镍基泡沫防砂筛管TIG焊接头组织性能
2022-04-29邢付龙孙永兴王炳英鲁铭洋邓肖肖
冯 涛, 邢付龙, 孙永兴, 王炳英, 鲁铭洋, 邓肖肖
(1.中国石油大学(华东)材料科学与工程学院,山东青岛 266580; 2.哈尔滨工业大学先进焊接与连接国家重点实验室, 黑龙江哈尔滨150001; 3.上汽通用五菱汽车股份有限公司青岛分公司,山东青岛 266500)
目前机械防砂是油田常用的防砂方法,常见的机械防砂方法有滤砂管、绕丝筛管、割缝筛管、管外砾石充填筛管、可膨胀筛管等,这些机械防砂方法各有优势,但都难以应对油井中后期出砂较严重的防砂任务[1-4]。目前有一种新型镍基泡沫金属筛管,其挡砂层由高孔隙率、低孔径的镍基泡沫金属板卷制焊接而成。与传统机械防砂方法相比,镍基泡沫金属筛管具有更好的防砂效果。泡沫金属是金属基体中分布着无数孔洞的金属材料,因其独特的结构而兼有结构材料和功能材料的特点。泡沫镍是通过化工、机械等手段对高纯度金属镍作进一步深加工的产品,因其具有孔隙率高、比表面积大、质量均匀等特点,被广泛应用于超级电容器、减震器、过滤器、消防、化工催化器、热交换器、环保废水治理等领域[5-7]。可靠的连接是泡沫金属实现大规模生产和广泛工程应用的基础。焊接作为现代制造领域广泛应用的一种重要连接技术,可通过实现原子级连接获得可靠的接头。而泡沫金属因其结构的特殊性,采用常规焊接方法难以实现可靠的连接。目前关于泡沫金属焊接性的研究主要集中在泡沫铝领域,而关于镍基泡沫金属焊接的研究报道极少,因此迫切需要制定出可以获得优质焊接接头的镍基泡沫金属焊接工艺[8-12]。笔者以厚度为6 mm的镍基泡沫金属为研究对象,采用TIG焊并选用Inconel625与Inconel600两种焊丝,探讨焊接工艺对焊缝成形、接头组织和性能的影响。
1 试验材料及方法
所用母材为通过电镀方法制备的镍基泡沫金属板,厚度为6 mm。该材料为三维立体空隙结构,孔隙率约为60%,其形貌见图1。所用镍基泡沫金属为纯Ni,选用Inconel625和Inconel600两种焊丝进行填充,焊丝直径为2 mm,所用的焊接工艺参数见表1。采用多层多道焊,正面焊2道,背面焊1道。焊后利用光学显微镜(OM)和扫描电子显微镜(SEM)对接头形貌进行分析,利用X射线能谱分析仪(EDS)和X射线衍射仪(XRD)对接头的物相进行分析。

图1 母材形貌Fig.1 Microstructure of base metal
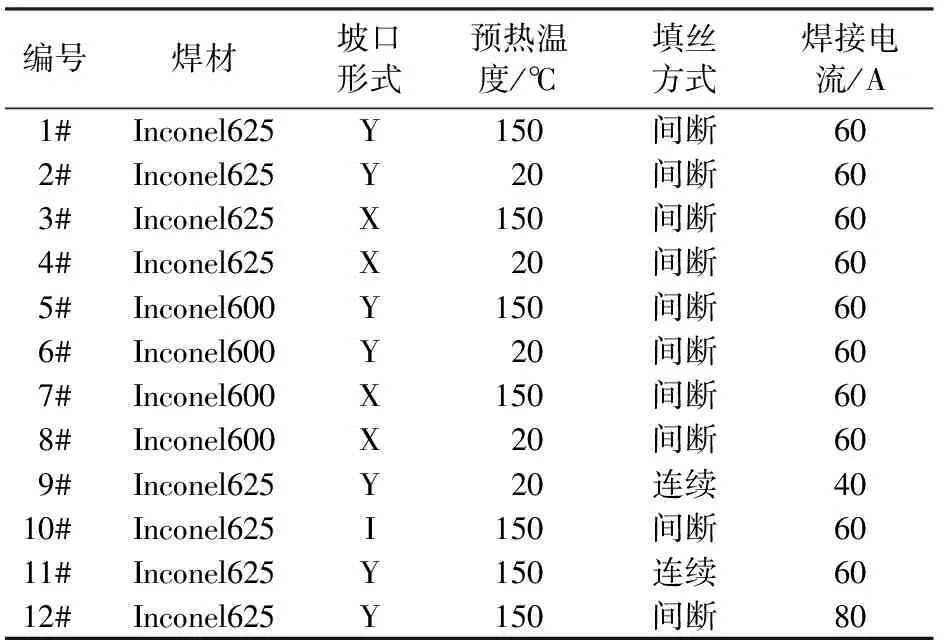
表1 镍基泡沫金属TIG焊接工艺参数
2 试验结果
2.1 焊后接头性能及组织分析
表2为焊接工艺对接头性能的影响,图2为焊后接头的宏观形貌。由表2可见,预热150 ℃试样的抗拉强度高于室温焊接试样的抗拉强度,Y形坡口试样的抗拉强度高于X形坡口试样,采用Inconel625焊丝的试样整体抗拉性能高于Inconel600焊丝。由图2可见,若焊接参数选择不当,可能导致未焊透等缺陷。

