大型焊接容器局部热处理防畸变工装优化设计
2022-04-09胡齐贤郑红祥王玉杰
龙 亮,胡齐贤,罗 云,郑红祥,王玉杰
(1.广东省特种设备检测研究院惠州检测院,广东 惠州 516003;2.中国石油大学(华东)新能源学院,山东 青岛 266580)
随着石油化工行业技术的发展及对能源利用效率的不断提高,压力容器等承压设备逐渐向大型化方向发展[1-3]。如近来某公司制造的大型二甲苯塔高度达到90 m,直径达到φ10 m[4]。大型塔器采用分段制造、焊接组装成形[5],焊接时不可避免会产生残余应力[6],需要通过热处理降低焊接残余应力,以提高整个压力容器结构的完整性[7]。
对于大型塔器,受制造工艺及热处理炉体积的限制,无法采用整体热处理,只能采用局部热处理来消除焊接残余应力[8]。然而,局部热处理易使加热区域畸变过大,造成焊缝与母材区域变形不协调,导致筒体圆柱度发生变化,严重时会造成塔体热处理畸变失效[9],尤其对超大直径压力容器不等厚度环焊缝接头进行局部热处理时,焊缝处容易发生开裂。因此,对大型压力容器局部热处理过程中的畸变量控制至关重要。2012年,某公司[10]针对解析塔的组对安装提出了一种防畸变工装的设计方案,取得了不错的畸变量调控效果。但是,随着大型塔器直径和尺寸越来越大,需要对防畸变工装数量和尺寸进行合理的设计,以满足不同尺寸压力容器局部热处理的需求。
利用有限元方法对大型压力容器筒体环焊缝局部热处理畸变量情况进行数值模拟,获得了防畸变工装的最佳尺寸,并分析了不同直径和不同壁厚的筒体所需要的最佳防畸变工装数量,为大型压力容器焊后热处理防畸变工装的设计提供了参考。
1 有限元模拟
1.1 有限元分析思路
压力容器对接环焊缝局部热处理常采用卧式陶瓷片加热或卡式炉加热,热处理加热温度为600 ℃,保温时间为2 h,升降温速率控制在55~200 ℃/h。为简化分析,本次局部热处理模拟中忽略焊接残余应力的影响,仅考虑局部热处理过程中畸变量规律,假设筒体内外壁温度分布均匀,模拟热处理温度与实际相同,升降温速率为110 ℃/h。本文利用有限元软件ABAQUS,首先对局部热处理温度场进行模拟,由于局部热处理温度场对热处理残余应力影响很大,采用顺次耦合计算程序来获得热处理残余应力[6-7],在此基础上,分析热处理对压力容器筒体畸变量的影响。
1.2 几何模型及网格划分
