特斯拉雨刮器OC阀体自动组装&测试机的研发
2022-04-28洪五贵洪隆彪
洪五贵, 洪隆彪
(江苏帝浦拓普智能装备有限公司,江苏 昆山 215300)
0 引言
随着新能源汽车的兴起,其中尤其以特斯拉汽车为代表,销量节节攀升,其中特斯拉雨刮器阀体需求也随着增加,目前特斯拉雨刮器阀体因零部件较多(如图1),组装工艺繁琐,组装精度高,阀体水形角度种类多,功能测试工艺复杂。目前还是采用人工作业的方式,需要消耗大量的人力物力,且人工劳动强度高,工作量大,不良率高,阀体规格种类繁多,切换料号生产频繁,人工组装已无法满足日益增长的生产需求。为了解决以上问题,本文开发了一台雨刮器OC阀体自动组装&测试机。
1 雨刮器OC阀体自动组装&测试机的特点
1)效率高。经实践证明设备UPH≥450,而人工UPH只有150,效率提升3倍。2)通用性强。该设备可存储多种产品规格的生产程序,在几分钟内就可以切换不同规格的产品生产,根据客户订单需求,程序一键切换即可。3)自动化程度高。该设备只需人工更换阀体托盘,添加供料盘物料,其它组装与测试动作由设备自动完成。4)泛用性强。对于不同尺寸、外形的阀体,只要更换定位仿形基座,调整伺服系统与六轴机械手的参数,即可实现不同尺寸和不同外形的阀体组装与功能测试。
2 雨刮器OC阀体自动组装&测试机整体结构及工作原理
2.1 雨刮器OC阀体自动组装&测试机整体结构
雨刮器OC阀体自动组装&测试机整体结构如图2所示。
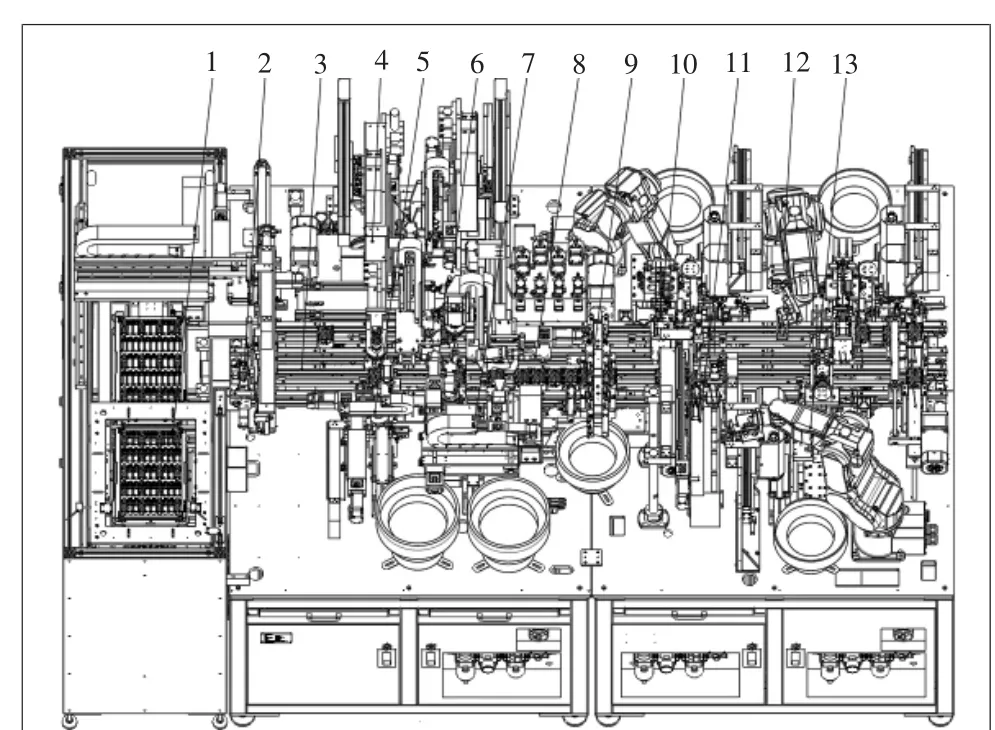
图2 OC阀体自动组装机整体结构
2.2 雨刮器OC阀体自动组装&测试机工作原理
1)人工将摆满待组装阀体的托盘,放入上下料模组1中,同步人工从上下料模组1取出,摆满组装测试完成产品的托盘。待组装阀体的托盘,通过上下料模组1中升降机构向上运动至横移机构处,与底下一层Tray盘实现分离,横移机构对Tray盘二次定位后,移动到上下料位置,上下料模组1中XYZ搬运模组夹取Tray盘内阀体搬运至回流线上的载具2内,同时XYZ搬运模组3从载具2内夹取成品后,返回到上下料位置,把成品放到空的托盘内,装好阀体的载具2流出。
2)载具2由回流线模组3带到硅胶动塞组装模组5工站处,载具二次定位打开,对载具2精定位,载具内阀体负压吸附打开(硅胶动塞组装完成后,保持中心位置不会发生变化),上相机Z方向视觉检测阀体组装内径中心,反馈给XYZ搬运模组,硅胶动塞由振动盘供料,分离并错位定位,硅胶动塞组装模组5中的XYZ搬运模组负压吸取硅胶动塞,运动至下相机检测工位。Z方向视觉检测硅胶动塞外径中心,后计算引导与阀体组装,XYZ搬运模组完成动作后,返回硅胶动塞吸取位等待下一次动作,装好硅胶动塞的载具2流出。
