自动更换打磨头装置的设计研究
2022-04-19黄东文豪
黄东,文豪
广东科学技术职业学院
1 引言
打磨机能对工件表面进行精密加工,去除工件表面的划痕、斑点和塌边等,使工件表面光亮平滑、呈镜面效果,甚至可达到某一精确的粗糙度值。为提升工作效率,通常采用机器人夹持气动打磨头在工件表面进行打磨作业,以达到一定的表面效果。由于打磨头在打磨时易与工件发生刚性碰撞,缩短了打磨头寿命,需要经常更换,导致工件加工辅助时间过长。而现有打磨头更换均为人工操作,效率低,易产生安装误差和损坏打磨头,更重要的是非常不安全。
目前国内外对机器人工具的快换研究多在机器人身上配置工具库和自动更换装置[1-8],不仅要求机器人的承载能力大,而且机器人背负大负载工作量时易疲劳损伤。本文提出了一种结构设计巧妙合理、快速自动更换打磨头的装置,可大幅缩短工件加工辅助时间,提高工件打磨效率。该自动更换装置是一套独立系统,当需换打磨头的机器人进入指定位置时,会自动进行更换,方便快捷。
2 装置基本结构
根据机器人打磨作业的工况要求,自动更换打磨头装置需要完成的工序为:需更换打磨头的机器人进入指定位置→自动更换装置松开机器人上的打磨头钥匙→取下废旧的打磨头→装入新的打磨头→拧紧钥匙。
根据上述工作要求,自动更换打磨头装置主要由机架、三维机械手机构、电钻钥匙驱动装置和打磨头机库等部件组成,基本结构见图1。三维机械手机构固定在机架的左上角(用于夹取打磨头库机构中的打磨头),电钻钥匙驱动装置固定在机架的中部(用于拧紧或松开电钻头),打磨头库机构固定电钻钥匙驱动装置的左侧(用于提供打磨头)。
工作原理:工作时,工业六轴机器人带动电钻打磨机回到更换打磨头的原点位置,并发送信号给控制装置,控制装置接收到更换信号时,会驱动已经装夹完毕的新打磨头三维机械手机构,另一个未工作的气动平行夹夹持着待换打磨头,电钻钥匙驱动装置松开电钻头,气动平行夹夹取旧打磨头,接着电机驱动气动平行夹旋转180°,将新打磨头放入电钻头里,电钻钥匙驱动装置拧紧电钻头,退回到安全位置,三维机械手机构将旧打磨头放入废品回收机构,根据打磨头库机构上的光电传感器确定新打磨头位置,并重新夹好另一个新打磨头后待命。
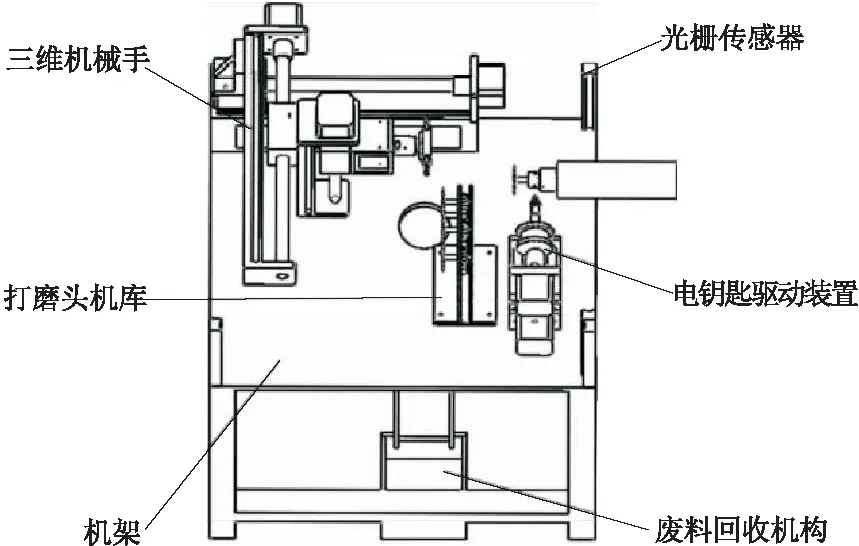
图1 自动更换打磨头装置基本结构
3 关键部件设计
3.1 三维机械手机构
三维机械手机构主要用于抓取和安装新打磨头,由X轴直线滑台、Y轴直线滑台、Z轴直线滑台、X轴驱动电机、Y轴驱动电机、Z轴驱动电机和抓取结构等组成,其结构见图2。X,Y,Z轴由三个直线滑台结构组成,精度更高,反应迅速,运动快捷平稳,且两两互相垂直,根据笛卡尔坐标系原理设计,有利于空间三维结构坐标系的建立及工件坐标的快速定位[9,10]。在Z轴滑台的滑座上装有气动平行夹。
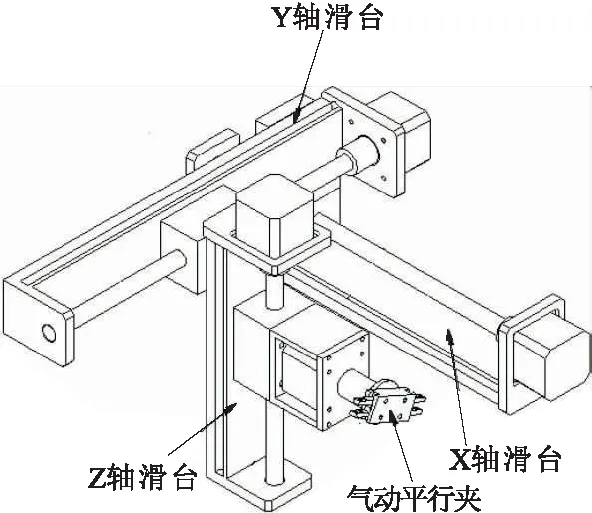
图2 三维机械手机构结构
当上位机接收到需要三维机械手到某点抓取物体的信号时,上位机发送对应信号给三个驱动电机,使其旋转到相应角度,带动相应滑块移动,使三维机械手到达确定位置,通过气动平行夹的夹紧与松开,实现三维机械手抓取或放下动作。
3.2 电钻钥匙驱动装置
电钻钥匙驱动装置主要用于机器人打磨头钥匙的拧紧和松开,包括水平滑台及电机、电钻钥匙驱动电机、电钻钥匙驱动电机安装架、电钻钥匙及扭力限制器等,其结构见图3。在安装架上水平安装直线滑台,其滑块在滑台电机的驱动下直线滑动,电钻钥匙驱动电机安装在安装架上,安装架固定在滑块上,电钻钥匙驱动电机的输出轴与电钻钥匙连接,用于驱动电钻钥匙转动。扭力限制器主要用于保护电钻钥匙驱动电机,当电钻钥匙拧紧电钻后,扭力限制器将电钻钥匙驱动电机与电钻钥匙脱离。