建立如图1所示二维模型,探究防畸变工装的尺寸和数量对筒体热处理畸变量的影响。防畸变工装由支撑台、支撑柱和中间支撑3部分组成,文中将中间支撑两侧对应的两个支撑柱算作一个工装数。筒体材料为16MnR钢,防畸变工装材料为Q345R钢,筒体的内径为φ2 m,壁厚为22 mm,设计支撑台宽度为400 mm,厚度为200 mm,工装数为4。筒体受热处理影响的畸变量较大,网格划分较为密集,防畸变工装远离筒体的区域,网格划分较为稀疏。图1给出了网格划分模式,共有50 013个节点和47 450个单元,采用DC2D4单元。热分析和力分析采用相同的单元和节点,指派单元类型为热传递和平面应变。
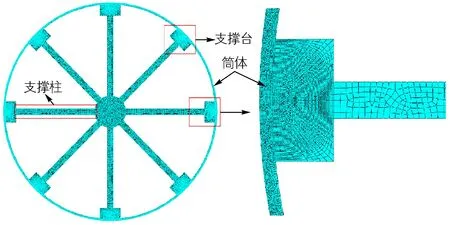
图1 筒体及防畸变工装的模型和网格划分
1.3 材料参数
材料参数的选取需要考虑焊接过程随温度变化效应,并且假定材料在高温状态下物理性能保持不变。计算焊接温度场和残余应力场所需物理性能和力学性能参数参见文献[11-12]。
1.4 边界条件和初始条件
在防畸变工装的圆心处设置参考点,选择参考点与筒体的内壁面进行耦合约束。当筒体内有工装支撑时,选择工装的中间支撑与支撑柱的交点作为端点,约束其所有自由度,限制工装的刚性移动;当筒体内无工装时,选择上述参考点位置作为边界条件的施加点。
2 结果与分析
2.1 防畸变工装对最大径向畸变量的影响
图2为内径φ2 m、壁厚22 mm的筒体内无防畸变工装支撑与加装防畸变工装支撑后热处理最大径向畸变量模拟结果,相比无工装支撑,有防畸变工装支撑筒体的最大形变量降低了6.73 mm,降幅为28.23%,验证了防畸变工装支撑对筒体热处理畸变量改善效果明显。
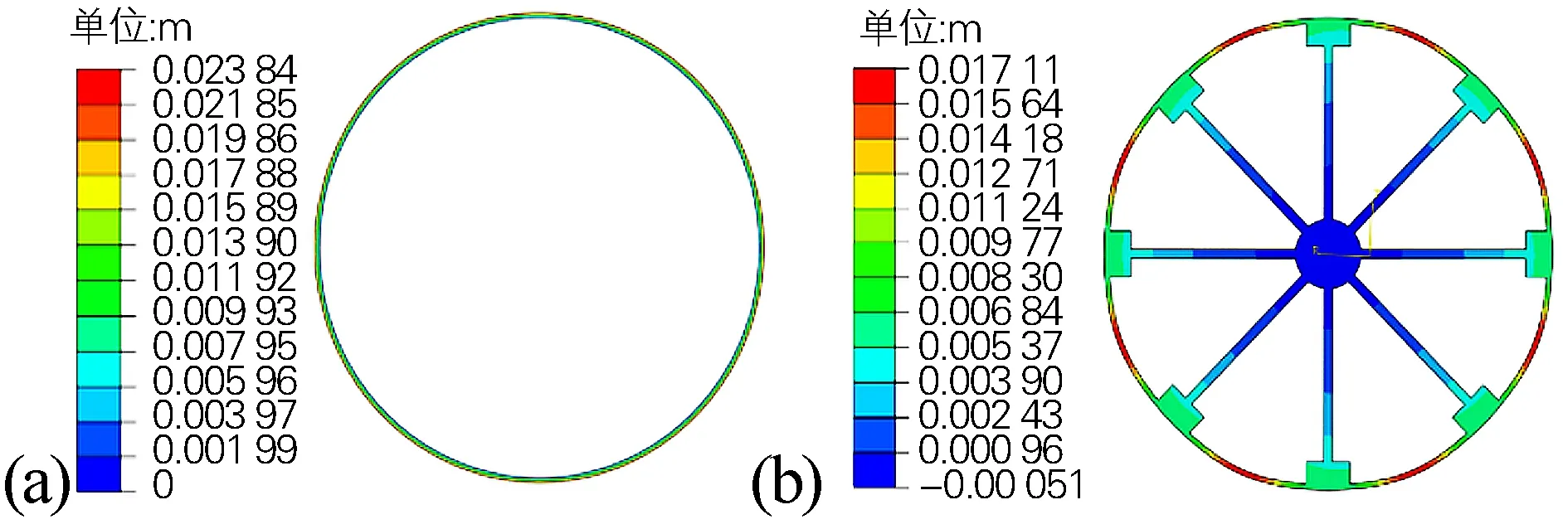
图2 筒体热处理径向畸变量的模拟结果
2.2 防畸变工装尺寸的确定
影响防畸变工装防畸变效果的主要因素有工装的支撑台宽度、支撑柱直径及防畸变工装的数量。首先以φ2 m筒径、壁厚22 mm的筒体为例,探究支撑台的宽度和支撑柱的直径对于筒体畸变量的影响。
支撑台与筒体相连接,通过外部截面的支撑效果可以防止筒体在热处理时发生较大畸变量。图3为不同宽度支撑台对应筒体的热处理畸变量情况,当支撑台宽度为0.1、0.2、0.3和0.4 m时,对应的热处理最大畸变量分别为18.86、17.22、17.89和18.31 mm。

图3 不同支撑台宽度的筒体热处理畸变量
