表面粗糙度对工件使用性能的影响分析
2022-05-11李景才
李景才
(商丘职业技术学院,河南 商丘 476000)
金属材料在切削过程中会发生机床振动、刀具振动、受热变形、塑性和弹性变性、零件加工表面与切屑之间摩擦、切削热导致工件和机床的膨胀变形、刀具与工件之间的摩擦等,最终导致加工出的零件表面总存在着较小间距的波峰和波谷。[1](凸起的部分称为峰,凹下去的部分称为谷)而这些峰和谷构成的微量高低不平的微观印迹,就叫做表面粗糙度。若是粗加工,这些痕迹用眼睛就能直接看得出来。若是精加工,用眼睛看是十分平整和光滑的,若用放大镜或专业仪器进行观察,能够看到错综复杂的加工纹理(如图1所示)。这些加工纹理对零件的使用性能的影响是非常大的。
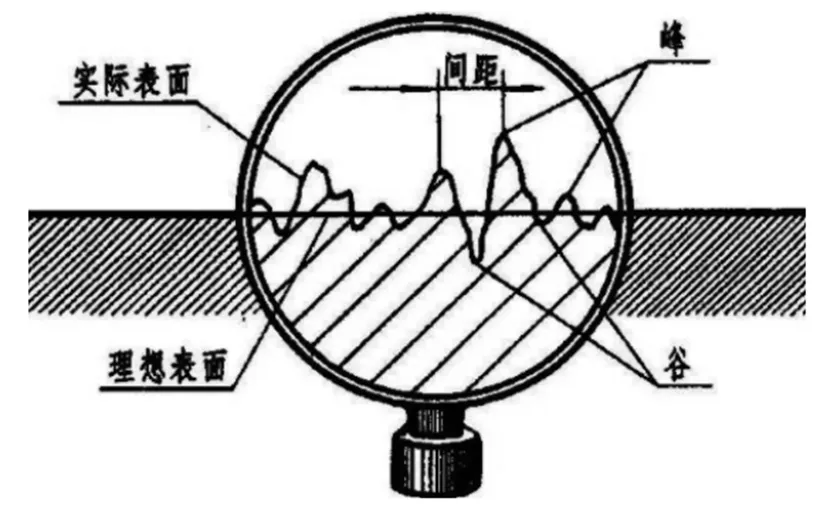
图1 工件宏观及微观表面
1对零件配合性质的影响
工件之间的配合种类,可分为间隙配合、过渡配合和过盈配合,也就是俗称的松配合,滑配合和紧配合。间隙配合主要应用于活动连接或经常拆卸的场合,过盈配合一般应用于一经安装不允许拆卸的场合,过渡配合一般应用于有同轴度和对中性要求的场合。
工件组合装配时,如果工件表面粗糙度较大,过盈量又较小,经过配合安装后,刚开始使用时,零件在机械设备中是能够正常发挥作用,设备整体是能够正常运行的。但是,时间稍长,由于表面粗糙度过大,轮廓峰在各种力的综合作用下渐渐被压平。所以本就过盈量很小的过盈配合可能就会向间隙配合方向发展,使原本的配合性质彻底改变,影响连接副的连接强度和设备的整体稳定性。[2]零件在机械设备中的功能也不能正常发挥,设备整体运转规律和工件的使用寿命也将改变。例如,φ18K7/f6是发动机活塞销与活塞销孔之间的过渡配合。其配合公差带图如图2所示。
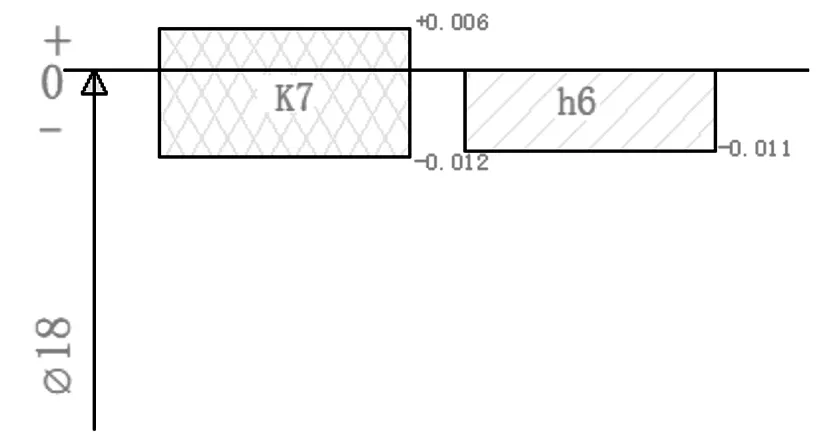
图2 φ18K7/f6的配合公差带图
通过公差带图可知,轴与孔之间的最大间隙是0.017mm,最大过盈量0.012mm。过盈量0.012mm,这样的过盈值相对来讲是比较小的。在发动机的运行过程中,活塞在连杆的带动下在缸筒内作往复直线运动,活塞销是活塞和连杆的连接纽带,做着力的传递,工作环境非常恶劣,同时承受着非常大的冲击载荷。如果配合性质由过盈配合转变为间隙配合,由于冲击力和间隙的存在,发动机就会发出异响,出现抖动,造成噪音过大,影响发动机的整体寿命,所以,表面粗糙度对工件配合性质的影响较大。
2表面粗糙度对摩擦磨损的影响
