激光焊接核电用CLF-1钢的组织与性能
2022-05-24徐国建井志成张国瑜刘祥宇廖洪彬
徐国建, 井志成, 张国瑜, 刘祥宇, 廖洪彬
(1. 沈阳工业大学 材料科学与工程学院, 沈阳 110870; 2. 辽宁增材制造产业技术研究院有限公司, 沈阳 110870; 3. 核工业西南物理研究院,成都 610041)
目前国内外学者对RAFM钢的焊接性进行了相关研究.张建超等[5]采用激光焊制备了无缺陷RAFM钢焊接接头;张超等[6]对9%Cr RAFM钢搅拌摩擦焊接头的组织和性能进行了分析,结果表明,搅拌摩擦焊接头不同区域微观组织存在明显差异;王灿等[7]对CLF-1钢开展了真空电子束焊接试验,优化了电子束焊接工艺参数,得到成形良好、无表面缺陷及内部缺陷的焊缝.Manugula等[8]采用适宜的焊后热处理条件提高了RAFM钢电子束焊缝的冲击功;Vora等[9]为提高焊接效率,采用活性钨极惰性气体保护焊(A-TIG)工艺制备了6mm厚的RAFM焊接接头;Li等[10]针对CLAM钢进行了激光-TIG复合焊接,实现了材料强度和韧性的良好结合.
目前国内外学者对RAFM钢焊接方法的研究主要集中在真空电子束焊和TIG焊.由于TIG焊效率较低,而真电子束焊受真空环境制约,针对核聚变装置结构复杂、尺寸较大且板材较厚的特点,在实际应用制造中上述两种工艺方法均具有一定局限性.因为激光焊接具有高效、高质量以及在大气环境下可以施焊等特点[11],所以近年来人们尝试用激光焊取代TIG焊和真空电子束焊.我国核聚变包层模块结构材料主要采用CLF-1钢,由于服役条件恶劣,因而对CLF-1钢的焊接质量要求较高,该钢种的焊接难易程度与焊接接头性能的好坏成为直接影响CLF-1钢能否实现大批量工程应用的关键.目前我国针对包层模块结构材料CLF-1钢的高功率激光焊接接头组织与性能的详细研究报道较少,因此,CLF-1钢焊接接头组织和性能的研究对促进我国核聚变行业的发展具有重要科学与实用价值.
1 材料及方法
试验材料为由核工业西南物理研究院与中科院沈阳金属研究所联合开发的RAFM(CLF-1)钢,供货状态为固溶(980 ℃×1 h)+高温回火(740 ℃×1.5 h)处理态,其化学成分如表1所示.CLF-1钢扫描电镜显微组织形貌如图1所示.由图1可见,CLF-1钢组织主要由回火板条马氏体组成,在马氏体板条边界及内部分布着回火过程中析出的碳化物相.试验板材尺寸为55 mm×65 mm×10 mm,接头形式为I型对接接头,焊前利用丙酮反复擦拭去除对接面及其附近的油污等杂物.激光焊接平台由IPG公司生产的10 kW光纤激光器(传输光纤芯径为200 μm)、6轴KUKA机器人、HighYag万瓦级激光焊接头(准直镜焦距为200 mm,聚焦镜焦距为300 mm)及正面和背面惰性气体(Ar)保护装置等组成.优化获得的最佳工艺参数为:激光束入射角度0°、激光输出功率10 kW、离焦量0 mm、焦点直径0.3 mm、焊接速度2 m/min与保护气体(Ar)流量20 L/min.

表1 CLF-1钢化学成分(w)Tab.1 Chemical composition of CLF-1 steel (w) %
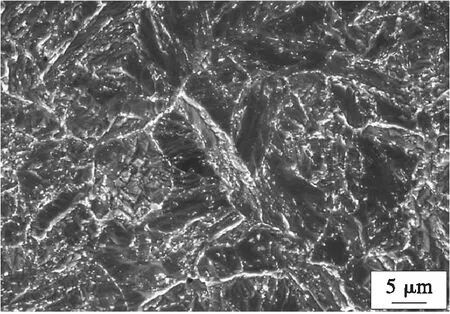
图1 CLF-1母材SEM组织Fig.1 SEM microstructure of CLF-1 base metal
焊后对焊接样件进行740 ℃×1.5 h回火处理(PWHT),利用机械切割方法截取焊接接头横断面制成金相试样,经研磨抛光后采用100 mL酒精+5 mL盐酸+1 g苦味酸试剂进行腐蚀.采用OLYMPUS SZ61体视显微镜观察了焊缝横断面宏观形貌,采用OLYMPUS GX51光学显微镜(OM)、SU8010型场发射扫描电子显微镜与日立S-3400扫描电子显微镜(SEM)分析了焊接接头显微组织以及拉伸和冲击试样断口形貌.采用透射电镜(TEM)对微观组织和析出相进行了分析,利用其配套的能谱仪(EDS)分析了合金元素的分布状态.采用HVS-1000A型数显电子维氏硬度仪测试了焊接接头的硬度,加载载荷为0.981 N,持续时间为10 s.采用MTS500型万能试验机和JBW-300HD型冲击试验机对试样分别进行室温拉伸与冲击试验.
