形件关键尺寸不在发生变化。进而,当④工位成形法兰时,将④工位所得成形件的相关尺寸设计为制件所需尺寸。为保证各工序间坯料的顺利流转,设计坯料间的过模间隙一般为0.03~0.05mm,具体情况视制件尺寸精度需求而定。
2.2 工位载荷计算
根据成形工序图可简单判断,抽孔工位与成形法兰工位坯料变形量较大,对成形工艺的影响相比其他工序较高,故主要针对这两个工序进行数据分析,确保工艺、模具设计的可行性。
(1)③工位拉伸力。
拉伸深度:所需成形件管部高度即为拉伸深度。

由于该设备夹钳无法翻转,拉伸采用正挤压的变形工艺,即凸模运动方向与金属材料流动方向一致,计算公式为:

(2)④工位冷镦力。
冷镦力的大小,取决于变形金属的机械性能、变形程度、变形体的形状、摩擦条件等一系列因素。在计算冷镦力时,要将所有因素考虑进去是十分困难的。由于近似理论计算缺乏变形条件对变形力影响的定量分析依据所以常用经验公式计算,现引用较为精准的古布金单位冷镦力经验公式:
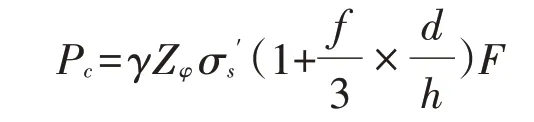
式中γ——受力形态和体积特性系数
Zφ——应力状态下的不均匀系数
σs'——冷镦硬化后的实际变形抗力,需根据变形程度凯尔波拉图确定
d——冷镦后头部最大外径
h——冷镦后头部高度
f——摩擦系数
F——冷镦后头部投影最大面积根据冷镦变形核心计算公式:
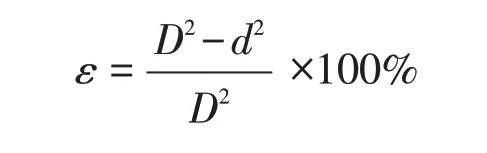

将变形程度45.803%和含碳量0.08%带入变形程度凯尔波拉图中得σs'=52(kgf/mm2)

(3)①、②工位整形力。
①、②工位为整形,目的为将切下的料两端镦平,消除切料造成的斜度和毛刺,并在凹模一侧端面镦出(1.5~3)×45°倒角(改善整形凹模顶杆的受力情况,延长模具寿命的目的,并且可以防止管部偏心问题出现)。设计①工位所得成形件线径ϕ17.9mm,②工位所得成形件线径ϕ18.2mm,计算得知:

冷镦力的计算与④工位冷镦力计算方法相同,带入数值计算得到①、②工位冷镦力分别为194,958.3N和205,289.5N。
(4)⑤工位冲孔力。

式中d——制件孔径
H——废料厚度
τ——材料的抗剪强度
故P冲孔=π×12.18×3×360=41,325.7657N
(5)切料力。
切料力根据公式P切料=Fτ(N)(F为截面积)

综合上述得知:切料力、①、②、③、④、⑤工位所需力、6个工位顶料力总和约为1,600kN,需设备镦锻力大于2,000kN方可正常生产(取富余量为20%),从而保证所设计的成形工艺可用。
3 成形模设计
3.1 工位整体设计
根据所设计6个工位得到的成形件尺寸以及形状,依次设计各个工位模具结构。同时将主要分析与制件成形过程强相关的模具组件(凹模主模、冲棒、顶杆)的形状与尺寸。
图3所示模具装配图左侧均为凸模、右侧均为凹模,凹模不运动,凸模整体做往复运动。
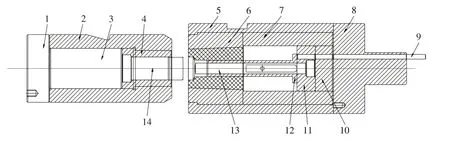
图3 4工位模具装配图
现将所有工位凹模主模设计为镶块结构。这种组合凹模具有以下优点:①由于组合凹模各层的配合均有一定的过盈量,所以装配后,内层产生切向压应力。因为预加的切向压应力与冷挤压时所引起的切向拉应力方向相反,所以预应力对挤压时产生的工作应力起了抵消作用,降低了凹模内层的切向拉应力,达到了增大凹模强度的目的;②组合凹模仅内层模芯使用钨钢,外套可使用较普通的合金钢制造,节约钨钢,降低成本;③由于组合凹模各层的工作要求不同,可分别采用相应的热处理工艺,提高热处理质量;④当凹模磨损后,仅需调换模芯,模套可重复使用数次,降低模具成本。所有工位凸凹模外壳尺寸需根据设备所能提供的模腔深度与设备运行死点距离决定。
3.2 单件模具的设计与选用


图4 ①、②工位主模
(2)各工位顶杆尺寸结构选用方法相同,如图5所示。

图5 ①、②工位顶杆
D2尺寸根据D1尺寸能否承受住镦锻力确定。还需注意各个工位顶杆、冲棒头部角度的匹配,这有利于金属塑性变形时的流动与管部同心度的保证。
设计拉伸工位(③工位)顶杆时,需着重注意定径带直径(D1)和高度(H),不合适的D1和H会加大拉伸顶杆磨损程度,大幅降低模具寿命。定径带的尺寸需根据坯料直径和拉伸内孔直径确定。
(3)冲棒尺寸结构类似,选用方法如图6所示。

图6 ③、④工位冲棒
D1依据主模相关尺寸确定,为防止冲棒撞击镶块,D1比对应工位主模相关尺寸小0.1mm。头部结构设计方便与废料的脱出,D3处尺寸要比制件尺寸大0.3mm。
冲棒与顶杆工作部分表面粗糙度要求高,不能有加工丝缕,顶端设置圆角,以便于穿过成形件。
考虑到推管与顶出针有用于顶料的作用,且顶料力大小主要决定于工件轮廓形状、工件与模腔接触间隙大小、润滑条件及模孔粗糙度等因素。正常生产时,一般顶料力不大,当工件在凹模中与模腔发生“粘滞”现象时,由于工件与模腔的摩擦力增大,这时顶料力将增大,这需要顶料机构要有足够的强度和刚度,同时需要模具有良好的光洁度。
4 总结
通过对成形工艺各工序坯料冷镦力的计算,增加了工艺设计的合理性与实践的成功率。该副模具已经调试并大批量生产,生产期间制件无外观缺陷、尺寸符合技术要求、模具寿命普遍达到80万件以上,可证明成形工艺、模具设计合理。
