陈腐垃圾筛分系统中轻质可燃物打包工艺
2022-04-13宗宇坤刘明达葛亚军曹占强
张 许,宗宇坤,刘明达,葛亚军,曹占强
(北京首创环境科技有限公司技术部,北京 100028)
1 引言
21世纪之前生活垃圾处理方式以填埋为主[1],其中多数为露天简易堆放、利用天然沟壑就地掩埋。随着人民生活水平提高,人均生活垃圾产生量呈逐年上升趋势。据全国大、中城市固体废物污染环境防治年报显示,2018年城市生活垃圾产生量达到20194.4 万t,2019年城市生活垃圾产生量达到21147.3 万t,2020年城市生活垃圾产生量达到23560.2 万t,2019~2020年城市生活垃圾产生量同比增长率分别为4.72%、11.41%,各地垃圾填埋场处理能力趋于饱和,已经或即将达到使用寿命,采取填埋的方式处理生活垃圾,减量化效果差且浪费了大量土地资源[2]。为提高生活垃圾处理效率,实现“减量化、无害化、资源化”的目的,各地陆续开展生活垃圾焚烧发电厂建设。原有填埋场已逐步关停或在达到设计库容后逐步采取封场或搬迁等方式进行治理。
在《“十二五”全国城镇生活垃圾无害化处理设施建设规划》[3]中,存量垃圾治理被首次写入建设任务,说明我国对垃圾存量整治工作逐步重视。为此,“十三五”期间按照公共服务均等化的要求,继续加大生活垃圾无害化处理能力建设,提升运营管理水平,拓展服务范围,加快垃圾收运处理领域的市场化进程,推进生活垃圾源头分类,提高资源化利用水平,最终实现垃圾的减量化、资源化和无害化。“十三五”期间宣布实施生活垃圾零填埋的省市有:福建省、海南省、上海市、广州市、厦门市、青岛市等[4]。
2020年7月份国家发展改革委、住房城乡建设部、生态环境部研究制定的《城镇生活垃圾分类和处理设施补短板强弱项实施方案》要求:“原则上地级以上城市以及具备焚烧处理能力的县(市、区),不再新建原生生活垃圾填埋场,现有生活垃圾填埋场主要作为垃圾无害化处理的应急保障设施使用”。“对需要进行封场的填埋场,要有序开展规范化封场整治和改造,加强填埋场渗滤液和残渣处置”。