2 结果及分析
2.1 焊缝宏观形貌
在最佳工艺参数下完成了10 mm板厚CLF-1钢的单道一次焊接成形,得到正反面成形良好的焊接接头,实现了单面焊双面成形,且无裂纹、咬边、塌陷和焊瘤等焊接冶金缺陷存在,焊缝正反面宏观形貌如图2所示.
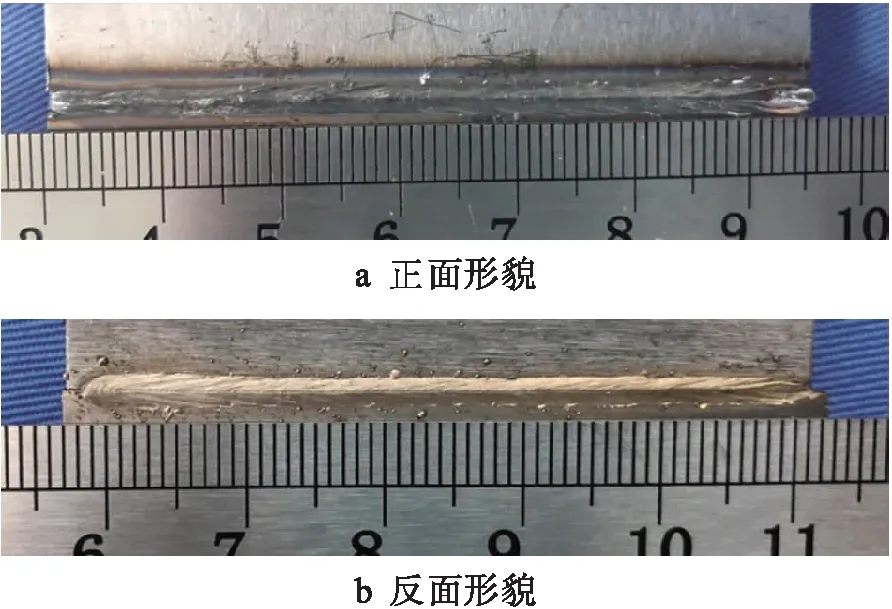
图2 焊缝正反面宏观形貌Fig.2 Macro-morphologies of front and back welds
2.2 焊接接头显微组织
图3分别为焊态与PWHT态焊缝金属的OM与SEM形貌.由图3可见,两种状态下焊缝金属均由大量马氏体、少量不均匀分布的δ-铁素体和微量针状析出相组成.另外,PWHT态焊缝金属中还存在微量点状析出相.
CLF-1钢虽然含碳量较低,但Cr、W、Mn、V、Ta、N、Ni等元素的添加,使得焊缝金属的碳当量增加;除了Co以外所有合金元素都使钢的连续冷却曲线向右移动,使得奥氏体的稳定性增加,促进了形成马氏体的倾向;激光焊接过程中激光能量密度高而熔池体积小,使得熔池金属温度梯度大,冷却速度快.在上述三点因素影响下焊态室温能够形成大量板条马氏体.