3)载具2由回流线模组3带入弹簧&动塞盖组装模组7工站处,载具二次定位打开,对载具2精定位,载具内阀体负压吸附一直保持,保证硅胶动塞组装完成后,保持中心位置在载具2移动过程中不会发生变化。上相机Z方向视觉检测载具2内阀体组装内径中心,弹簧由振动盘供料,分离并错位定位,动塞盖由振动盘供料,分离并错位定位,弹簧&动塞盖组装模组7中XYZR搬运模组附带相机Z方向视觉检测动塞盖上方排水孔位置大小,负压吸取动塞盖,R轴计算旋转,运动至弹簧组装位,与弹簧预组装后,弹簧&动塞盖组装模组7中XYZR搬运模组运动至下相机检测工位,Z方向视觉检测弹簧直径、中心位置后,引导与阀体本体组装,完成组装后,XYZR搬运模组返回动塞盖吸取位等待下一次动作,装好弹簧&动塞盖的载具2流出。
4)载具2由回流线模组3带入3D扫描模组8工站处,载具二次定位打开,对载具2精定位,3D扫描模组8中的X横移轴携带3D线激光扫描检测动塞盖与阀体基准面段差值,系统记录量测数据,3D扫描完成的载具2流出。
5)载具2由回流线模组3带入气密性测试模组9工站处,载具二次定位打开,对载具2精定位,带入气密性测试模组9中的测试机构分别使用4组不同定制硅胶堵头对N1/N1/N5喷嘴孔与N3/N4喷水孔进行密封,充气机构对阀体持续注入空气,断开,测试阀体密封值是否有变化,系统记录量测数据,完成气密性测试的载具2流出。
6)载具2由回流线模组3带入NG排除模组11工站处,载具二次定位打开,对载具2精定位,搬运机构对3D扫描数据NG、气密性测试NG等不良品,分类放入不良收纳盒,完成NG排除的载具2流出。
7)载具2由回流线模组3带入N5喷嘴插入模组13工站处,载具二次定位打开,对载具2精定位,喷嘴由振动盘供料,分离并错位定位后,机械手负压吸取喷嘴后,放置到插入基座定位PIN孔内,磁力吸附,喷嘴由气缸铆入到阀体内,然后由机械手调整N5水形角度,组装好N5喷嘴的载具2流出。
8)载具2由回流线模组3带入N1喷嘴插入模组12工站处,载具二次定位打开,对载具2精定位,喷嘴由振动盘供料,分离并错位定位,机械手负压吸取喷嘴后,放置到插入基座定位PIN孔内,磁力吸附,喷嘴由气缸铆入到阀体内,然后由机械手调整N1水形角度,组装好N1喷嘴的载具2流出。