机械运动中的磨擦副从投入使用到完全失去功能,摩擦副的整个生命周期(如图3所示)共经过三个重要阶段,即初期磨损阶段、正常磨损(使用)阶段和急剧磨损阶段。零部件在各阶段的磨损过程都是不同的,都有其自身特征。表面粗糙度对初期磨损阶段的影响也是很大的,这是因为无论采用什么样的机械加工方法,零部件的表面都会有不同程度的微观的波峰和波谷的表面产生,而这些微观的波峰和波谷就是摩擦学中所说的微凸体。[2]经过组装形成的摩擦副,看似是面与面的接触,实则是微凸体与微凸体之间的接触。当摩擦副受力以后,这些微凸体在外力作用下受到压力、冲击力等多方面的力,会产生弹性和塑形变形甚至会造成微凸体断裂,直至微凸体被磨平,初期磨损也就落下了帷幕,所以初期磨损时摩擦副的磨损量是非常大的。磨擦副的初始磨擦度越低,工件内部的接触压力减小,机械磨损程度就越小。初始粗糙度提高,接触压力也提高,彼此之间的摩擦力变大,为了克服摩擦副相对运动时工件表面起伏不平的峰谷之间的摩擦阻力,需要增大由于磨擦带来的能量消耗,同时工件之间的磨损速度也急剧上升。当零件构成相对运动副以后,若构成相对运动的两个工件的粗糙度都偏大或二者之中有一个粗糙度值较大时,二者的接触可能由理想的面接触,变成线接触或点接触。彼此间的接触面积减小,实际接触面积远小于理想接触面积,承载能力就会下降,造成彼此间的单位压力增大,从而造成磨损加剧。两个相互配合的零件发生相对运动过程中,零件表面的凸起部分,尤其是硬度相对较高的零件的凸起部分,就相当于用诸多微小的切削刃来切削对方。从而对另一个工件的表面产生严重的微观切削,产生大量的微小切屑,势必使对方的磨损加剧。在运动过程中相对运动的零件之间还会发生撞击,在冲击载荷作用下,这些微小凸起部分会发生弹性变形和塑性变形,这些微小变形在运动过程中会造成剪切破坏。这些凸起部分彼此会被撞平、撞裂或者是撞断,断下的部分会滞留于摩擦副中充当磨料,从而加剧了相对运动副之间的磨损。相对运动零件本身的粗糙度值较低时,相对运动的两工件之间的接触面积增大,承载能力增强。金属断裂的分量就相对减少,发生相对运动两工件之间被切削下来充当磨料的金属微粒数量也将下降,磨损率也将变小,使零部件的使用寿命延长,降低了因磨损而出故障的停机时间,提高了生产效率,延长了工件的全生命周期。
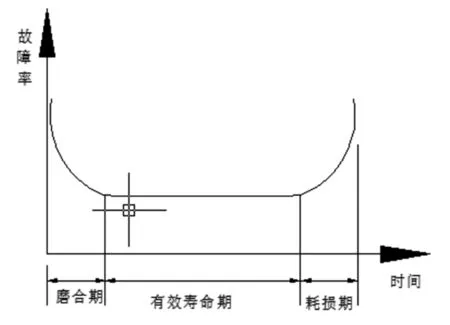
图3 零件的全生命周期图
