电器推动片级进模设计
2022-05-27唐育广
唐育广
(贵州航天电器股份有限公司,贵州贵阳 550009)
1 制件分析
1.1 制件结构分析
图1所示为公司某型号电器的推动片制件,材料是0.8mm厚的不锈钢带。该推动片制件结构主要有两部分组装,一个是U型弯曲部分,其口部尺寸要求较高,后续产品组装轴;另外一个就是卷圆部分,尺寸要求较高,对应装配转轴零件,制件不能扭曲变形,否则无法装配。因此选择合适的冲压方式尤其关键。受制件结构的限制,很明显,该制件不适合采用复合模加工。可以选择的冲压模具有单工序模和级进模。如果采用单工序模加工,至少需要4副模具才能完成制件的成形。由于制件外形尺寸很小,重复定位困难,导致生产效率低,生产周期长,成形尺寸不稳定。在前期的试制制件阶段,可以采用单工序模具完成小批量生产。然而,制件定型后,批量生产,对制件成形尺寸和质量状态一致性要求较高,产品交付周期短,此时再用单工序模加工显然是不合适的。为了克服单工序模重复定位难度大、效率低、尺寸不稳定等不足,必须使用级进模以适应制件的生产。
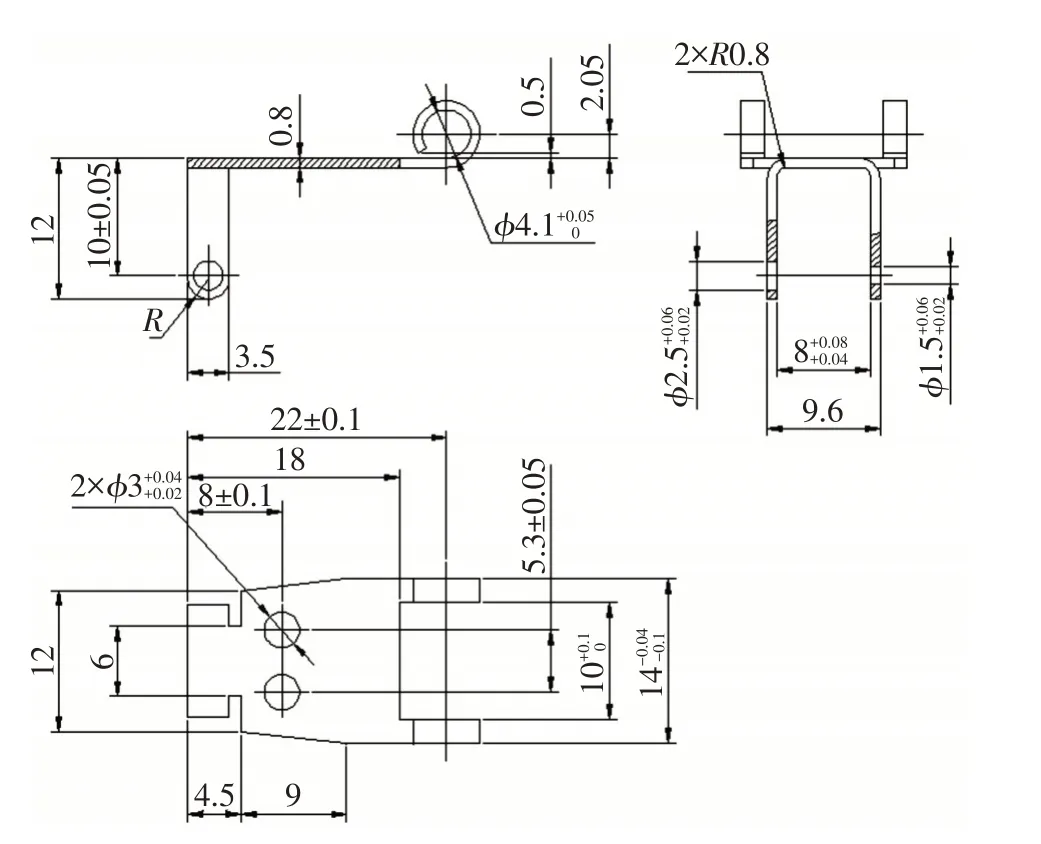
图1 推动片制件
1.2 制件成形工艺分析
制件材料0.8mm厚的不锈钢带12Cr18Ni9,材料毛坯状态是硬态。该制件结构不复杂,单工序模具比较简单。该产品订货上量后,单工序模具已不能满足生产的需要。该制件中的圆圈部分是成形的关键,卷圆结构常规的有以下几种结构。①图2及图3卷圆工艺方法对于本制件的模具结构将复杂化;②图4卷圆工艺方法是将头部预弯曲,同时材料局部逐渐变薄,再水平方向的推进卷圆成形,模具需要斜滑块结构,结构复杂;③图5卷圆工艺方法是在图4的基础上增加一道垂直弯曲,再在冲压方向进行卷圆成形,结构简单。对于成形圆圈尺寸可以方便地调整。最后选择了图5的成形工艺方法。
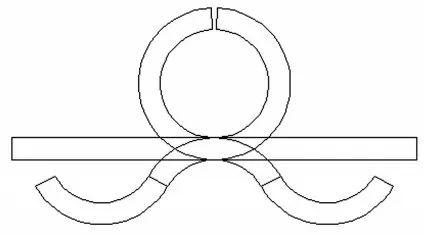
图2 卷圆工艺Ⅰ
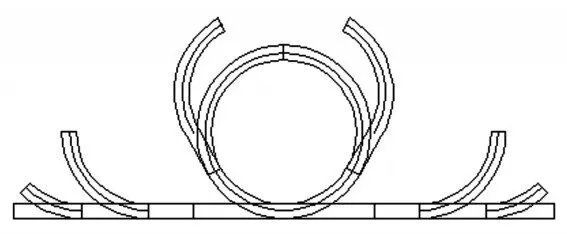
图3 卷圆工艺Ⅱ
