婴幼儿奶粉中阪崎克罗诺杆菌隐性污染状况分析及针对性检测技术研究进展
2022-05-13张竟丰吕新瑞赵力超
易 萌,王 丽,张竟丰,吕新瑞,赵力超,*
(1.华南农业大学食品学院,广东 广州 510642;2.岭南现代农业科学与技术广东省实验室,广东 广州 510642)
婴幼儿奶粉作为婴幼儿母乳替代品被广泛使用,其安全性一直备受关注。婴幼儿食品在加工过程中很容易受到各种致病菌污染,而婴幼儿自身免疫功能尚不成熟,相比其他人群更容易感染食源性致病菌。阪崎克罗诺杆菌(Cronobacter sakazakii)是婴幼儿奶粉微生物重点检测指标,感染后会导致婴幼儿患病甚至死亡,对婴幼儿危害性极强。因此我国GB 10765—2010《食品安全国家标准 婴儿配方食品》中严格规定阪崎克罗诺杆菌在婴幼儿奶粉中检出限为0 CFU/100 g,这一标准需要高效、准确的检测技术来实现。然而目前婴幼儿奶粉中阪崎克罗诺杆菌污染途径和污染控制方法仍然存在许多未知,耐受表型的存在增加了清除难度,“活的非可培养状态”(viable but nonculturable,VBNC)表型阪崎克罗诺杆菌在婴幼儿奶粉中的污染情况也没有引起足够的重视,常规检测方法存在局限性,容易造成VBNC表型细菌漏检,形成隐性污染,使人类了解和控制阪崎克罗诺杆菌污染处于不利处境。
目前相关检测方法致力于检出痕量存在的阪崎克罗诺杆菌,同时防止VBNC表型被漏检,各种聚合酶链式反应(polymerase chain reaction,PCR)技术和免疫检测方法被运用,检测灵敏度得到提升,VBNC菌的定量研究获得一定成效,不过这些方法大多需要长时间富集来提高回收率和灵敏度,增加了时间消耗,未来需要在着重提高检测灵敏度的同时简化流程、提升效率,开发出具有针对性的检测技术,以期保障婴幼儿奶粉产品安全。本文通过婴幼儿奶粉生产中阪崎克罗诺杆菌的暴露情况,分析该菌在婴幼儿奶粉生产环境胁迫下的耐受表型和VBNC表型存在的潜在污染,归纳针对性的新型检测方法,以期提高婴幼儿奶粉安全性,为婴幼儿奶粉阪崎克罗诺杆菌污染防控提供参考。
1 阪崎克罗诺杆菌的危害性
阪崎克罗诺杆菌是肠杆菌科,克罗诺杆菌属微生物,原先被称为阪崎肠杆菌,能引起新生儿、早产儿、低体重儿等免疫力低下人群感染坏死性小肠结肠炎、败血症、脑膜炎和严重的神经系统后遗症甚至死亡。虽然该菌的婴幼儿感染概率低,但感染后的致病率和死亡率极高,研究报道阪崎克罗诺杆菌导致新生儿患病后死亡的概率为26.9%~80.0%[1-2],严重威胁婴幼儿安全。