零件的表面粗糙度值也不能过小,如果表面粗糙度值过小,润滑油则不宜储存其中。相互接触的两零件彼此之间不能形成油膜,油膜主要是在相对运动部件之间起着隔离作用,避免两工件直接接触而加剧磨损,同时油膜还起着隔绝空气中的氧气与工件接触、避免工件氧化的作用。所以,若彼此相对运动的两工件表面粗糙度值过小,相互接触的两工件彼此之间形不成所需要的油膜,接触面之间就容易造成接触部分的金属相互粘连,磨损反而会加剧。有些场合,比如机床的导轨副之间的接触是采用刮研的方式,使导轨副之间呈多点接触,点与点之间的凹坑处可以储存润滑油,有利于使彼此之间形成油膜,使摩擦系数降低。其实每一个磨擦副都有一个适合自身的表面粗糙度值,使得磨擦副有良好的综合力学性能。工件表面粗糙度值的高低是根据工件的实际工作状况、工作载荷的大小、工作载荷的性质,综合考虑之后才能最终决定的。
3表面粗糙度对疲劳强度的影响
所谓疲劳强度,是指材料在无限次交变载荷作用下,而不被破坏的最大应力,也称之为疲劳极限。一般情况下,钢在承受交变载荷作用下而产生断裂时的最大应力称为钢的疲劳强度。[3]实际上,金属并不能承受无限次的交变载荷作用。
事故统计中,疲劳断裂引起的事故约占事故总量的86.73%。由于零件在出现疲劳断裂以前没有任何明显的征兆(明显的裂纹、变形),所以疲劳断裂经常会酿成重大灾难。二战中,20架在空中执行任务的“惠灵顿号”重型轰炸机在毫无征兆的情况下发生坠机,这在当时引起极大恐慌。最后,经分析发现,是由于飞机在飞行过程中发动机的曲轴发生疲劳断裂造成的。2005年5月中旬,中国台湾华航班机由于飞机尾部发生疲劳断裂在空中解体,造成机上二百多人全部遇难的悲剧。这些悲剧的发生,幕后黑手全部都是疲劳断裂(见图4、5)。
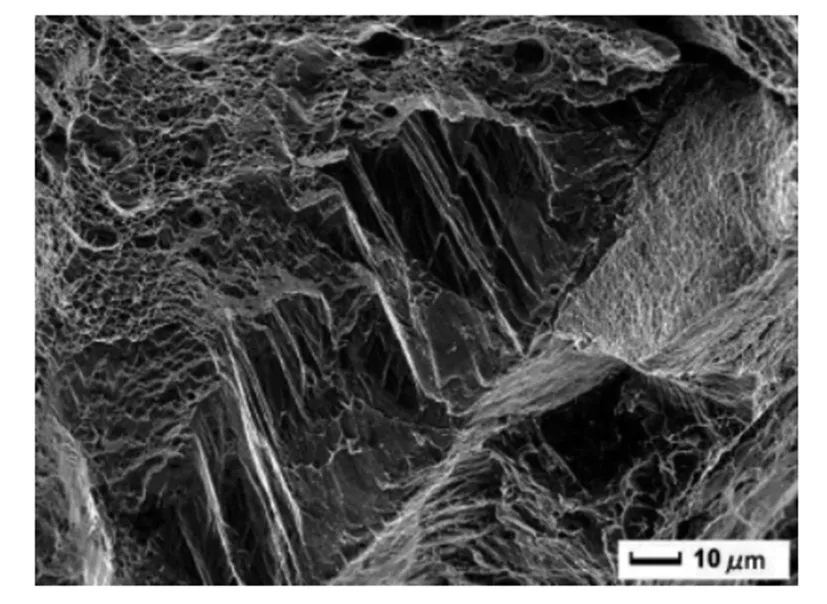
图4 航空发动机疲劳断裂的叶片
被加工过的零件表面粗糙度的值越大,表面缺陷就越多,微观不平的峰谷差值就越大。交变载荷应力也就越集中。应力的集中,就会出现疲劳裂纹,从而降低零件的疲劳强度,最终零件因疲劳断裂而失效。零件表面裂纹的出现时间以及裂纹增长到足以让零件失效的时间,是由零件的材料和应力场来决定的。零件材料的应力场与零件的表面粗糙度关系密切,表面粗糙度值较大,则出现裂纹的时间就越早,零件发生疲劳断裂的时间就越早。零件的表面粗糙度值越低,表面光洁度越高,出现表面缺陷的概率就越小,其疲劳强度也会相应提高,造成疲劳损坏的时间就会延长,零件的使用寿命就会增加。

图5 疲劳断裂的飞机引擎
4表面粗糙度对零件刚度的影响
