基于591全数字直流调速装置实现造纸机的张力控制
2022-05-19祝建荣
祝建荣
(上海临港产业区经济发展有限公司,上海,201306)
造纸压光机和卷纸机处的纸幅含水量已达到成纸的含水量,纸张的伸缩率很小,允许的速差非常小。在后干燥部与压光机之间、压光机与卷纸机之间,速差即使出现很小的偏差,也会产生纸幅波动。纸机车速调得稍快,造成张力太大引起断纸;反之纸机车速调得稍慢,纸幅卷得太松,影响卷纸质量。图1为干燥部、压光机及卷纸机传动示意图。

图1 干燥部、压光机及卷纸机传动示意图Fig.1 Schematic diagram of the transmission of the drying section,calender and reel
1 张力控制原理
以某分部传动点前纸幅张力设定值为输入信号Input1,该传动点直流电机电枢电流Ia为输入信号Input2,送入其传动调速系统中的PID 调节器输入端,其输出量Output 作为该传动点速度给定信号的附加量。以卷纸机为例,卷纸机是造纸机最后一个分部传动,靠卷纸辊与卷纸缸之间压力产生的摩擦力作用带动纸幅均匀卷取。卷纸机上纸卷对卷纸缸有一恒定压力P,并保证纸卷和卷纸缸之间的摩擦力大于纸张张力,避免卷取时卷缸和纸幅之间打滑,这样卷缸卷取力矩。其中:TP为卷缸卷取力矩;F为纸张张力;T为电动机电磁转矩;CT为转矩常数;φ为磁通量;d为卷缸直径;i为传动比;Ia为电枢电流;K为综合常数。由此可见,纸张张力F与电枢电流Ia成正比关系:F∝Ia。
张力设定值取自电位器分压值信号(正信号),Ia为系统中的电枢电流(负信号),当调速系统的PID调节器输入信号Input1 和Input2 处于平衡状态时,PID 输出量为某一稳定值。当张力设定值增大,Input1 和Input2 平衡状态破坏,PID 输出量发生变化,速度给定信号的附加量增加,使得卷纸机增速,Ia增大,直到Input1 和Input2 重新处于平衡状态,PID 输出量为一个新的稳定值。反之当张力设定值减小,Input1和Input2平衡状态破坏,PID 输出量发生变化,速度给定信号的附加量减小,使得卷纸机减速,Ia减小,直到Input1 和Input2 重新处于平衡状态,PID 输出量为一个新的稳定值。这样通过PID 调节器的输出量叠加到主速度给定信号作为卷纸机速度给定值的一个组成部分,在小范围内控制速度,从而调节Ia大小,实现卷纸机的张力控制[1-2]。
2 基于591 全数字直流调速装置内置PID 功能模块实现造纸机分部传动的张力控制
图2 为591 全数字直流调速装置内置PID 功能模块方框图。其输入信号:PID 的2 个输入端(输入1和输入2),系统预设为不连接任何信号,可通过人机接口上下箭头调节;如果需要连接设定值或来自其他源的反馈信号,那么这些信号的目的标记号指向410和411,即连接PID的输入1和输入2。输出信号:系统为PID 输出预设的目的标记号是0,这意味着这一模块不工作,除非它的目的标记号为非0,指向其他目标是速度设定值。
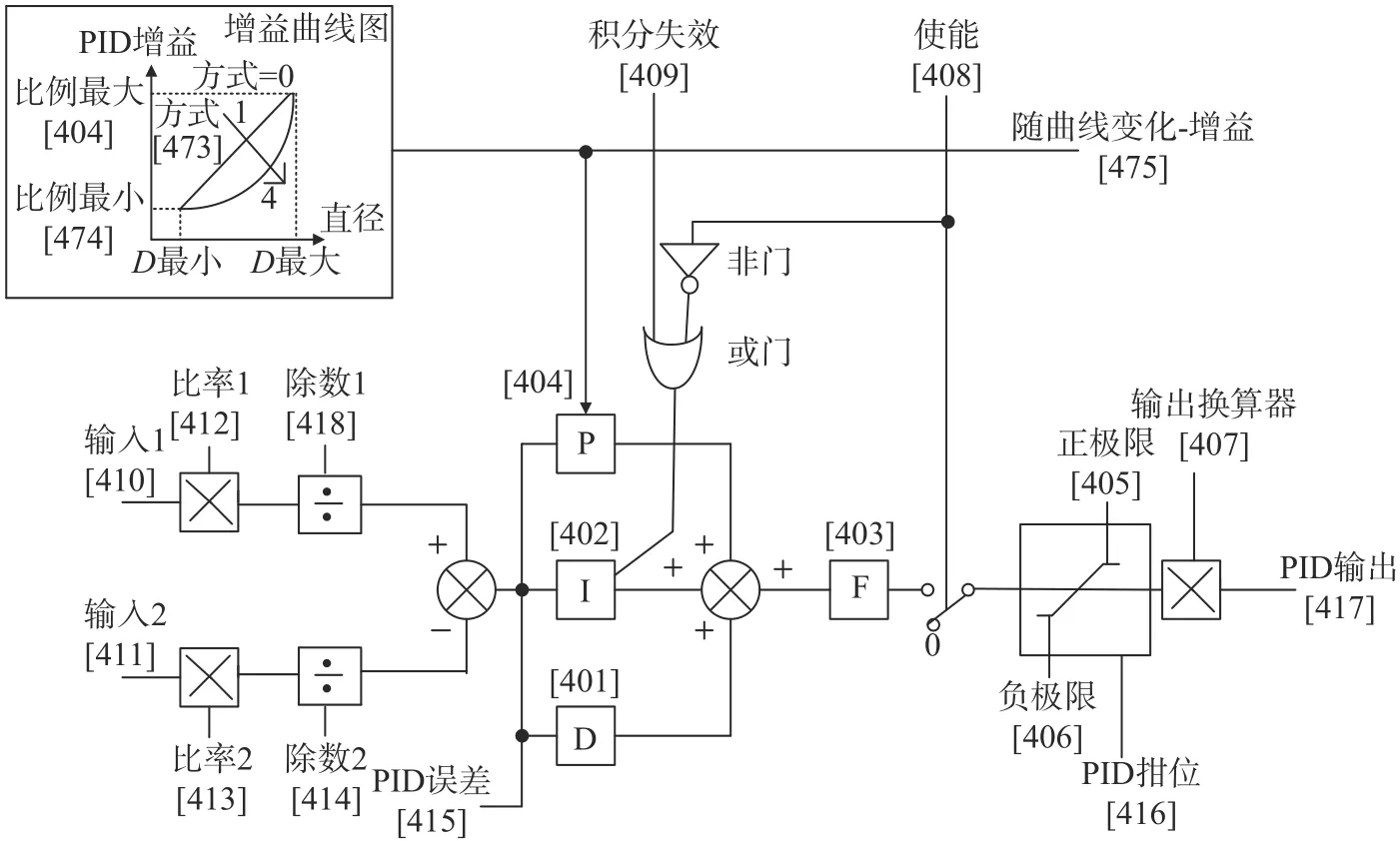
图2 591全数字直流调速装置内置PID功能模块方框图Fig.2 Block diagram of the built-in PID function module of the 591 all-digital DC speed control device