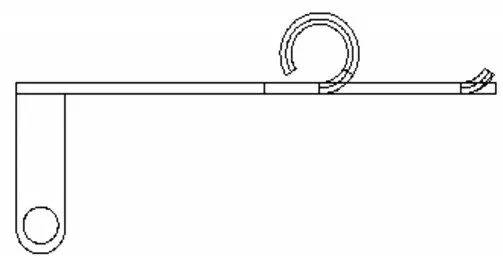
图4 卷圆工艺Ⅲ
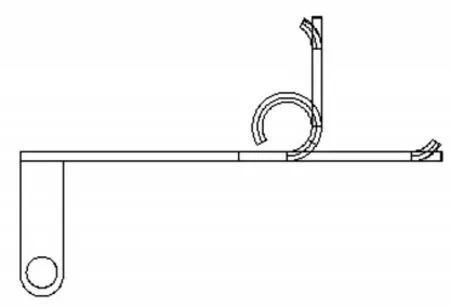
图5 卷圆工艺Ⅳ
2 排样设计
该制件由于产品设计对制件的纹向有要求,所以,采用了45°斜排样的方式。为了制件冲压过程的稳定性,采用的是框架式整体带料方式,双导正销设计。对于U型弯曲都采用了分步(45°)弯曲成形方法。剪切废料采用了分步冲压接刀,简化凸模结构,方便加工。同时为了保证模具寿命及维修的要求,在下模板对刀口部分均采用的内镶块的设计。在弯曲成形的设计中,原则上不干涉,并保证模具寿命为前提,进行排布设计。总体设计排样如图6所示。
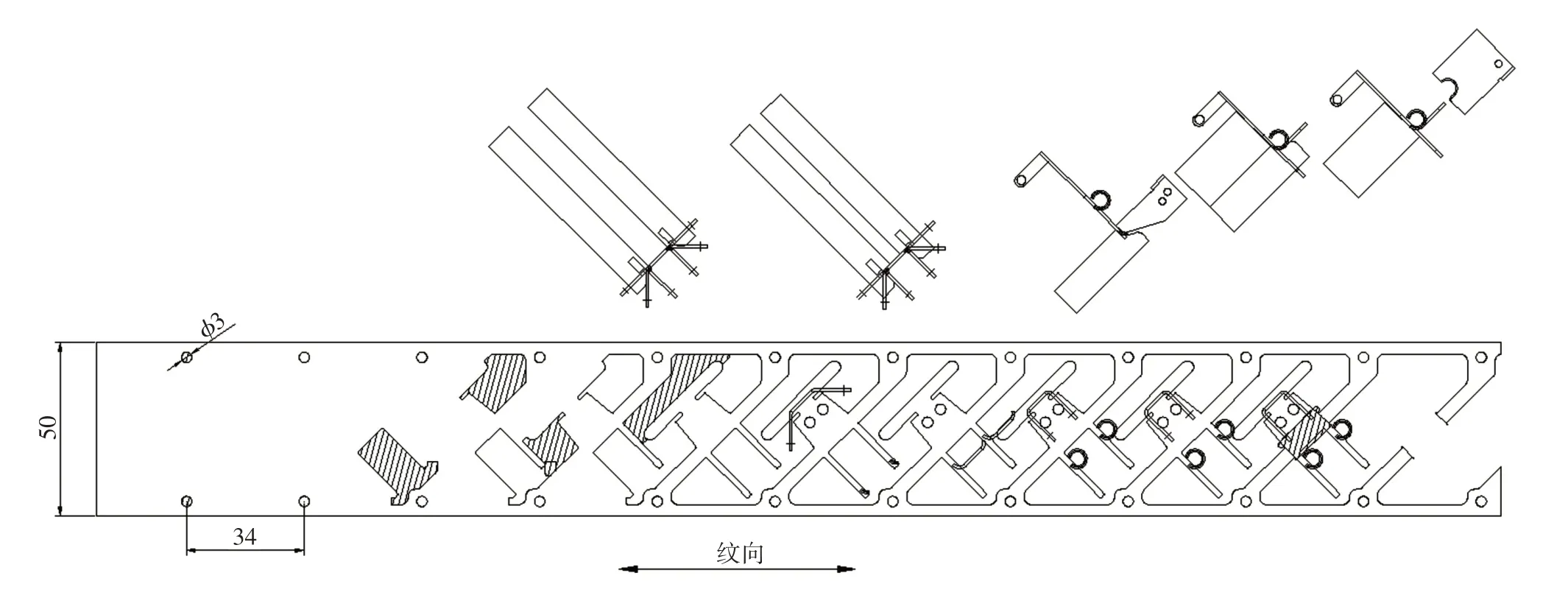
图6 排样图
3 模具结构设计
3.1 主要成形部分结构设计
(1)向上弯曲结构的设计。