作为最受关注的婴幼儿奶粉微生物危害,虽然阪崎克罗诺杆菌感染途径和方式尚不十分明确,但大部分阪崎克罗诺杆菌感染病例与婴幼儿奶粉污染的因果关系已被证实[3-6],该菌被联合国粮食与农业组织(Food and Agriculture Organization,FAO)与世界卫生组织(World Health Organization,WHO)列为与婴幼儿奶粉相关的A类致病菌。一项报道中提到全球绝大多数病例报告来自美国、英国、法国、比利时和菲律宾5个国家[2],但需要注意一些非发达地区对该菌的认识和研究有限。如表1所示,本文整理了近5 年国内外关于阪崎克罗诺杆菌在市售婴幼儿奶粉中的部分监测报道,其中最常用的检测方法是基于选择性培养和生化鉴定的欧盟或美国的食品安全标准,该方法的缺点是容易漏检、灵敏度低,国内外关于阪崎克罗诺杆菌的监测数据和感染率报告仍然不足,可能存在没有获得准确的分离数据和监测研究报道的情况,所以需要警惕该菌在婴幼儿奶粉中的存在。

表1 近5 年国内外市售婴幼儿奶粉中阪崎克罗诺杆菌分离情况的部分报道Table 1 Selected reports on the isolation of Cronobacter sakazakii in powder infant formula sold at home and abroad in the past five years
我国自2011年将阪崎克罗诺杆菌加入婴幼儿配方奶粉微生物限量指标后,该菌在奶粉中的污染情况有所好转,检出率由2004年时的12.64%[7]降低到2020年的0.6%[17],但婴幼儿奶粉因阪崎克罗诺杆菌指标不合格而被召回的情况仍有发生,婴幼儿奶粉中存在的阪崎克罗诺杆菌污染和危害仍然需要警惕。
2 婴幼儿奶粉中阪崎克罗诺杆菌污染状况分析
控制阪崎克罗诺杆菌在婴幼儿奶粉中的污染刻不容缓,虽然该菌在婴幼儿奶粉中的检出量被严格限定,但是仍然存在各种因素导致该菌潜伏于婴幼儿奶粉产品中造成公众安全威胁。这些因素包括生产线上阪崎克罗诺杆菌的引入、生产工艺对该菌存活的影响,以及生产过程中该菌耐受表型残留与VBNC表型存在的隐形危害。分析和了解阪崎克罗诺杆菌在工业生产中被引入的原因、传播的途径和方式、以何种状态持续存在,将有助于在生产婴幼儿奶粉过程中制定更有效的控制策略。
2.1 阪崎克罗诺杆菌在婴幼儿奶粉生产过程中的暴露特征
阪崎克罗诺杆菌已从美国、德国、中国等地婴幼儿奶粉工厂中分离出来,是工业界的普遍问题。国内外大量文献对该菌在婴幼儿奶粉工厂环境中空间分布进行了调查,结果表明在婴幼儿奶粉中发现的阪崎克罗诺菌与生产环境直接相关[18],然而该菌在工厂环境中的传播途径和方式尚未完全明确,使得其持续性发生[19]。
各种不洁净的原辅料是造成婴幼儿奶粉产品中阪崎克罗诺杆菌阳性的主要原因,一项取样调查证明了最终产品中阪崎克罗诺杆菌的来源是原料乳清蛋白粉[20]。阪崎克罗诺杆菌引入婴幼儿奶粉生产线的一个可能途径是湿法生产工艺中巴氏杀菌后添加的不洁净热敏性营养素等添加物[21-22]。干法生产方式中没有杀菌步骤,脱脂奶粉、淀粉[23]以及米粉、燕麦粉和麦芽糊精[24-25]等原料被认为是阪崎克罗诺杆菌在干法生产中的潜在传播途径[26-27]。无论干法还是湿法生产工艺,都可能存在没有得到充分除菌的原辅料进入婴幼儿奶粉生产线,且较之湿法生产,干法生产一旦原料管理不严格,婴幼儿奶粉产品污染风险将大大增加,说明婴幼儿奶粉生产商必须警惕原辅料检验和管控,尽量采用湿法生产方式。还需要注意使用被污染的水清洗设备和管道可能造成该菌污染生产线,要警惕清洁与消毒程序杀菌不到位的情况,例如输送管道清洗不彻底形成生物膜[28]、热杀菌设备管道结垢使实际杀菌强度未达标等现象,但水传播这一途径没有得到更多关注[29],后续应当进行相关调查以进一步确保婴幼儿奶粉安全。