以卷纸机为例,基于591 全数字直流调速装置内置PID 功能模块可以实现张力控制。在PID 功能模块投入工作前,必须重新设置相应的参数。PID功能模块中设定参数:输入1[410]取自调速装置模拟输入端A2(张力设定值),设置ANIN1(A2)目的标记号[240]=410,模拟输入端A2 外接操作台上的张力电位器中心头,接线端B3(+10 V)外接张力电位器2 个引脚中的1 个引脚,接线端B1(0 V)外接张力电位器2 个引脚的另一个引脚;输入2[411]取自电流反馈信号,通过内部连线LINK1 的设置:源标记号[364]=298,目的标记号[365]=411;设置PID输出目的标记号[400]=289;操作台上的投张/失张选择开关连接到PLC 柜内小型继电器线圈(DC24 V),其常开触点连接到卷纸机传动柜调速装置内的数字输入端DINGIN(C6)和C9(+24 V),设置DINGIN(C6)目的标记号[102]=408,当C6 为高电平(+24 V),PID 功能模块使能标记号[408]=启动(ENABLE),当C6 为低电平(0 V),PID 功能模块使能标记号[408]=停止(DISABLE);积分失效标记号[409]=OFF 设置为ON;输出换算器(修整)标记号[407]=0.2000 设置为0.1000,这样PID 输出值经过+100.00%上限和-100.00%下限,被拑位在±100.00%正负限定,有限定的PID 输出,再乘以换算器的比率0.1,最终PID 输出值在-10.00%~+10.00%之间调节,同时在调速装置内置的功能模块给定值合计1 中设置目的标记号[294]=5,这样在±10.00%之间调节的PID 输出量叠加到了速度给定信号,就是速度环的输入值。图3 为卷纸机张力控制组态图。

图3 卷纸机张力控制组态图Fig.3 The configuration diagram of tension control of the reel
调试时,首先将卷纸机分部传动电机与卷纸缸联接脱开,对卷纸机调速装置的相关参数进行设置,完成电机空载运转。随后电机与卷纸缸联接,传动点单独驱动卷纸缸运行,当运行到纸机的工作速度,给定值合计1 中调整参数比率0(RATIO0)标记号[208]=1.0000 的大小,调试到同前一分部压光机线速度完全同步一致。当纸机投入正常运行,一旦卷纸机引上纸后,电动机负载增大,电流Ia上升。实现张力控制是通过投张/失张选择开关操作PID 功能模块的投运,PID 功能模块投运前,观察引上纸后电流反馈实际值,根据电流反馈实际值的大小设定张力电位器的分压值,然后选择开关拨到“投张”,即投入PID 功能模块工作。通过调节张力电位器的分压大小(张力设定值),使PID 调节器输出量发生变化,在小范围内控制速度,从而调节Ia大小,实现卷纸机的张力控制。若造纸机相关部位发现断纸,选择开关拨到“失张”,即退出PID 功能模块工作。卷纸机重新引纸须在失张状态下。
591 全数字直流调速装置是带有光电编码器数字反馈和PLC 通信控制的全数字速度链的给定值,从而使系统的稳速精度优于0.01%,控制精度达0.1%,系统动态和静态性能良好。采用基于591 全数字直流调速装置内置PID 功能模块进行张力控制的方法,通过对影响张力稳定的参数调节补偿,间接地保持张力稳定,即给定张力设定值,通过对卷纸机分部传动电机的电流控制,从而使电动机力矩保持不变,保证了卷纸张力的恒定。基于速度控制+PID 调节器模式,使压光机和卷纸机的张力控制性能及稳定性良好,减少断纸,保证了卷出的纸卷松紧适当,内外一致,两端均匀,提高了卷纸质量,并给张力调节操作带来了很大的方便。
3 结语
基于591 全数字直流调速装置内置PID 功能模块实现了造纸机分部传动的张力控制。采用这种基于速度控制+PID 调节器模式使压光机和卷纸机的张力控制取得了较好的效果。这种控制模式在许多造纸机的压光机和卷纸机传动系统中的张力控制中得到了广泛的应用。