图3 电钻钥匙驱动装置结构
当上位机接收到需要电钻钥匙驱动装置去拧紧或者松开打磨头信号时,上位机发送信号给电钻钥匙,驱动电机使其旋转至对应角度,带动电钻钥匙向前运动到相应位置,驱动电钻钥匙拧紧或松开电钻头上的打磨头。当电钻上的电钻钥匙孔与电钻钥匙驱动装置上的电钻钥匙头对位不准确时,电钻钥匙驱动装置带动电钻钥匙向前移动;当电钻钥匙齿轮与电钻头齿轮啮合时,驱动电钻钥匙,使电钻钥匙头与电钻钥匙孔匹配,实现电钻自动换刀。
3.3 打磨头机库
打磨头机库内装有备用打磨头,主要由电磁铁、打磨头及固定架等组成,基本结构见图4。

图4 打磨头机库结构
固定架上有多个用于安装打磨头的安装孔,孔内有永磁体吸附固定打磨头,固定板装在电磁铁上。打磨头安装孔三个一组,一个孔用来安装一个打磨头,另两个孔装有光电传感器,用来检测安装孔上是否有打磨头,使三维机械手能够抓取新的打磨头。磨头库机构通过电磁铁吸附在机架的固定位置,当打磨头库机构上的新打磨头全部用完后,将电磁铁断电掉磁,人工更换新的打磨头库机构。
4 控制系统设计
4.1 系统硬件设计
目前市面上常用的控制系统主要有单片机、PLC和微型机等,相比于其它两种控制系统,PLC具有组态灵活、运行速度快和使用方便等特点,更适用于本系统[11],所以打磨头更换装置选用PLC,配合伺服电机、传感器等实现系统的稳定运转,使系统具有较高的可靠性和稳定性。
采用西门子S7-200 CPU226作为主控,此款PLC具有较强的数据处理能力及可靠性[12-14],能够满足系统的控制要求。位置控制模块采用EM253,由于整个系统有5个伺服电机,所以需要扩展5个EM253控制模块来控制各个电机。
系统硬件接线见图5。每个滑台上均装有极限限位开关及原点复位开关,用以保证设备在运动过程中不会发生碰撞和滑出卡死。打磨头检测传感器需要与PLC通信,输出端通过EM253控制伺服驱动器,从而控制各个滑块的运动及电钥匙转动。

图5 系统硬件接线方式
4.2 系统软件设计
系统软件设计会影响设备的运动精度和稳定性,如图6所示,控制系统主要由多个模块组成[15]。初始化模块主要是对CPU进行初始化设置,重新通电时能去除之前的残留信息,并对各个控制单元进行检测;示教模块对设备的运动轨迹进行规划,使其按既定轨迹运动,在设备首次运动时对其进行示教;主控系统会记录整个运动过程中设备在各个点的状态并生成相应文件,正常运行时可以随时调用;轨迹规划模块对各个电机的运动速度和加速度等进行规划,通常采用插补算法;运行模块用来控制设备的运作状态,完成相应的操作任务,并返回原点,准备进行下一次作业;监视模块能够显示设备运行的状态,可监视各个控制单元,进行错误报告;参数设置模块则用于设置设备的各个运动参数。
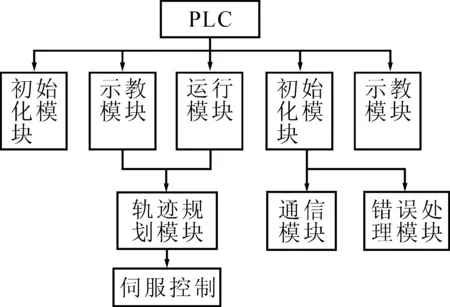
图6 系统软件结构
5 结语
设计了一种由机架、三维机械手机构、电钻钥匙驱动装置和打磨头库机构等部件组成的自动打磨头更换装置。三维机械手机构主要由滑台及驱动部件组成(用于夹取打磨头库机构中的打磨头),电钻钥匙驱动装置主要由驱动电机及滑轨组成(用于拧紧或松开电钻头),打磨头库机构主要由电磁铁、打磨头及固定架等组成(用于提供打磨头),将上述三个装置配合,可实现打磨头的自动更换。
控制系统采用西门子S7-200 CPU226,扩展5个EM253控制模块控制各个电机的运行,软件系统由多个模块组成。该装置结构设计巧妙,布局合理,能有效提高电钻换刀的质量和速度,适用范围广,可广泛推广和应用。