喷雾干燥设备是所有生产空间内最易检出阪崎克罗诺杆菌存在的地点[30-31],清洁不当的喷雾干燥塔内部及喷雾干燥塔的纺织过滤器是该菌的宿主[30],而喷雾干燥处理温度与时间不足以杀死该菌,该菌被引入之后将残留并流入后续生产环节造成终产品污染[32-33]。分离到的致病菌大多来自空气处理区和人员流量大的地方[19,20,34-37],说明空气和人员的流动有助于传播分散细菌。一项研究中,阪崎克罗诺杆菌在真空吸尘器的检出率最高,为28.0%[38],因此建议不要在清洁生产区域使用真空吸尘器。奶粉生产需要加强生产环境控制以降低污染风险,包括进行物理分区,保持低湿度,避免不洁粉尘、人员出入、不洁空气流通等因素形成生物气溶胶,保证生产规范,做好污染途径阻隔。
暴露特征的调查和分析警示我们婴幼儿奶粉生产中需要注意的问题主要是原料管理和生产操作规范管理,减少阪崎克罗诺杆菌在生产设施中生存和定植机会。但即使做好了这两点,仍然有难以被发现的病原菌潜伏,需要对该菌的存在状态进行研究。
2.2 阪崎克罗诺杆菌污染与耐受表型
阪崎克罗诺杆菌得以在婴幼儿奶粉产品及生产过程中存在,大量研究将其总结于这种细菌对不利环境的耐受能力强,该菌比其他肠杆菌科细菌更加耐受环境胁迫,最明显的是对于温度和干燥交叉耐受特性。
耐热表型是影响阪崎克罗诺杆菌存活率的主要因素[22,39],研究表明,阪崎克罗诺杆菌能在热处理之后存活[40-41],发生热休克还能增强对消毒剂的抵抗能力[42],这种耐热表型的存在警示了婴幼儿食品生产中应用的标准巴氏杀菌条件对灭活阪崎克罗诺杆菌菌株的效果有待确认。WHO曾建议冲调奶粉的水温不低于70 ℃[43],但实际冲调时很可能达不到该温度[44],且70 ℃时该菌死亡需要2 min[45],婴幼儿奶粉生产中无法清除的耐热菌将持续存在并被摄入,婴幼儿安全风险增大。
与肠杆菌科其他菌相比,阪崎克罗诺杆菌更能抵抗干燥胁迫[33]。阪崎克罗诺杆菌耐干燥表型不仅能耐受喷雾干燥过程中的高温和脱水[46],在低水分活度的婴幼儿奶粉产品中还能存活2 年之久[47-48]。细胞内甜菜碱[49]和海藻糖[50]的积累可以增强细菌对渗透压胁迫的耐受力,加上婴幼儿奶粉基质成分能对细菌形成保护作用,阪崎克罗诺杆菌耐干燥表型能表现出极强的干燥存活能力。干燥耐受与热耐受之间有复杂的联系,这种交叉耐受表型为清除阪崎克罗诺杆菌残留增加了障碍。