9)载具2由回流线模组3带入N2喷嘴插入模组10工站处,载具二次定位打开,对载具2精定位,喷嘴由振动盘供料,分离并错位定位,机械手负压吸取喷嘴后,放置到插入基座定位PIN孔内,磁力吸附,喷嘴由气缸铆入到阀体内,然后由机械手调整N2水形角度,组装好N2喷嘴的载具2流出。
10)载具2由回流线模组3带入开闭压测试模组6工站处,载具二次定位打开,对载具2精定位,开闭压测试模组6中的搬运机构夹取载具2内阀体放置到水箱仿形基座内,阀体二次定位,充水机构对阀体持续注入0.08~0.20 MPa纯净水,测试阀体开启压力与关闭压力,测试完成后,不良品放入不良品盒,良品放回载具2内,完成开闭压测试的载具2流出。
11)载具2由回流线模组3带入水形测试模组4工站处,载具二次定位打开,对载具2精定位,水形测试模组4中的搬运机构夹取载具2内阀体放置到水箱仿形基座内,阀体二次定位,注水机构对阀体持续注入0.2 MPa纯净水。N1/N5水平与垂直背光源打开,视觉检测计算N1/N5水平与垂直水形角度,N2水平与垂直背光源打开,视觉检测计算N2水平与垂直水形角度,同步N3/N4喷水孔喷水至摆锤底部,槽型光电检测摆锤摆动,N3/N4喷水孔是否贯穿,注水机构返回。测试完成后,不良品放入不良品盒,良品放回载具2内,完成水形测试的载具2流出到Tray盘上下位置,等待新的动作循环。
2.3 雨刮器OC阀体自动组装&测试机核心喷嘴插入模组主体结构
此机的核心是喷嘴插入模组,因阀体设计要求,喷嘴在阀体内保持一定的保持力,所以插入时要破坏阀体本身,要求插入阀体的力量大于180 N。且不同规格的阀体喷嘴与阀体的角度是不同的,角度种类很多,每款阀体的角度都是喷嘴阀体孔芯为球心,在30°的球面内,在角度调整完成前,插入仿形吸嘴不可以脱离喷嘴,防止喷嘴角度发生偏移。角度调整时,如果用线性模组来完成,则机构庞大且非常复杂,开发成本高,如使用负载20 kg以上的六轴机械手,则外形庞大,占用设备运动空间多,价格昂贵,不适合雨刮器组装线体。所以需要开发一套合适的机构来实现此动作。
设计一套插入力200 N的机构来完成喷嘴插入动作,机构基准面上设计有2个φ12 mm 的定位PIN孔,限制前后左右方向的偏摆,基准面两侧各安装一款吸附力为78.4 N的电磁铁,限位上下方向的偏摆,然后用4 kg六轴机械手附带的压力保持气缸来实现喷嘴插入阀体,4 kg六轴机械手来完成每款阀体的角度调整都是喷嘴以阀体孔芯为球心在30°的球面内的水形角度调整。
喷嘴插入模组主体结构如图3所示。