由图5和图6可知,其等高线图呈现椭圆形,即鲜花椒添加量和菜籽油添加量的交互作用以及十三香添加量与菜籽油添加量的交互作用显著。
室温下钢中铁素体形成元素添加量可通过Schaeffler碳当量经验公式[12]间接给出,其表达式为
w(Creq)=ω(Cr)+1.5ω(W)+11ω(V)+
2.5ω(Ta)+8ω(Ti)-40ω(C)-
2ω(Mn)-30ω(N)
(1)
式中:ω为对应元素的质量分数;w(Creq)为Cr当量.当w(Creq)大于6.5时,表明钢中形成δ-铁素体的趋势较大;当w(Creq)小于6.5时,表明钢中几乎不会形成δ-铁素体.由式(1)计算得到CLF-1钢的w(Creq)大于8.7,满足δ-铁素体形成条件.另外,CLF-1钢含有一定量的铁素体化元素(Cr、W、V、Ta),这些合金元素能够稳定δ-铁素体.其次,由Fe-C二元合金平衡状态图可知,当液态金属冷却到1 495 ℃时会发生包晶反应,即δ-Fe+L(液相)→γ(奥氏体),由于包晶反应需要的时间比较长,而激光焊接冷却速度较快,因而上述包晶反应不能完全进行,总会有部分δ-铁素体保留到室温.焊态室温下获得了少量细小的δ-铁素体(见图3a),这些细小δ-铁素体的硬度约为195 HV.由于CLF-1钢的再结晶温度为780 ℃,本文试验焊后回火温度(740 ℃)低于再结晶温度,因而未发生再结晶,故PWHT态焊缝中δ-铁素体基本保持不变.δ-铁素体硬度较低,在外力作用下抵抗变形能力较差,导致CLF-1钢焊缝金属的韧性降低,因此,应尽量避免δ-铁素体在焊缝中的存在.
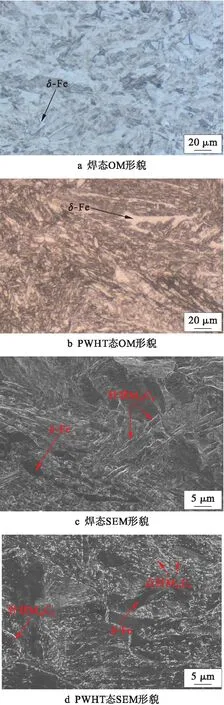
图3 不同状态焊缝组织形貌Fig.3 Microstructures and morphologies of welds at different states
焊态CLF-1钢室温组织中具有微量白色针状析出相,且其分布在马氏体边缘和马氏体板条之间(见图3c);PWHT态CLF-1钢室温组织中除了含有微量白色针状析出相外,还存在分布于δ-铁素体边界和板条马氏体内部的微量白色点状析出相(见图3d).对比图3c、d可知,微量白色针状析出相是在冷却过程中形成的,而微量白色点状析出相是在PWHT过程中形成的.虽然激光焊接过程中冷却速度较快,但CLF-1钢中含有与C亲和力较大的Cr、Fe、W等合金元素,由于存在成分偏析,容易在马氏体边缘及马氏体板条之间形成细小针状碳化物,这种细小针状碳化物在后续回火处理中基本保持不变.由于激光快速冷却过程中于室温下获得了过饱和马氏体固溶体,回火过程中马氏体中过饱和合金元素需要在短距离范围内扩散迁移与偏聚,因此,在PWHT过程中析出了白色点状析出相,该析出相具有一定弥散强化作用,这也是PWHT态CLF-1钢冲击功提高的主要原因.
PWHT态CLF-1钢焊缝金属透射电镜照片如图4a所示.由图4a可见,马氏体呈板条状,黑色析出相分布在马氏体板条之间,该类析出相的EDS分析结果如图4b所示.PWHT态CLF-1钢的Cr和W含量分别由焊态CLF-1钢的8.54%和1.34%提升为10.94%和2.01%(质量分数),通过透射电镜衍射斑点分析最终确定该类析出相为Cr23C6或Fe21W2C6,可以简写为M23C6[13].
2.3 焊接接头力学性能
2.3.1 硬度
焊态和PWHT态CLF-1钢焊接接头硬度分布如图5所示.由图5可见,焊态CLF-1钢焊缝金属具有最高硬度.由于PWHT态CLF-1钢组织由焊态板条马氏体转变为回火马氏体,焊态CLF-1钢中的碳等合金元素固溶在板条马氏体中处于过饱和状态,经回火处理后碳等合金元素沉淀析出,形成弥散分布的碳化物,使得焊缝硬度明显降低(其硬度约为270~280 HV).另外,PWHT态CLF-1钢焊缝金属硬度与原始母材硬度(约为260 HV)相近.这是由于CLF-1钢供货状态为固溶+高温回火状态,而激光焊接形成的熔池金属冷却速度快(相当于固溶处理),经过后续高温回火处理后,CLF-1钢基本与原始母材的供货状态接近,因而两者硬度相差不大.PWHT态CLF-1钢母材硬度要比原始母材低40 HV左右.热处理后焊接接头近旁的母材部分与原始母材相比,相当于再次进行了高温回火,使得原始母材回火马氏体中过饱和合金元素具有更多时间进行沉淀析出,因而导致硬度进一步下降,且低于原始母材硬度.