刚度是材料在受力时抵抗弹性变形的能力,是材料在外力作用下产生弹性变形的难易程度的表征。[4]在宏观范围内,刚度是零件荷载与位移成正比的比例系数,引起单位位移所需要的力。接触刚度,是零件结合面在外力作用下抵抗接触变形的能力。零件表面粗糙度值越大,表明其微观峰谷值就越大,两个零件的实际接触面积将远小于设计的理论接触面积,零件表面压强(单位面积上所受的力)提高。零件微观峰顶处的局部变形在力的作用下会增加,两零件的实际接触刚度降低,从而影响零件的工作精度和抗震性能。
5对零件的抗腐蚀性的影响
表面粗糙度值较大的零件,其微观凹谷处易存积杂质,这些杂质中不可避免的会夹杂一些腐蚀性物质(如图6所示)。日积月累,这些腐蚀性物质将通过分子运动进入金属内部,造成零件的锈蚀。零件的微观尖峰处和有裂纹缺陷的表面腐蚀就更为明显。此外,金属表面层的残余应力对零部件的耐腐性也有一些负面影响,当金属表面残余应力为拉力时,会加剧零件的腐蚀。
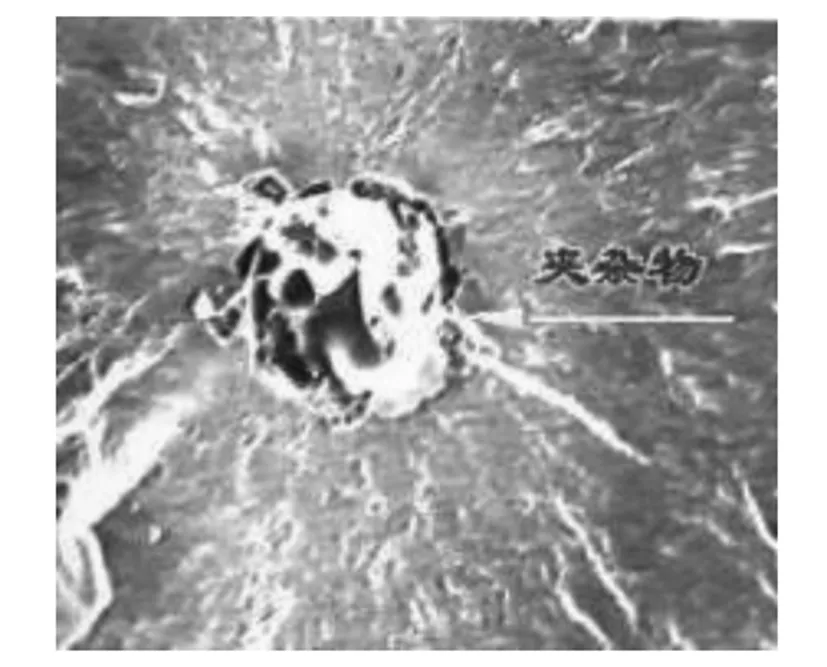
图6 工件表面凹谷处的夹杂物
6对密封性能的影响
表面粗糙度直接影响零部件组合后的密封性能,如果零件的表面粗糙度值较大,其微观的峰谷值会很大,因为凹凸不平的表层没法互相紧紧贴合,因此机器型腔内的液态物质和气体将穿过接触面间的空隙,造成跑、冒、滴、漏等现象。
另外,表面粗糙度对零件尺寸测量的准确度、形状、电镀、表面涂层、导热性、接触阻力、接触压力、表面反射能力和反射特性、气体与液体之间的流动阻力、以及导体与表面电流的流通状况,都会产生不同程度的影响。[5]
7表面粗糙度的改善措施
在现代化的加工中影响机械加工表面粗糙度的各种因素,通常认为主要有如下几方面:工件表面层的物理化学因素、切削液、零件的几何形状、工件表面层的热力学原因、刀具因素、背吃刀量的大小、切削速度的高低、主轴转速、进给量的大小、机床的振动、刀具振动以及工件振动等。[6]
物理原因:在切削过程中,由于刀具设计制造都是存在圆角的,使得工件的已加工表面出现了弹性和塑性变形,从而造成工件表面粗糙度值的增大。当用带有圆角的刀具加工脆性材料时,就会生成大量崩碎的切屑,崩碎切屑飞落时会在工件的已加工表面上留下撞击痕迹,生成很多微细的坑穴,从而造成零件表面粗糙度的增加;在加工塑形较大的材料时,在切削刀具上容易产生积屑瘤,积屑瘤会增加切削刀具的强度,但是会使工件的表面粗糙度值下降。一定注意,不要为最后一刀加工留有太少的余量,如果加工剩余量太少,切削过程中容易造成间歇切入、切出和打滑现象,这些现象的出现同样会使工件的表面粗糙度增加,影响到工件的表面质量。