2021年5月国家发展改革委、住房城乡建设部编制的《“十四五”城镇生活垃圾分类和处理设施发展规划 ”》[5]中指出,垃圾焚烧处理能力仍有较大缺口,全国约50%的城市(含地级市和县级市)尚未建成焚烧设施,大多数县城焚烧处理能力有较大缺口。所以在未来的5~10年间,存量垃圾治理工作还有较大市场,因此积极储备适应卫生填埋场腾退项目的技术,对抢占未来市场至关重要。
2 垃圾筛分治理中轻质物处置现状
陈腐垃圾处理方法主要有原位封场和异位搬迁,根据不同的地理条件、垃圾成分以及投资规模等因素选择不同的治理方式。异位搬迁是将陈腐垃圾通过分选分类,然后将分选出来的不同物料进行资源化利用[6,7]。
陈腐垃圾筛分治理项目中,筛分产物主要分为无机骨料、腐殖土和轻质可燃物、废铁四大类[8],其中轻质可燃物现阶段主要处置方法为送至焚烧发电厂进行焚烧发电[9]。陈腐垃圾筛分项目运行周期短,项目处理体量大,根据存量垃圾筛分治理项目实施经验可知,生活垃圾卫生填埋场内的存量垃圾经分选后的轻质可燃物占比通常可达45%~55%(质量比),以处理规模为100 t/h的生产线考虑,工作日有效运行时间8h,分选能力可达到800 t/d,则每日轻物质产量可达到360~440 t/d,对这类轻质物通常就近送至生活垃圾焚烧发电厂处理。根据“十四五”规划指出,大多数城市的焚烧处置设施缺口很大,某些焚烧发电厂超烧,不具备接收轻质可燃物的剩余能力,筛分出来的轻质可燃物不能及时外运焚烧,造成轻质可燃物需要进行存储,根据项目地周边焚烧厂的情况,陆续进行焚烧处理。
现在陈腐垃圾筛分项目,筛分车间通常就近布置在填埋场周边现有空地上,空间狭小、各个功能区布置紧凑,通常没有过多场地用于筛分产物暂存,腐殖土及骨料尚可就地回填,而轻质物通常就近送至生活垃圾焚烧发电厂处理。