支撑柱是连接支撑台与中心圆柱支撑面的部件,图4为不同支撑柱直径对应筒体的热处理畸变量情况,筒体的内径为φ2 m,壁厚为22 mm。可以看出,支撑柱直径为φ2、φ4、φ6和φ8 cm时对应的最大热处理畸变量分别为17.39、17.11、17.22和17.28 mm。当支撑柱直径为φ4 cm时的最大畸变量数值最小,继续增加支撑柱的直径最大畸变量变化不大。通过对不同支撑台宽度和支撑柱直径参数的模拟分析,确定了最佳的防畸变工装尺寸,即支撑台宽度为0.2 m,支撑柱直径为φ4 cm。

图4 不同支撑柱直径的筒体热处理畸变量
2.3 不同壁厚筒体最佳工装数量的确定
对于筒径相同的筒体在进行热处理时,影响其畸变量的主要因素是筒体的壁厚。图5给出了筒径φ2 m时,壁厚为42 mm和82 mm两种筒体在无工装支撑下的畸变量分布情况。壁厚为42 mm筒体的最大畸变量为19.53 mm,壁厚为82 mm筒体的最大畸变量为18.30 mm,结合图2(a)中壁厚为22 mm的筒体,可以得到筒体的壁厚越大,其热处理畸变量越小。
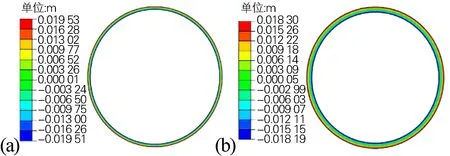
图5 不同壁厚的无支撑筒体热处理畸变量
表1给出了筒径φ2 m、壁厚分别为22、42和82 mm的3种筒体热处理最大畸变量,当筒体的直径和工装数量一定时,筒体热处理最大畸变量基本随着筒体壁厚的增加而减小,壁厚增大所需的防畸变工装数量减少。筒体壁厚为22 mm时,最佳防畸变工装数量为3个以上,此时热处理最大畸变量小于壁厚值。当壁厚增大到42 mm和82 mm后,热处理最大畸变量已远远小于壁厚值,无需安装工装。
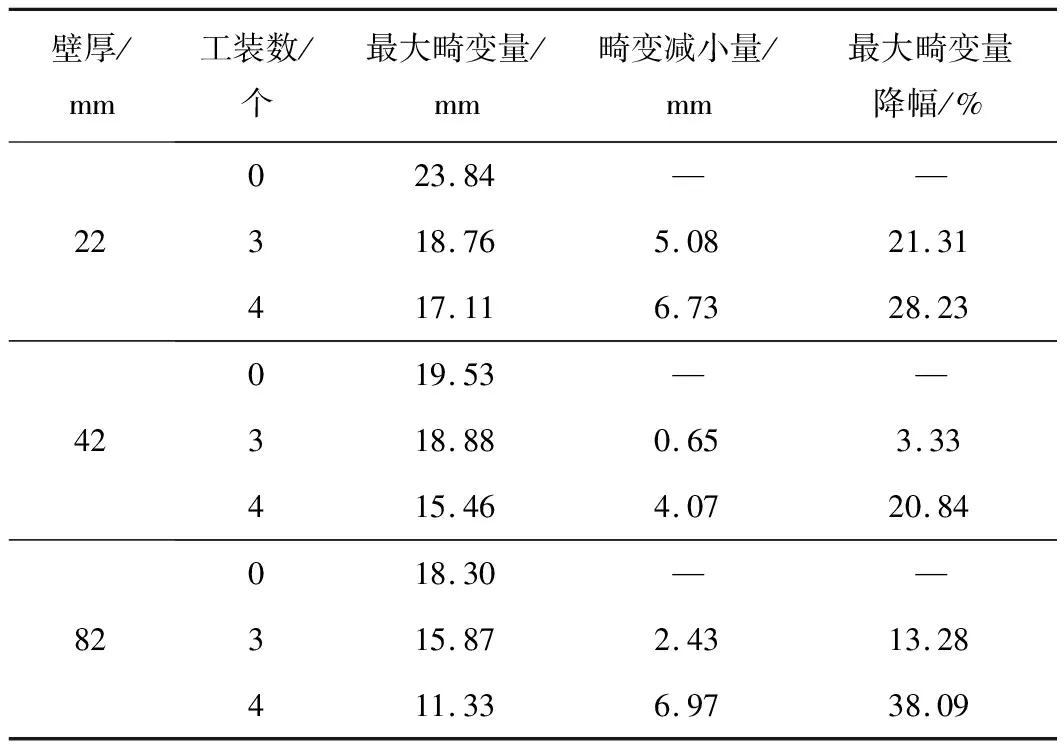
表1 不同壁厚筒体热处理最大畸变量
2.4 不同筒径的筒体最佳工装数量的确定
不同筒径的压力容器局部热处理时的畸变量情况不同,需要加装的防畸变工装数量也不相同。如图6给出了不同筒径的筒体在无防畸变工装时,热处理前后的畸变量情况。φ2、φ4、φ8和φ12 m的4种筒径、壁厚为22 mm的筒体在热处理过程中最大畸变量分别为23.84、72.01、139.99和224.24 mm,筒体的最大畸变量随着其直径的增加而增大,即筒体的直径越大,热处理畸变量也越大。

图6 不同筒径的无工装支撑筒体热处理畸变量
图7为不同工装数量下直径φ4、φ12 m筒体热处理畸变量分布情况,可以看出,不同筒径的筒体热处理 畸变均主要发生在相邻两个防畸变工装的中间位置,且越靠近防畸变工装处,筒体的畸变量越小。随着工装数量的增加,热处理最大畸变量逐渐降低。