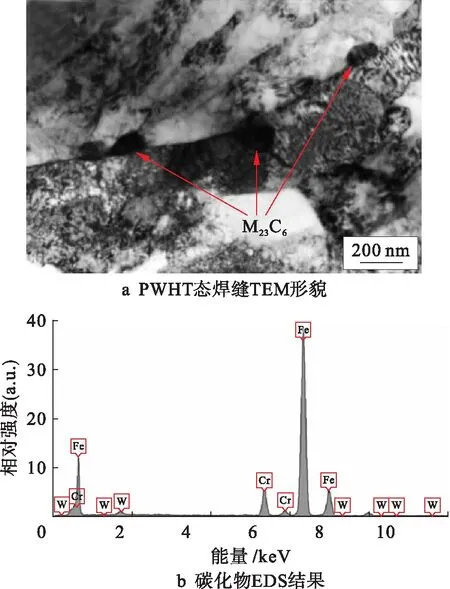
图4 碳化物分布与确定Fig.4 Distribution and determination of carbides
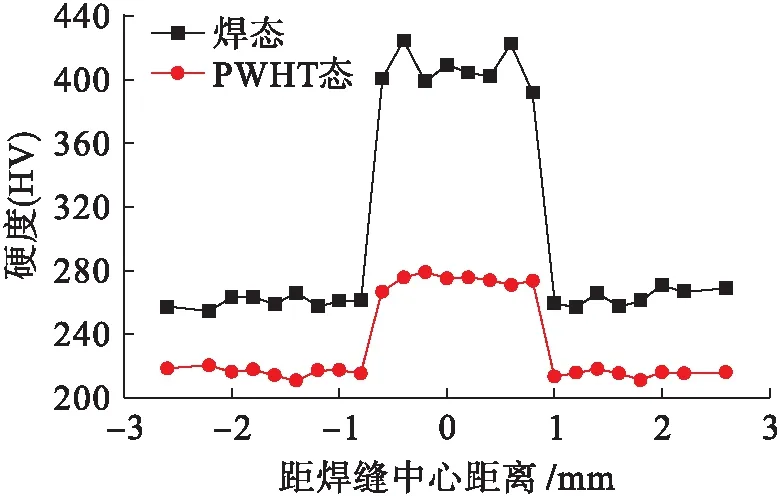
图5 不同状态下焊接接头硬度分布Fig.5 Hardness distribution of welded joints at different states
2.3.2 拉伸性能
分别利用焊态与热处理态CLF-1钢焊接接头各制取4组拉伸试样,其拉伸断裂位置和断口SEM形貌如图6所示,室温(23 ℃)拉伸试验结果如表2所示.由表2可知,焊态CLF-1钢焊接接头的抗拉强度σb均值约为766 MPa,屈服强度σs均值约为374 MPa,伸长率A均值约为14.64%,断面收缩率Z均值约为63.95%;PWHT态CLF-1钢焊接接头的σb均值约为666 MPa,σs均值约为401 MPa,A均值约为17.64%,Z均值约为73.72%;焊态与热处理态CLF-1钢拉伸试样的断裂位置均位于母材.与焊态比较,PWHT态CLF-1钢σb下降,而σs、A和Z均有提高.这主要是由于热处理可使焊态来不及析出的碳等合金元素充分扩散析出,使得过饱和马氏体转变为回火马氏体,点状分布的析出相能够起到弥散强化效果.由图6c、d可知,焊态与热处理态CLF-1钢的拉伸试样断口附近均出现明显颈缩现象,断口形貌均布满大量韧窝,但与焊态比较,PWHT态CLF-1钢断口处的韧窝更加均匀细小,且数量也更多.两种状态的CLF-1钢均属于塑性断裂.
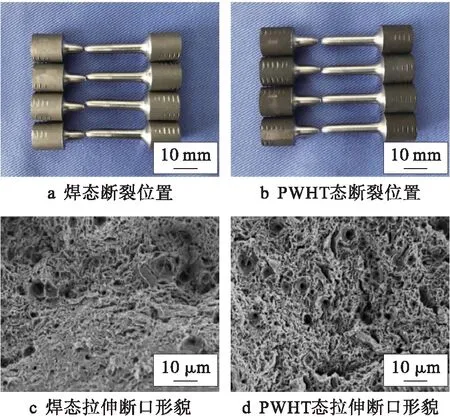
图6 拉伸断裂位置和断口SEM形貌Fig.6 Tensile fracture positions and SEM morphologies of fracture surfaces
2.3.3 冲击功
冲击功是CLF-1钢研究及应用的重要考核指标之一,为此本文对CLF-1钢母材、焊态焊缝和PWHT态焊缝进行了全尺寸(10 mm×10 mm×55 mm)室温(23 ℃)冲击试验,试验结果如表3所示.由表3可知,焊态焊缝的平均冲击功仅为母材的17%,PWHT态焊缝的平均冲击功约提高到母材的50%.