2.4 雨刮器OC阀体自动组装&测试机主要核心喷嘴插入模组动作
1)喷嘴整列供料。喷嘴整列供料动作如图3所示,人工将喷嘴倒入振动盘,供料盘工作,电磁铁控制器按照设定频率(频率可调)提供给电磁铁脉冲电流,使得弹簧钢板产生周期性的斜向上的振动力,从而引起料斗围绕其垂直轴做扭摆振动。喷嘴沿料斗内的螺旋轨道运动,按照设计姿态整列出料到喷嘴吸取位10。
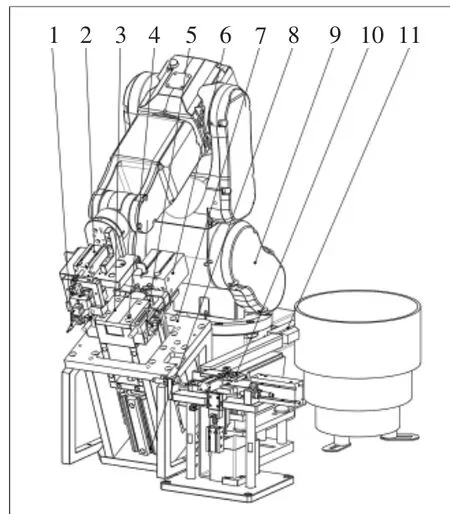
图3 喷嘴插入模组主体结构
2)取喷嘴。六轴机械手9将仿形吸嘴模块1移动至喷嘴吸取位10,仿形吸嘴模块1负压打开,吸取喷嘴。
3)插入喷嘴。插入基座7向上顶升至插入位,六轴机械手9将仿形吸嘴模块1放到基准面3定位PIN孔中,电磁铁5磁力吸附,插入气缸6顶出,喷嘴插入阀体。
4)喷嘴角度调整。喷嘴铆入阀体后,压力保持气缸2打开,插入气缸6退回,电磁铁5磁力关闭,插入基座7向下退回,六轴机械手9调整水形角度后,压力保持气缸2退回,六轴机械手9返回安全位。
2.5 核心模组喷嘴中插入气缸设计计算举例
已知喷嘴铆入阀体实际需要的推力F1要大于180 N,喷嘴才能刺入阀体塑胶本体。客户端空压机工作压力P是0.3~0.5 MPa,插入速度必须小于80 mm/s。使用环境为普通电子车间。
选择气缸类型时,因考虑空间、安装和成本,初选气缸为自由安装气缸CDU型,缸径D为32 mm。为防止活塞和缸盖相碰,气缸行程选取20 mm。客户端空压机工作压力P设定为0.4 MPa。
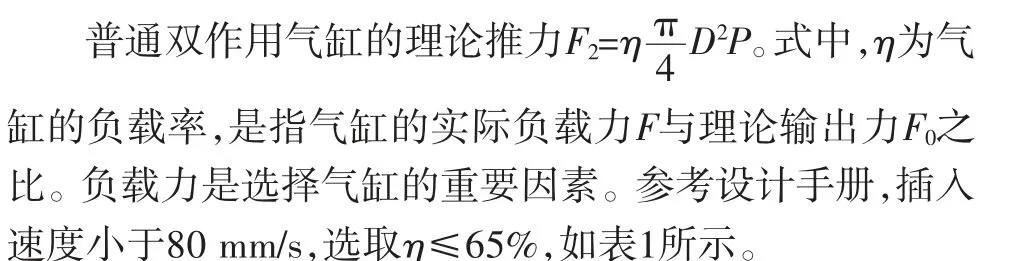
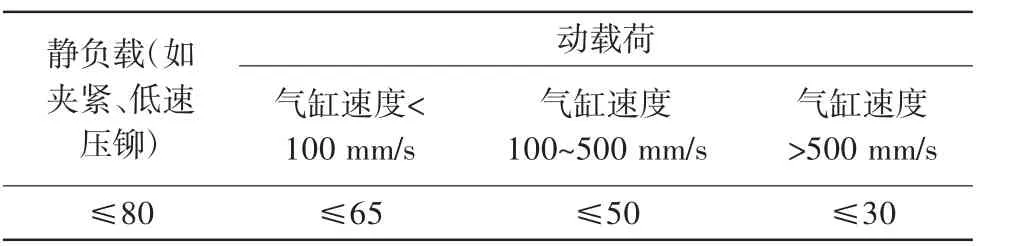
表1 负载率η选取参考表%
得出:F2=0.65×3.14÷4×16×16×0.4≈209 N。
气缸选择核定:实际需要推力<气缸的理论推力,即F1<F2,得出180 N<209 N,所以气缸缸径φ32 mm满足要求。
3 结语
本设备解决了批量多角度产品种类的自动化需求,PLC存储多种零部件的选料程序,在几分钟内就可切换不同规格产品种类生产,现公司原型机已导入特斯拉新能源汽车生产线中,已批量生产4台,产值达到2000多万元,其中核心技术已申请专利保护,例如“一种雨刮器组装设备”(专利号ZL 2021 1 0708743.4)、“一种角度可调节的喷嘴铆压机构”(ZL 2021 1 0598994.1)等两项发明专利已经在公示中。目前客户使用,反馈效果良好,有着良好的市场前景。