振动原因:在机械加工的过程中,因为工件材料、刀具以及机械本身强度不够或由于其他某些因素形成振动,当振动形成后,会在工件表层形成振纹,振纹的出现会使工件工件的表面粗糙度值增加。
由上述分析得出,提高工件表面表面质量可以重点考虑以下各方面要素:工件的热处理方式,工件的加工方式,刀具的材质、刀具的切削参数、机床的综合力学性能、切削液等。
7.1刀具方面
在工件加工过程中,刀具的作用是切除毛坯上的多余材料。为保证切削效率和工件的质量有必要选取合适的刀具切削几何参数。如加大刀具刃倾角,则刀具的实际工作提前角将相应增大,这样将会降低切削中的工件的塑形和弹性变形,其表面粗糙度值也会减小;除了加大刀具刃倾角的值以外,还可采用减小刀具切削的主偏角、副偏角、提高刃尖圆弧半径的方法来提高零件的外观品质;此外,切削用的刀具本身材质的选用也非常关键,在选择刀具之前必须要考察刀具本身的材质。如果选择不当,由于刀具本身材质和工件材质在特定条件下亲和程度很大,会附着在刀具切削刃上,比如钨钴钛类合金刀具加工具有钛含量的工件时,由于钛的亲和力较强,会发生钛元素亲和现象,刀具中的钛元素会被切屑带走而造成金属钛流失,加剧刀具的磨损,从而使工件的表面微观峰谷的值增大,而造成表面粗糙度值增加。经验证实,切削条件相同的情况下,高速钢刀具切削过的工件表面粗糙度的值大于硬质合金钢刀具切削后的表面粗糙度的值。
7.2通过改善切削用量提高工件表面粗糙度
工件在切削过程中,切削用量(进给量、背吃刀量、切削速度)对工件工件的加工效率、表面质量的影响是很大的。在车削外圆时,主轴旋转一周,刀具的切削刃相对于工件在进给方向的移动距离称为进给量。进给增大,切削效率提高,刀具寿命会减少,表面粗糙度一般会随进给量的增加而增加。所以进给量的大小直接影响到工件的加工效率和工件的表面粗糙度。在切削用量三要素中,进给量对表面粗糙度的影响是举足轻重的,所以在切削加工中进给量参数的选择显得尤为重要。进给量与表面粗糙度关系如图7所示:
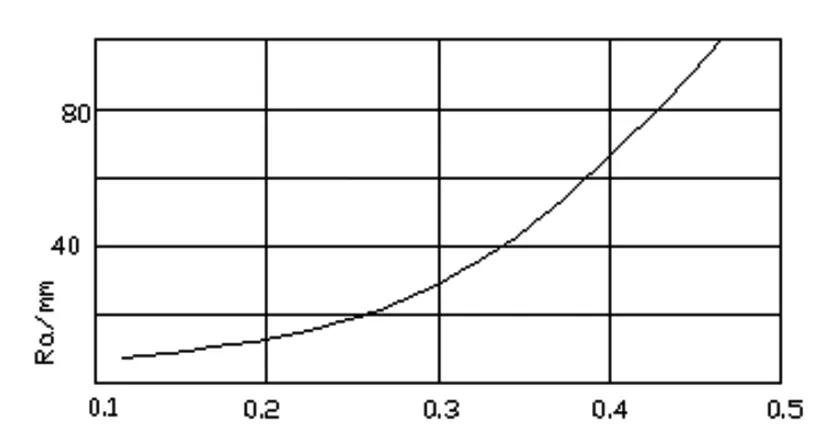
图7 进给量与表面粗糙度关系曲线图
切削速度和工件表面质量之间同样存在着密不可分的关系。实验证明,合理选择切削速度既能提高生产率、降低生产成本,又能降低表面粗糙度。