阪崎克罗诺杆菌能形成生物膜附着于不锈钢、聚氯乙烯、硅胶等多种材料表面,已在婴幼儿奶粉生产设备和婴幼儿肠胃营养管内部检出[51],生物膜表型保护内部的细菌不受消毒剂、抗生素、寡营养等不利环境干扰,是阪崎克罗诺杆菌持续存在的重要原因[28]。生物膜表型的阪崎克罗诺杆菌比浮游状态时更能抵抗干燥胁迫[52],使婴幼儿食品污染问题更加复杂。
耐受表型细菌抵抗环境胁迫的能力增强,婴幼儿奶粉残留和婴幼儿感染风险增加,对检测技术的需求随之增加,耐受机制也有待加强了解,以制定全面的污染防治和检测控制措施。
2.3 阪崎克罗诺杆菌污染与VBNC表型
研究已经证明,一些细菌能以VBNC表型存在,细菌面对不利环境胁迫时进入VBNC能保持活性,但平板培养时不会形成菌落,造成漏检情况,VBNC状态细菌能复苏,被摄入后会导致疾病[53-54],对食品安全和公众健康存在重大威胁[5,55-56]。食品加工过程中的杀菌、储存条件为食源性致病菌提供了替代自然环境的VBNC诱导条件[57-65],导致食品中致病菌形成大量VBNC细胞[66-67],食品安全检测出现假阴性结果。VBNC表型致病菌使得传统检测方法确定微生物活性变得困难,由此带来的安全风险也不易察觉,这可能是使婴幼儿奶粉按照生产规范操作却仍然无法避免污染发生的原因。
目前已证实VBNC细菌在婴幼儿奶粉生产环境中存在[68],丧失可培养性的阪崎克罗诺杆菌2.5 年后仍可恢复[69],表现出复苏的危害潜力,说明应当警惕婴幼儿奶粉中阪崎克罗诺杆菌VBNC表型这一未被重视的隐形污染[70]。近年的研究发现低温、干燥、热处理均能使奶粉中部分阪崎克罗诺杆菌形成VBNC细胞[41,64,71-73],寡营养条件下VBNC表型和生物膜表型的共同存在使得清除阪崎克罗诺杆菌残留更加困难。一些关于热处理和巴氏杀菌的研究显示,食物中大肠杆菌、金黄色葡萄球菌经高温处理后形成了VBNC细胞[62,74-75],警示巴氏杀菌这一世界范围内沿用多年的杀菌手段存在一定的局限,应当从新角度全新地评估其杀菌效果,阪崎克罗诺杆菌热诱导形成VBNC细胞的情况需要引起注意,但目前相关研究存在不同的观点和许多未知,早期研究认为该菌不足以在巴氏杀菌步骤后存活[76],但其应用的检测方法是基于无法检出VBNC细胞的培养法[77],需要考虑菌株特异性、培养基回收率、检测方法的影响,这些因素会使得热处理研究结果存在差别[76],因此还需要进一步深入研究热处理诱导与VBNC表型形成的联系。
近年来细菌VBNC表型的形成、乳及乳制品中常见VBNC致病菌污染逐渐被大家所关注[78],VBNC表型的阪崎克罗诺杆菌在婴幼儿奶粉生产过程中的形成情况值得进一步确认,应该进行更多研究和检测技术开发去评估VBNC这一微生物隐性安全危害与婴幼儿奶粉的联系。
3 婴幼儿奶粉中阪崎克罗诺杆菌针对性检测技术
阪崎克罗诺杆菌对逆境胁迫条件耐受性强,造成微生物残留风险,同时奶粉中的微生物污染数量少,分布不均匀[79],加上对VBNC细胞的检测盲区,在抽样计数时很容易发生漏检,因此检测婴幼儿奶粉中痕量、分布不均、VBNC表型的阪崎克罗诺杆菌是保障奶粉产品安全性急需解决的问题。