该处弯曲成形是向上成形,常规整体凸模成形,这样凸模在弯曲成形后,后退过程中将与制件头部预弯处干涉,严重影响条料在模具中的稳定,造成质量和安全隐患等。现将凸模设计成分段状态,如图7所示。整个结构由传力凸模、成形凸模、顶块、浮料块、成形镶块等组装。传力凸模将冲压力传递给成形凸模,顶块是弯曲成形后将成形凸模顶起,便于条料在其下面顺利送进,浮料块将条料平稳抬起,方便送料。
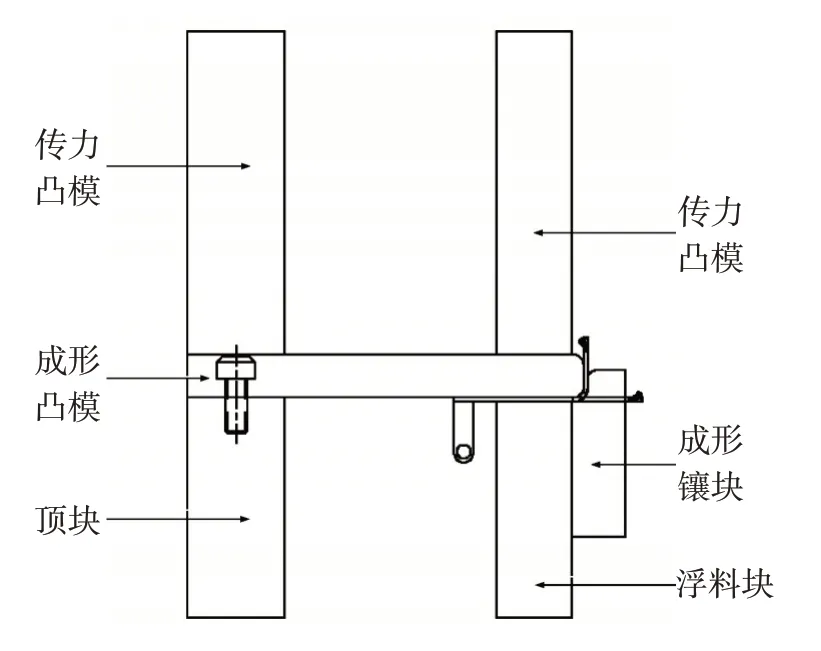
图7 弯曲结构设计图
(2)卷圆弯曲结构设计。
该卷圆成形采用铰链式结构(见图8),成形镶块(凸模)用慢丝加工成形,并进行抛光处理,保证卷圆过程顺利且尺寸稳定。由于制件卷圆部分的宽度2mm,如果采用简单的图9所示结构成形,避免不了成形后的扭曲变形问题。该处结构设计关键的就是处理好这个扭曲变形问题,所以采用了图8结构,在制件2mm的宽度加0.03mm间隙,使制件在管位的槽内圈圆成形,可以有效的防止扭曲变形,保证制件的质量。
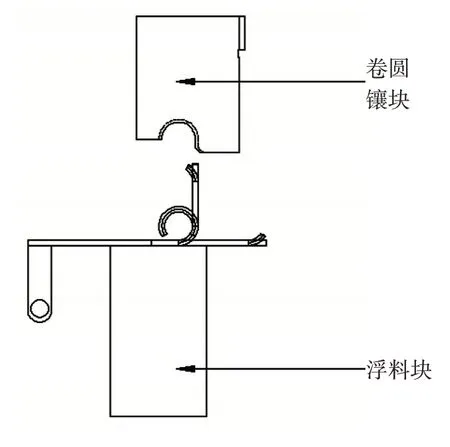
图8 防扭曲变形卷圆结构