图7为冲击试样断口宏观照片与SEM形貌.由图7可知,焊态试样呈现准解理断口形貌,PWHT态和母材试样均呈现塑性断口形貌,但与PWHT态相比,母材的断口韧窝更加均匀细小.焊态CLF-1钢焊缝金属由大量板条状马氏体、少量δ-铁素体与微量针状碳化物组成.热处理后虽然δ-铁素体仍然存在,但碳化物以点状析出相形式从板条状马氏体中析出,起到了弥散强化效果,使得焊缝冲击功相比焊态有较大幅度的提高.但与母材相比,由于焊缝金属中产生了δ-铁素体,这是焊缝金属冲击功低于母材的主要原因.
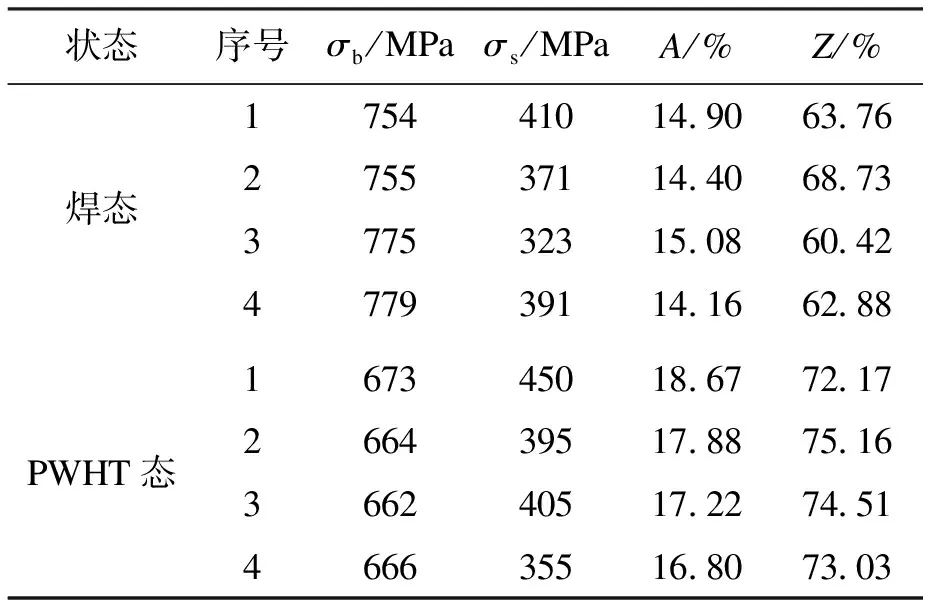
表2 不同状态焊接接头拉伸试验结果Tab.2 Tensile test results of welded joints at different states
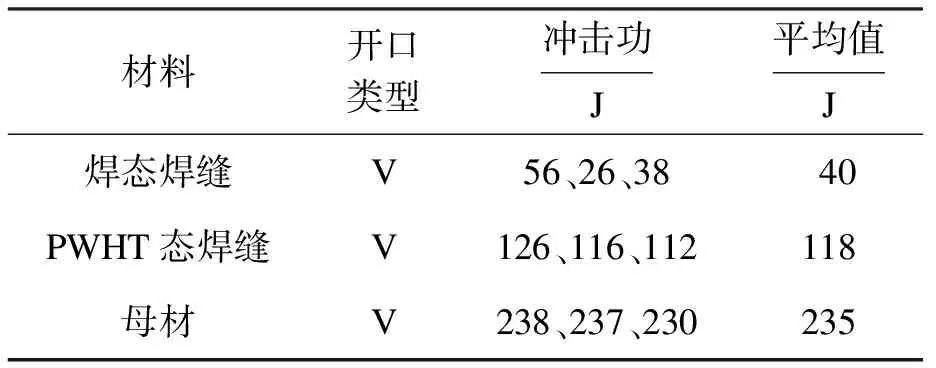
表3 不同状态焊缝与母材冲击试验结果Tab.3 Impact test results of welds at different states and base metal
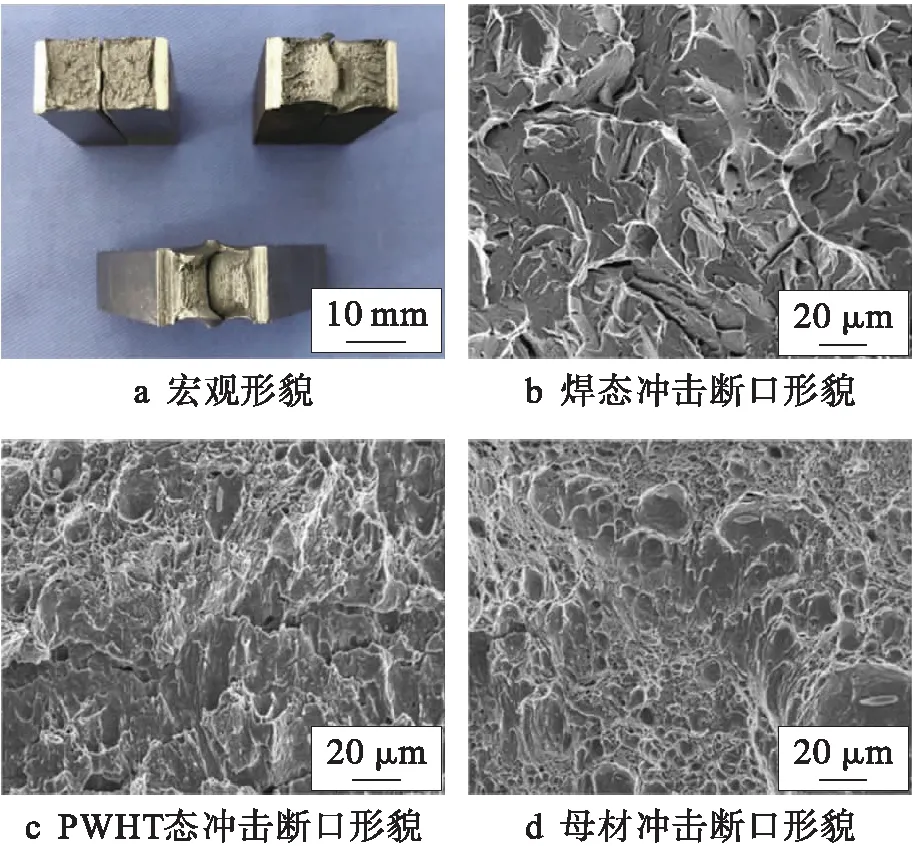
图7 冲击试样断口宏观照片与SEM形貌Fig.7 Macrophotographs and SEM morphologies of fracture surfaces of impact specimens