由于各地生活垃圾焚烧发电项目起步晚、建设规模、选址欠合理,导致某些焚烧发电厂超烧、某些焚烧发电厂进厂垃圾量严重不足,前者不具备接收轻质可燃物的剩余能力,后者往往位置偏僻、运距远、转运成本高。分选出的轻质可燃物较蓬松,密度较低,为降低转运频次及运输成本,需要利用装载机在物料装载过程中反复压实,压实后密度能达到0.8 t/m3左右,装载一车往往耗时20~30 min,运行效率极低,严重时可引起物料积存,筛分产物没地方存放,导致筛分系统无法顺利出料,甚至导致停产。
轻质可燃物在存储时,如果进行散放覆盖存储,由于轻质可燃物密度小,存储时占地面积大,容易飞散,对周边环境造成二次污染,并且不易于存储管理。而通过压缩打包系统,可以将轻质可燃物通过快速打包机进行压缩、捆扎,形成规整的四方体,便于包体堆放、覆盖和存储管理。
为提升转运过程中车辆装载能力,常常在筛分系统末端配置压缩打包机[10],对筛选之后的轻质可燃物进行压缩、捆扎、打包,物料密度能够达到1.2~1.5 t/m3[11]。此前使用的打包机是单独系统,主要依靠人工穿丝,效率低,影响项目运行、增加劳务成本。而轻质可燃物在散料暂存过程中,散堆密度0.4~0.5 t/m3,占用空间大,容易飞散飘洒。散存的轻质物可燃物较蓬松,密度较低,为降低转运频次及运输成本,需要利用装载机在物料装载过程中反复压实,压实后密度能达到0.8 t/m3左右(20 m3转运车可装载17~18 t轻质可燃物),但装载一车往往耗时仅20~30 min,运行效率极低。
3 自动打包技术
全自动液压打包机主要适用于钢厂、回收加工行业及有色、黑色金属冶炼行业。废纸打包机厂家所有机型均采用液压驱动,可选择手动或PLC自动控制操作。全自动液压打包机打包流程见图1[11]。

图1 全自动液压打包机打包流程
目前国内全自动高速液压打包机,液压系统工作压力通常可以做到≥2000 kN,主压缩油缸工作压力≥1500 kN,通过双油泵对主液压缸的前进和退回分别控制,提高主液压缸的运行速度,从而提高打包的效率,打包效率可以达到25 包/h以上,送丝采用推丝方式,相比传统的勾丝方式,送丝更精准,物料对送丝机构影响更小。