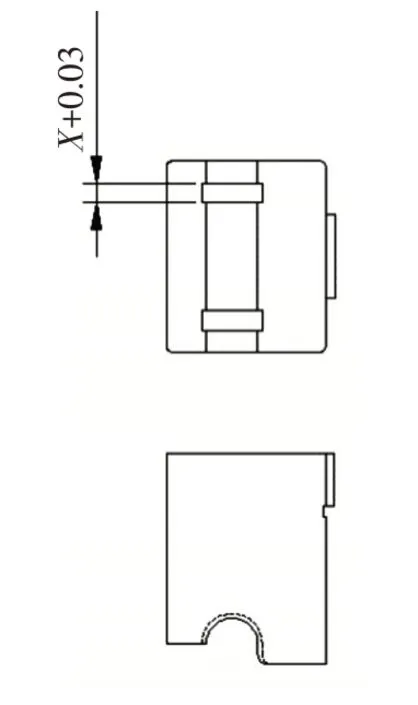
图9 变形凸模结构
3.2 模具总体结构设计
模具总体结构如图10所示。
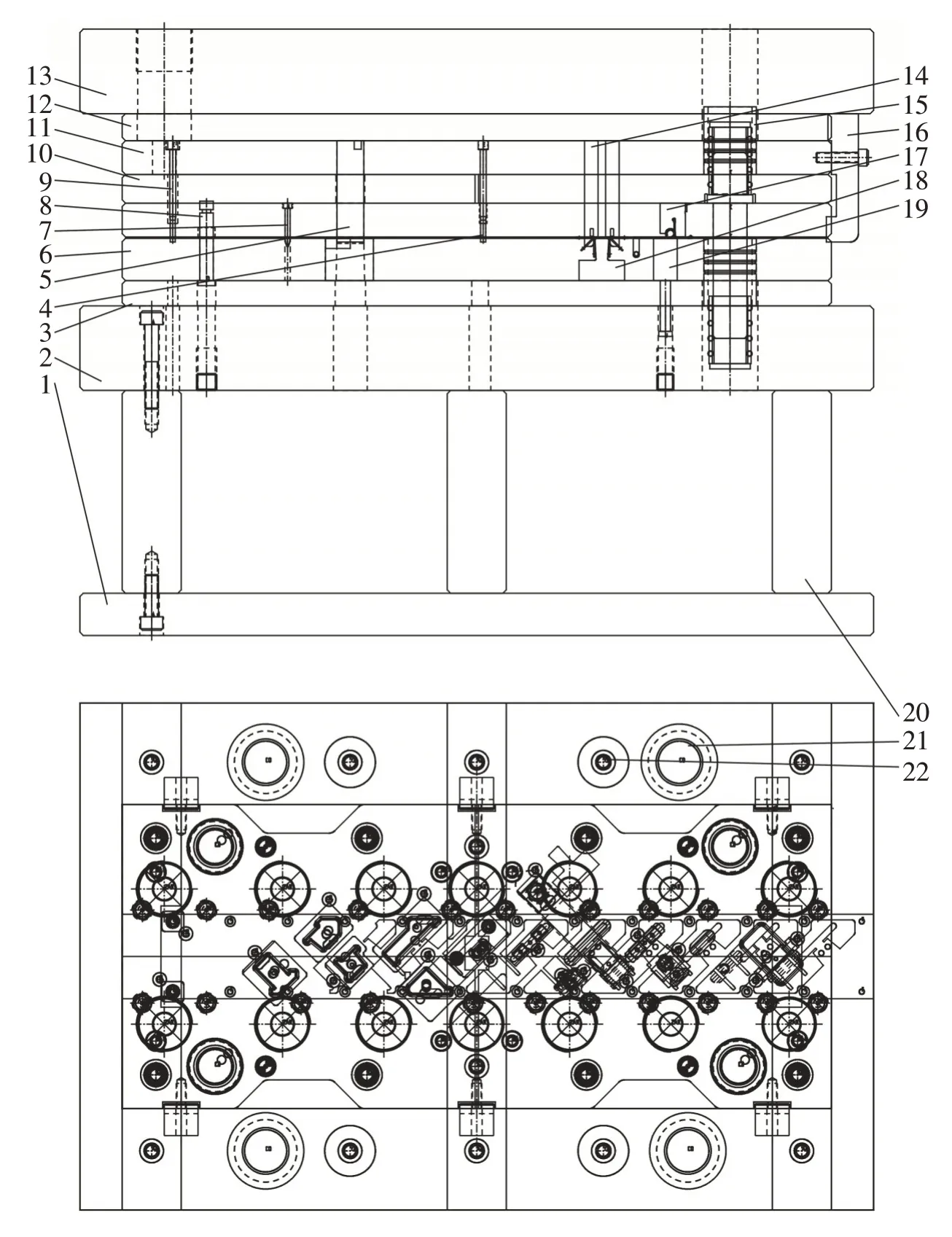
图10 模具总装图
采用标准3板模,整体设计遵从向下弯曲时弯曲凸模布置在上模固定板,向上弯曲时弯曲凸模布置在卸料板,各工位工作零件均以镶件形式布置在下模板中,便于模具的调试与维修。脱料弹簧选用ϕ30×50mm红色矩形弹簧,为了达到模具的平衡,弹簧布置采用对称放置;模架采用自制的滚珠外导柱导套组件。板内采用脱料板固定的中间滚珠导柱导套结构,首先保证板内零部件的精密导向及平稳性。为了保证模具的寿命,在模具主要工作部件如凹模、卸料板等采用DC53料;各类镶件等都采用进口模具钢材SKH-9,热处理64~62HRC,硬度高,寿命得以保证。
4 结束语
本文针对小型精密制件的冲压及各种弯曲成形结构进行了介绍,特别是防止扭曲变形模具结构设计是本案的亮点,对同类制件的模具设计具有实际参考价值。