3 结 论
通过以上分析可以得到如下结论:
1) CLF-1钢最佳工艺参数为:激光功率10 kW、离焦量0 mm、焦点直径0.3 mm、焊接速度2 m/min、保护气体(Ar)流量20 L/min.在最佳工艺参数下获得了正反面成形良好且无冶金缺陷的焊接接头,实现了10 mm板厚CLF-1钢的单道一次单面焊双面成形.
2) 焊态与PWHT态CLF-1钢的焊缝组织由大量板条马氏体、少量不均匀分布的δ-铁素体和微量碳化物组成,针状焊态析出碳化物分布在马氏体边缘及板条之间,点状PWHT态析出碳化物分布在δ-铁素体边界及板条马氏体内部.
3) 焊态CLF-1钢焊缝金属硬度较高,PWHT态CLF-1钢焊缝硬度降低.焊态和PWHT态CLF-1钢的拉伸试样均断裂于母材,说明焊缝金属力学性能达到了母材水平.相比于焊态,PWHT态CLF-1钢的抗拉强度下降,而屈服强度、伸长率和断面收缩率均有提高.
4) 与母材相比,由于焊缝金属中产生了δ-铁素体,导致焊态和PWHT态CLF-1钢焊缝金属的室温冲击功降低,焊态焊缝金属平均冲击功仅为母材的17%,PWHT态焊缝金属平均冲击功约恢复到母材的50%.
5) 经过PWHT热处理后,CLF-1钢焊缝抗拉强度超过母材,焊缝室温冲击功有所提高,综合性能较好,PWHT热处理是改善RAFM钢激光焊缝综合性能的有效手段.