筛分后的轻质可燃物密度低,占地大,通过打包单元,提高筛分暂存场地的空间利用率,也可以免去轻质物运输压实的过程,缩短装载时间。
4 自动打包机技术在垃圾筛分中的应用
在筛分生产线中增加全自动压缩打包单元,需要与筛分生产线产量进行匹配,保证筛分出来的轻质物能及时进行打包,并且要减小打包单元对筛分生产线的影响。
打包单元融入筛分生产线,生产线设备之间的连接方式没有采用常规的硬性连接,而是采用一种新型的柔性连接方式。这种柔性连接方式是在筛分工艺中,将打包系统设计为独立单元,将打包机配套的上料带机受料位置,设计为沉降地坑结构,上料带机受料位置放置在地坑内,与筛分线的轻质可燃物输送皮带机存在一个落差,在打包机短时间维修时,受料处可以积存部分轻质可燃物,使得前端筛分系统不停机连续生产,待得打包机维修完毕,将已积存的轻质可燃物运送至打包机进行压缩打包。
通过这种柔性连接方式把打包系统融入筛分生产线,可以在筛分生产时将筛分出来的轻质可燃物进行打包;而且在筛分生产过程中,不可避免会出现机械设备故障或者断丝卡丝等造成停机的情况,通过这种柔性连接,可以在设备短时间停机维修时,受料处可以积存部分轻质可燃物,使得前端筛分系统不停机连续生产。图2为融入打包单元的筛分生产线,此筛分线处理量为100 t/h。
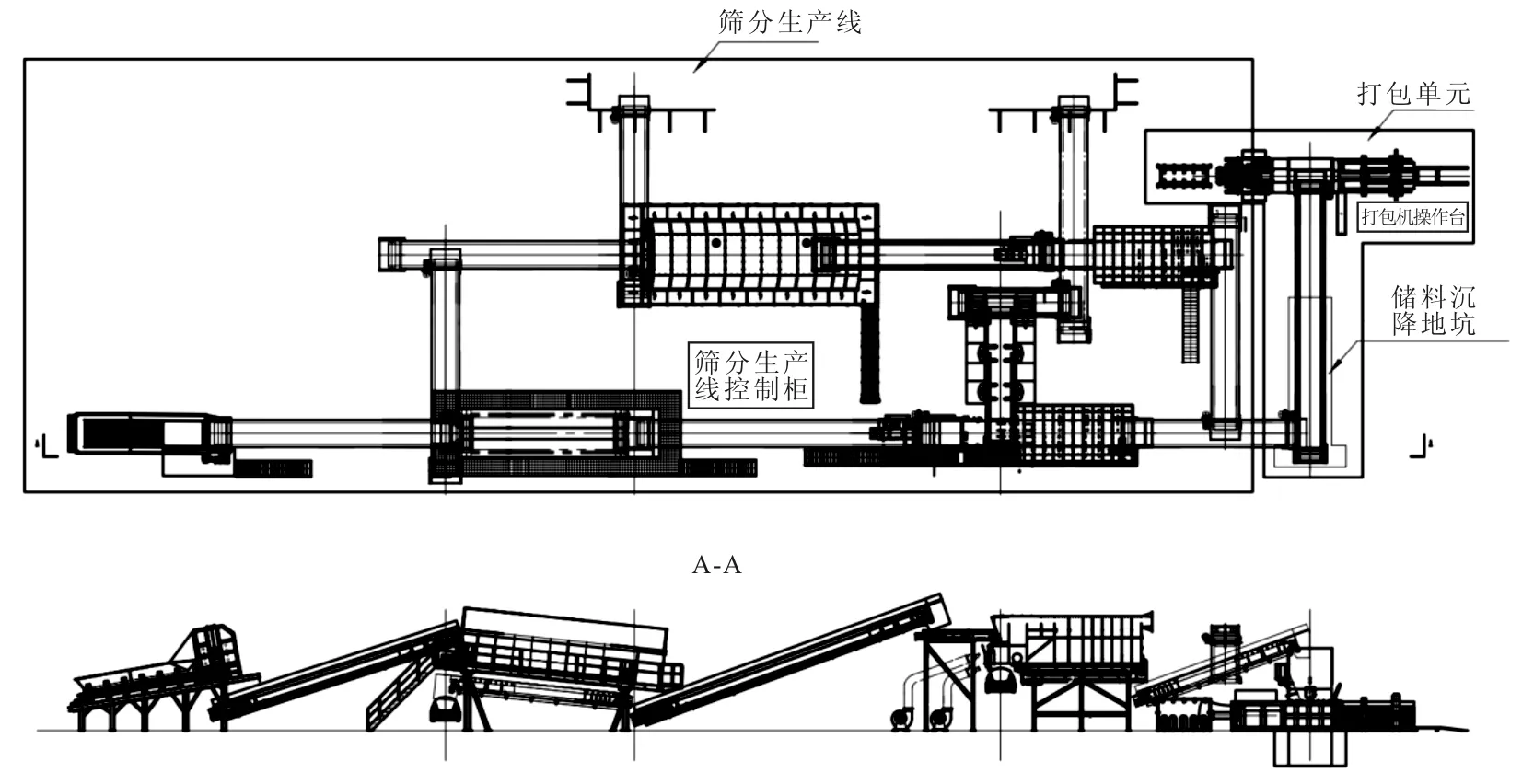
图2 含全自动压缩打包单元的筛分生产线
如图3、图4所示,储料沉降地坑深度为2000 mm,轻质可燃物上料带机受料处放入地坑中,上料带机受料面距离筛分设备基础面1000 mm,筛分生产线轻质可燃物输送带机出料位置高度约为4500 mm,轻质可燃物上料带机的两侧及尾部用高度1000 mm挡板对物料进行收集,挡板与地坑之间的间隙用软橡胶板进行覆盖密封,防止物料散落入地坑中,造成设备堵塞。