GB 4789.18—2010《食品安全国家标准 食品微生物学检验 乳与乳制品检验》[80]中规定乳制品中阪崎克罗诺杆菌的检验依据GB 4789.40—2016《食品安全国家标准 食品微生物学检验 克罗诺杆菌属(阪崎肠杆菌)检验》[81]提供的定性和定量检测方法,检验步骤主要包括增菌培养、显色培养基分离可疑菌落、可疑菌落的生化鉴定,获得对每100 g(mL)检样中是否检出的定性结果或最可能数的定量结果。行业标准SN/T 1632.2—2013《出口奶粉中阪崎肠杆菌(克罗诺杆菌属)检验方法 第2部分:PCR方法》与SN/T 1632.3—2013《出口奶粉中阪崎肠杆菌(克罗诺杆菌属)检验方法 第3部分:荧光PCR方法》中对PCR扩增产物进行电泳检测或收集荧光信号,筛选为阳性的样品再做确证实验。由于依赖相关食品安全标准规定的传统检测计数方法需要经过增菌、选择性培养、标准生化方法,步骤繁琐,耗时5~7 d,容易发生错检漏检,灵敏度低,无法获得准确定量结果,也无法检测到VBNC细胞[82],已不能满足目前对婴幼儿奶粉致病菌的快速检验检测需求。为了克服传统检测手段的局限,近年来各种高灵敏度和高特异性的快速检测手段得到发展,在食品样品监测中具有省时省力的优势。目前应用最多的是分子生物学方法和免疫检测方法,表2列举了阪崎克罗诺杆菌检测技术。
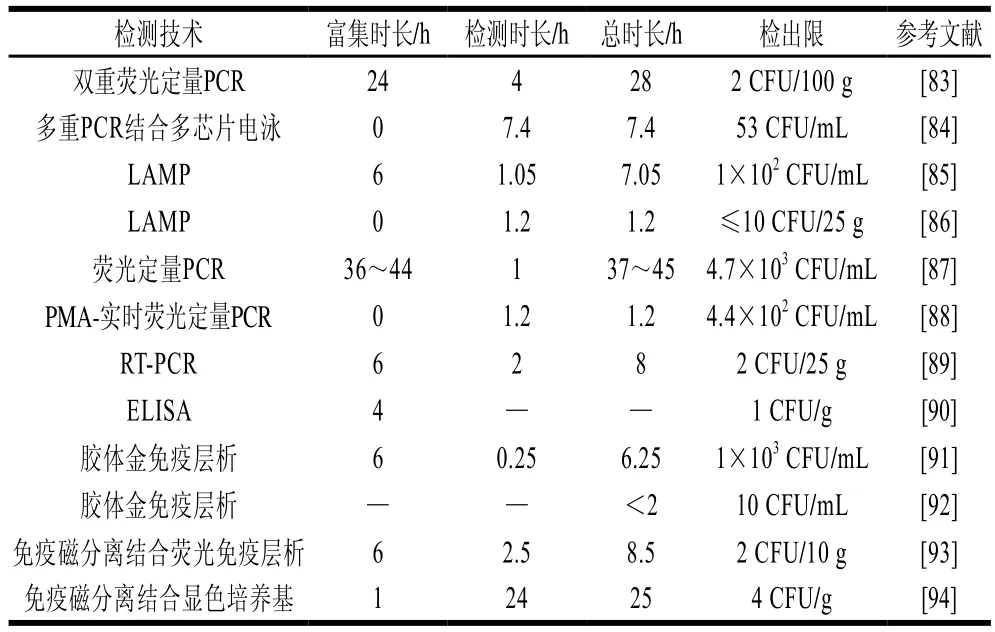
表2 阪崎克罗诺杆菌检测方法举例Table 2 Detection methods for Cronobacter sakazakii
基于核酸扩增原理的分子生物学方法克服了传统培养方法耗时长、灵敏度低的局限,且与其他手段联用能有效解决VBNC细菌漏检的问题,是目前乳制品企业进行出厂检测时常用的快速检测方法。分子生物学手段包括普通PCR、多重PCR、LAMP、荧光定量PCR等多种方法。多重PCR可以用于同一致病菌上多个特异基因的检测,提高了检测特异性。LAMP可实现65 ℃恒温条件下的核酸扩增,应用于现场检测十分有利[95],被开发成多种试剂盒商品,同样基于体外恒温基因扩增原理的解旋酶恒温基因扩增方法检测婴幼儿奶粉中阪崎克罗诺杆菌,其检出限可达10 CFU/g[96]。荧光定量PCR技术对PCR扩增产物进行荧光标记,比普通PCR灵敏度更高,特异性更强,且实现了定性到定量的飞跃,美国食品与药品监督管理局已将此纳入官方检测婴幼儿奶粉中阪崎克罗诺杆菌的方法[97],同时最近几年这项技术结合核酸染料PMA、叠氮溴化乙锭能有效区分活细胞和死细胞[98],本研究团队已成功将PMA-实时荧光定量PCR技术应用于多种致病菌VBNC表型的检测,包括副溶血性弧菌[99]、大肠杆菌O157:H7[100]及阪崎克罗诺杆菌[88],不经任何前处理即可检测到1.85 CFU/g副溶血弧菌VBNC,应用于几种致病菌均获得不错的区分监测效果。