在切削用量三要素中,背吃刀量是指已加工表面和待加工表面之间的垂直距离。当背吃刀量的数值低于一定值时,切削刃与工件之间将会出现断续切削现象,即切削刃与工件之间呈周期性切入、切出,同时也会出现切削刃与工件之间的打滑现象,这种周期性的切入、切出、打滑会使工件的表面粗糙度增加,所以,在切削加工时,一定要选择合适的背吃刀量,切忌过小,尤其是给精加工留的余量不能太小。
7.3通过改善工件材料性能来改善表面粗糙度
为了消除由于应力而产生的切削变形对加工质量的影响,工件通常要先进行去除应力热处理以后再进行切削加工。经过去应力退火、回火或正火等热处理工序以后工件的金属元素的分布会更均匀,晶粒会进一步得到细化,所以,工件经过热处理以后再进行切削加工,切削出的工件表面粗糙度值会更低,表面质量会更好。
7.4通过选择切削液改善表面粗糙度
工件表面质量与切削液的选择也存在着十分重要的关系,在金属切削加工过程中切削液起着润滑、防锈、冷却等作用。切削液的冷却和润滑作用对零件的表面质量影响较大,有了切削液的存在使切削过程中的润滑性能增加,工件的塑性变形程度减小,由于切削液还具有冷却作用,加工过程中的热胀变形会减小很多,从而使得零件的表面粗糙度值减小。故在机械加工中,为了增加加工过程中切削液的润滑性能,精加工一般使用豆油、煤油、硫化油等作切削液,降低工件的表面粗糙度,提高被加工工件的表面质量。
7.5在加工中要防止振动的产生
在切削过程中机床、工件和刀具无论哪个环节出现振动,都会使工件加工表面上产生振纹,这些振纹直接影响工件的加工表面质量。为避免因振动出现的振纹,一般采取的方案包括:控制工件伸出卡盘的长度,伸出长度越短其刚性越好;如果必须伸出长度较长,切削时必须采用跟刀架;尽可能缩短刀具的使用长度,刀具伸出越长其刚性就越差;减小激振力;采取其他防振保护措施。
7.6尽可能减少工件残余应力
残余应力对零部件机械性能的主要影响,不但表现在零件的弹性和塑型变形、耐疲劳强度、耐腐蚀性能上,而且对工件的尺寸误差、形状误差、位置误差和表面粗糙度的影响也较大。因此,所采取的改进对策主要有:合理选用切削用量;改变冷却方式;合理选用刀具材料和刀具角度;及时对刀具进行修整和更换。
综上所述,表面粗糙度对工件配合性质、工件耐磨性能、工件的疲劳破坏、表面刚性、耐腐性、工件的密闭性、导热性、抗腐蚀性、导电性等各方面的特性,都是有一定影响的。在现实的工业生产中,通过选择正确的切削刀具材料和刀具的几何角度参数、提高工件材质的机械性能、合理选择适当的抗振手段、科学合理使用切削液等措施,来提高工件的表面粗糙度,收到了较好的加工效果。