当筛分系统工作时,轻质可燃物通过输送带机运至上料带机受料处,通过上料带机运送至打包机处进行压缩打包、自动捆扎。沉降地坑做成9500 mm×4000 mm(2400 mm),如图4所示,深度为2000 mm,底部及侧面做防水处理,防止积水渗入地下造成污染,同时防止地表水渗透进坑内,造成设备淹水。坑体一端做成4000 mm×1200 mm 宽度,此处为维修人孔,便于维修人员进入地坑进行设备维修,地坑底部设计成坡面结构,坡面斜度为∠1000∶0.5,在底部坡面最低点设置积水收集坑,尺寸为300 mm×300 mm×300 mm,用于收集坑内的积水,收集坑内设置一台潜水泵进行抽排水,防止坑内设备被积水淹泡。
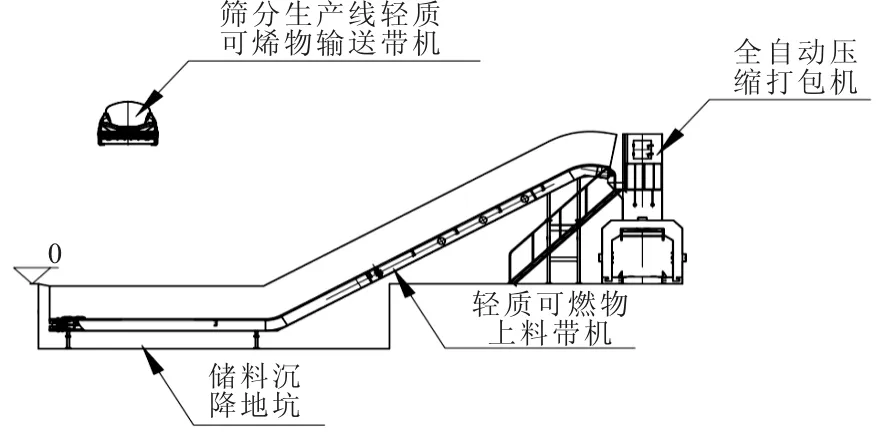
图3 打包机及储料沉降地坑
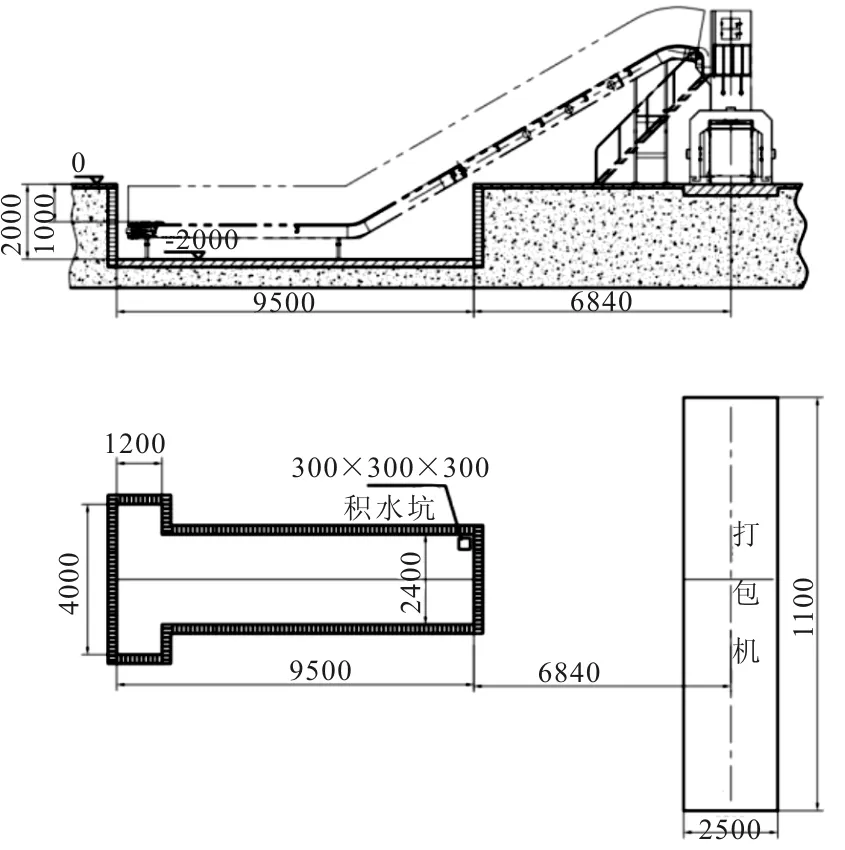
图4 沉降地坑结构(mm)
以处理量100 t/h筛分线为例,打包单元设备参数如下:
(1)轻质可燃物上料带机:带宽1600 mm,采用链板式连接结构,含侧护板,输送速度为0.5 m/s,减速电机配合链条进行传动,额定功率15 kW。
(2)全自动液压打包机:处理量≥25 包/h;包型尺寸W1100×H1250×L1500(可调)(mm);主油压缸尺寸≥HSGΦ300(mm)、推力≥1500 kN;密度调节方式为三面浮动式加紧;穿丝方式为推丝结构;捆扎方式为自动穿丝,自动绞丝切断;液压系统压力≥2000 kN;主油泵2台,主油缸进程回程分别控制;捆扎线数5道丝,10号和12号铁丝可用;PLC独立控制(包含轻质可燃物上料带机设备控制系统)。
5 轻质物打包堆垛
堆码本是仓储物流及港口运输中常用的技术,目的是为了合理利用空间,节省存储占地面积,高效安全的储存物品。