分子生物学检测方法所涉及的操作复杂、设备成本高、气溶胶污染产生假阳性等问题成为检测障碍,基于抗原抗体反应的免疫分析方法由于特异性强、不需要复杂步骤引起了微生物检测领域的极大兴趣。ELISA和胶体金免疫层析被开发成各种检测试剂盒,是阪崎克罗诺杆菌免疫检测中运用最多的两种。制备阪崎克罗诺杆菌抗体并建立ELISA检测方法已被研究报道过多次[90,101-103],经过短时间富集后表现出较高的灵敏度。胶体金免疫层析技术成本低,适于现场检测,但灵敏度偏低,目前许多研究致力于将其与信号增强策略相结合,从而改善检测灵敏度,因此胶体金免疫层析技术具有巨大开发潜力[91,93]。针对该菌在奶粉中痕量残留、基质干扰造成的不易回收问题,免疫磁性微球分离技术能有效简化前处理过程,结合下游检测技术后可获得较好的效果[93-94,104]。同时,免疫分析手段结合分子生物学技术的检测方法结合了两者优势,逐渐发展起来,利用胶体金探针对PCR反应产物进行分析,在不经预富集的人工污染婴幼儿奶粉中可检测到1×103CFU/g的阪崎克罗诺杆菌,结合免疫磁分离技术时经过3 h预富集可检出低至4.5 CFU/g的阪崎克罗诺杆菌,提高了检测灵敏度[105]。一种使用重组酶等温扩增结合胶体金免疫层析技术定量检测阪崎克罗诺杆菌的方法中,重组酶等温扩增与扩增产物免疫层析检测步骤仅需20 min,灵敏度较高、特异性较好[106]。免疫分析方法检测时间短、操作简便、成本低,发展空间将会越来越大。但灵敏度偏低是免疫检测方法的最大劣势所在,且在区分死活菌、检测VBNC病原菌方面存在局限,应注重提高检测灵敏度,同时注意突破死活菌、VBNC菌区分这一局限。
由于各种检测方法缺乏通用的评价体系、评价标准和统一的样品前处理技术,有各自优势和缺点,无法统一评价,应用时应根据需要有针对性地选择。在现有检测技术上不断优化和创新,缩短富集过程的时间、减少人力消耗、增强灵敏度和区分VBNC菌仍然是研究的目标。
4 结 语
阪崎克罗诺杆菌对于婴幼儿奶粉安全具有重要影响,为了减少婴幼儿奶粉中阪崎克罗诺杆菌污染的发生,杜绝奶粉市场上阪崎克罗诺杆菌指标不合格现象,需要加强对婴幼儿奶粉生产过程中的管控,严格管理生产环境洁净状况,同时进一步研究耐受表型和VBNC表型在生产环节中的存在造成的持续污染,从生产源头进行控制,保障婴幼儿奶粉生产安全。
各种分子生物学方法和免疫检测方法快速检测阪崎克罗诺杆菌在提高灵敏度和区分VBNC菌方面已取得初步进展,在实际检测应用中仍然需要提升检测性能,检测技术研发人员需着重开发能提高微生物回收率、检测灵敏性的新技术,以期解决目前婴幼儿奶粉中阪崎克罗诺杆菌数量少、不易回收、VBNC表型难检出的难题,从检测技术性能方面提高对阪崎克罗诺杆菌的污染防控力度。对于阪崎克罗诺杆菌耐受表型和VBNC表型在婴幼儿奶粉中的污染,在研究相关机制的同时,注重对VBNC状态菌的区分研究力度,防止漏检。加快研究奶粉中阪崎克罗诺杆菌更灵敏准确、高效全面的检测技术和方法,是增强婴幼儿奶粉生产过程中微生物安全控制需要致力解决的方向。