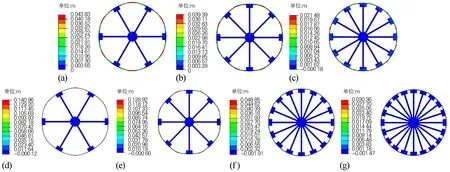
图7 不同工装数量下φ4 m(a~c)、φ12 m(d~g)筒体热处理畸变量情况
表2为不同筒径、壁厚22 mm的筒体在不同防畸变工装数量下局部热处理最大畸变量,可以看出,当筒体的直径和壁厚一定时,筒体热处理最大畸变量随着防畸变工装数量的增加而减小。对于筒径为φ2 m的筒体,安装3个和4个防畸变工装时,筒体热处理最大畸变量都小于自身壁厚,筒体内加装3个防畸变工装时,筒体在热处理最大畸变量得到了较好的控制,4个最佳。对于筒径φ4 m的筒体,安装6个工装时,满足最大畸变量低于自身壁厚,最大畸变量降幅达70.17%,在此基础上,如果继续增加防畸变工装的数量,筒体热处理最大畸变量变化不再明显,但防畸变工装的材料消耗更大,制作工艺更加复杂且安装难度更大,因此,对于φ4 m筒体,安装6个工装为宜。对于筒径φ8 m和φ12 m,当工装数分别为8个和10个时,最大畸变量降幅均已超过80%,满足热处理要求。因此,对于筒径φ2、φ4、φ8和φ12 m的筒体进行局部热处理时,最佳的防畸变工装数分别为4、6、8和10个。

表2 不同筒径的筒体热处理最大畸变量
基于上述分析结果,建立不同直径的筒体对应其热处理时所需最佳防畸变工装数量的计算公式,具体如下:
N≥d/2+4
(1)
式中:N为最佳防畸变工装数量,且N为满足条件的最小正整数;d为筒体直径,m。
3 结论
1)基于有限元分析,验证了防畸变工装对于筒体热处理后畸变量情况的改善效果明显,优化了适用于大型压力容器筒体设备的防畸变工装尺寸,设计防畸变工装的支撑台宽度为0.2 m,支撑柱直径为φ4 cm为最佳。
2)筒体内无防畸变工装支撑时,其热处理最大畸变量随着直径的增加而增大,即筒体的直径越大,热处理畸变量也越大。不同筒径的筒体热处理畸变均主要发生在相邻两个防畸变工装的中间位置。
3)当筒体的直径和工装数量一定时,筒体热处理最大畸变量随着筒体壁厚的增加而减小,壁厚增大所需的防畸变工装数量减少。当壁厚增大到42 mm和82 mm后,热处理最大畸变量已远远小于壁厚值,无需安装工装。
4)筒径和壁厚一定时,筒体热处理最大畸变量随着防畸变工装数量的增加而减小,建立了不同直径的筒体对应其热处理时所需要最佳防畸变工装数量的计算公式:N≥d/2+4。