堆码的形式根据堆放货品的特点和需求各有不同,包括重叠式、压缝式、俯仰式、衬垫式和交错式等多种形式[12],如图5所示。其中,压缝式堆码方式是将垛底的底层排列成正方形或长方形,上层起压缝堆码,每件物品压住下层2件货物。这样的堆码方式能较大限度节省空间,方便操作,稳定性能好,非常适于轻质可燃物打包后码放。
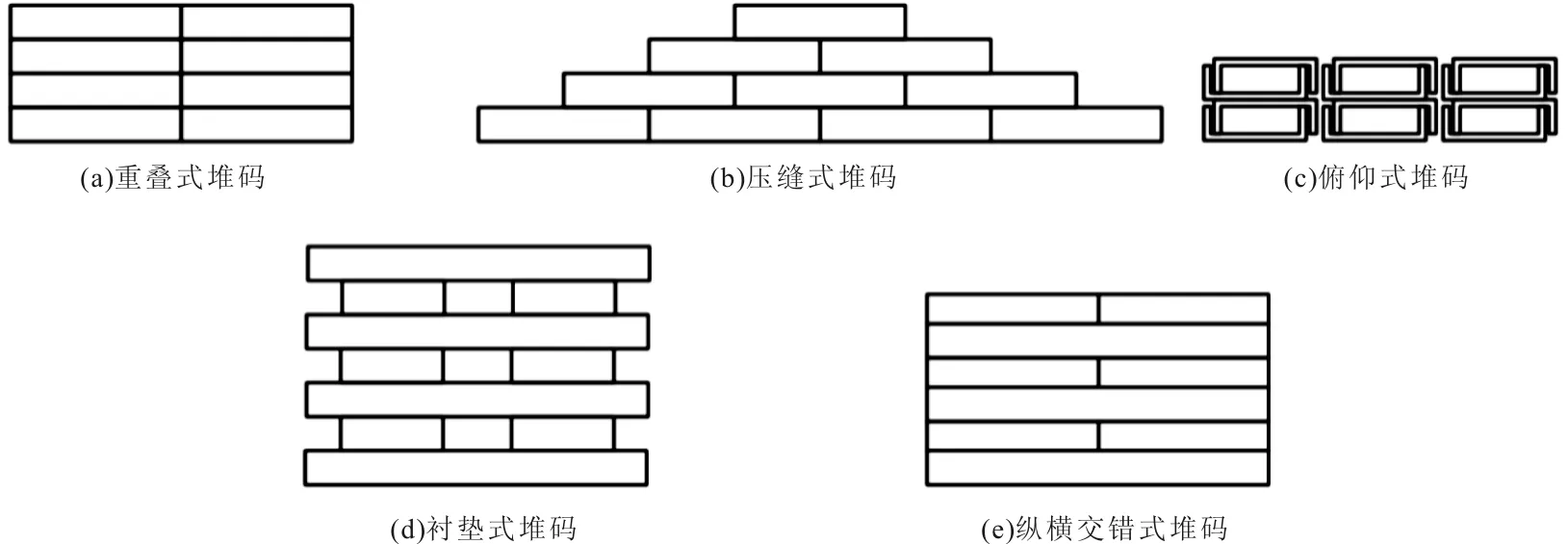
图5 货物堆码方式
轻质可燃物通过全自动液压打包机打包后,压缩打包成1100 mm×1250 mm×1200 mm的长方体,使用抱夹叉车进行倒运堆垛。轻质可燃物包块采用压缝式堆码,可以合理地利用筛分场地暂存空间,加大轻质物可燃物存储量,便于日常覆盖保存管理(图6)。

图6 抱夹叉车
6 对轻质可燃物进行自动打包分析
轻质可燃物的打包工艺、堆码技术是对全自动液压打包机技术在陈腐垃圾筛分领域中的应用,完善了陈腐垃圾筛分生产线,虽然工艺复杂度有所提高,但是可实现筛分生产线的全自动作业,大幅度提高了打包效率,降低了设备故障对生产线的影响。加强了液压打包机的系统压力,提高了压缩强度,并将轻质可燃物加以打包加固,同时引入科学的货物堆码技术,形成了完整的轻质可燃物的打包-堆码技术体系。
7 结论
(1)该打包系统与陈腐垃圾筛分系统进行了柔性连接,设计地坑结构,打包机暂时停运不会影响筛分系统运行,不影响项目实施效率。
(2)引入全自动液压打包机技术,对轻质可燃物进行打包加固,避免散料堆放,通过打包机压缩,提高密度,使得轻质物体积更小,节省占地空间。
(3)采用全自动液压打包机,实现全自动穿丝,避免人工操作,提高设备安全性、运行稳定性、系统连贯性。
(4)引入货物堆码技术,减少物料堆存过程中的占地面积,避免轻物质飘洒。采用压缝式堆码技术对空间进行合理安排,使得轻质可燃物堆体既稳固又节省空间。
(5)轻质可燃物打包后使用抱夹叉车进行倒运存料,操作相对简单。
(6)对于与焚烧发电厂距离较远的治理项目,轻质可燃物打包后更有利于运输,有利于降低转运成本。