表2 焊接工艺对镍基泡沫金属接头性能的影响

图2 焊接接头截面宏观形貌Fig.2 Welding joints cross section
选取抗拉强度最高的1#和抗拉强度最低的8#试样以及母材(图3),分析其断口形貌,并对断口中的第二相质点进行ESD分析。由图3可见,1#试样和母材的断口上均分布有韧窝,部分韧窝中有第二相质点,但1#试样断口中的第二相数量较母材多且尺寸大;8#试样的断口呈冰糖状,为沿晶脆性断裂,同时断口处也存在第二相质点。EDS分析表明,第二相质点中C、O等元素含量较高,由此推测第二相质点为碳化物或其他非金属夹杂物。

图3 拉伸断口形貌及第二相EDS分析Fig.3 Tensile fracture SEM images and EDS analysis of welded joints
图4为1#、8#试样和母材的拉伸曲线。由图4可见,1#试样和母材拉伸时,在断裂之前曲线上出现了多个屈服平台。泡沫材料结构上的不均匀性导致拉伸时各部分受力不均,出现应力集中区。当应力达到一定数值时,泡沫金属中的应力集中区域便会出现屈服现象,受柯氏气团对位错的钉扎作用使抗拉强度增大。而8#试样表现为脆性断裂,这表明镍基泡沫金属TIG焊接接头的性能受焊接工艺影响较大。
图5、6分别为1#和5#试样接头显微组织。由图5可见,使用Inconel625焊丝时,焊缝热影响区为粗大的等轴晶,熔合区母材侧为胞状晶,焊缝侧为树枝晶,焊缝表面为均匀细小的等轴晶,焊缝中部为胞状树枝晶,焊缝层道间由下至上为等轴晶→胞状晶→柱状晶。由图6可见,使用Inconel600焊丝时,焊缝表面为均匀细小的等轴晶,焊缝中部主要为等轴晶和树枝晶,焊缝层道间组织依次为胞状树枝晶→胞状晶→等轴晶。而熔合区由靠近母材处至焊缝内部,组织变化表现为平面晶→胞状晶→树枝晶。

图4 拉伸应力应变曲线Fig.4 Tensile stress-strain curve

图5 1#试样焊接接头显微组织Fig.5 Microstructure of welded joint of sample 1
2.2 焊接接头物相分析
1#试样焊缝区和熔合区XRD衍射图谱见图7,SEM与析出相EDS测试结果见图8。结果表明,焊缝区和熔合区主要为γ-Ni和γ固溶体(Cr2Fe6.7Mo0.1Ni1.3Si0.3),且熔合区以γ-Ni相为主,焊缝区以γ固溶体为主。
5#试样焊缝区和熔合区XRD衍射图谱见图9,焊缝区SEM和析出相EDS测试结果见图10。由图9可见,熔合区主要为γ-Ni和γ固溶体(FeCr0.29Ni0.16C0.06);熔合区以γ-Ni相为主,焊缝区以γ固溶体为主。由图10可见,5#试样晶粒内部与晶界上分布有白色析出物,晶界处析出物呈不规则片状,而晶粒内部的析出物呈球形。图10中A、B区域ESD扫描结果表明,该区域Nb、Ti的含量均高于焊丝,该区域晶界处存在Nb、Ti元素富集的现象。

图6 5#试样焊接接头显微组织Fig.6 Microstructure of welded joint of sample 5

图7 1#试样焊接接头XRD衍射图谱Fig.7 XRD diffraction pattern of 1# sample welding joint

图8 1#试样焊缝区SEM及EDSFig.8 SEM and EDS of 1# sample welded area

图9 5#试样焊接接头XRD衍射图谱Fig.9 XRD diffraction pattern of 5# sample welding joint

图10 5#试样焊缝区SEM及EDSFig.10 SEM and EDS of 5# sample welded area
3 结 论
(1)采用TIG焊接6mm厚镍基泡沫金属板时,焊接工艺对焊缝成形性有较大影响。当选用Inconel625焊丝,焊接电流为60A,焊前预热为150 ℃,Y形坡口,间断填丝的工艺时,所得到的焊接接头力学性能最优,抗拉强度可达21.37MPa,约为母材的96.0%。
(2)使用Inconel625和Inconel600焊丝得到的接头组织类似。焊缝表面为均匀细小的等轴晶,焊缝中部组织主要为等轴晶和树枝晶。在焊层交界处,由下层焊道至上层焊道组织依次表现为胞状树枝晶→胞状晶→等轴晶;而在熔合区由靠近母材处至焊缝内部,组织变化表现为平面晶→胞状晶→树枝晶。
(3)工艺参数选择合适时,断口主要为韧窝;而工艺选择不合适时,断口形貌为沿晶脆性断裂,且断口表面存在以碳化物和其他非金属夹杂物为主的第二相质点。采用Inconel625与Inconel600两种焊丝得到的焊接接头熔合区的主要物相为γ相,使用Inconel625焊丝时,焊缝区以Cr2Fe6.7Mo0.1Ni1.3Si0.3为主,使用Inconel600焊丝时,焊缝区以FeCr0.29Ni0.16C0.06为主。
