膜式水冷壁表面堆焊Inconel625合金成形工艺研究
2022-08-10孙佳孝郭余庆张伟刚
孙佳孝,杨 可,郭余庆,王 军,张伟刚
1.河海大学 机电工程学院,江苏 常州 213022 2.江苏能建机电实业集团有限公司,江苏 泰州 225300 3.江苏省特种设备安全监督检验研究院 泰州分院,江苏 泰州 225300
0 前言
膜式水冷壁是由鳍片和光管组成的平直焊接组件,具有良好的气密性,能够吸收炉膛火焰的热辐射,保护锅炉炉墙,目前已广泛应用于现代锅炉结构中[1]。然而,膜式水冷壁服役环境较为恶劣,极易受到锅炉内高温、烟气等高温腐蚀和表面冲蚀,导致锅炉的运行存在安全隐患[2]。因此,对膜式壁管屏表面进行防护有着重要的实际意义。目前,热喷涂、堆焊等方法是工业中常用的延长膜式壁使用寿命的方法,其中,堆焊方法为冶金结合,堆焊层致密度高,同时可根据实际情况灵活选择堆焊耐磨、耐腐蚀或耐高温的材料,受到了业内的广泛关注[3]。
Inconel625是以Mo、Nb为主要强化元素的固溶强化型镍基高温合金,在高温下仍能保持较高的力学性能、良好的耐腐蚀性和抗氧化性,当使用温度为900~1 100℃,其热传导系数为25 W·m-1·℃-1,与常用的膜式水冷壁材料的热传导系数相差较小,因此在膜式水冷壁表面堆焊Inconel625不会影响其散热能力[4]。近年来,国内外对Inconel625堆焊工艺进行了大量研究。郭龙龙[5]等采用热丝TIG在AISI 4130表面堆焊Inconel625,运用正交实验法分析工艺参数对焊缝成形的影响,结果表明焊丝进给速度恒定时,焊接电压对堆焊层厚度和融合率影响均较大,热丝电流对两者影响较小;梁恩宝[6]等采用熔化极气体保护焊(GTAW)堆焊Inconel625,研究焊接工艺参数与堆焊层厚度和稀释率之间的定量关系,结果表明堆焊层厚度和稀释率主要取决于焊接电流和送丝速度,焊接速度的影响相对较小;Sandeep Singh Sandhu[7]等采用 SMAW 在 AISI 304L 不锈钢表面堆焊Inconel625,以线性和摆动两种电弧方式,研究其对焊缝成形的影响,结果表明与线性方式焊接相比,采用摆动焊方法焊接时,堆焊层熔宽增加,而余高和熔深降低,成形件性能较好;Makoto[8]等采用定向沉积法研究了Inconel625沉积过程中气孔和焊缝成形的影响因素,结果表明激光功率与气流量对粉末熔化影响较大,同时对沉积层气孔率和成形有一定影响,激光功率较小时,粉末熔化不足,沉积层孔隙率上升,气流量较小时,沉积层宽度较窄。以上研究表明,国内外对Inconel625堆焊工艺进行了一定的探讨,多选择改变焊接热源来优化焊缝成形,对于焊接方式的研究,在摆动焊方面有了一定的研究成果,但关于高频摆动焊方面的研究较少,高频摆动焊可以提高生产效率,研究其焊接工艺具有较强的实际意义。
因此,本文采用GMAW通过高频摆动焊,在膜式水冷壁表面堆焊Inconel625,研究焊接电流和摆动频率对堆焊层表面成形的影响,并分析堆焊层金属的组织和性能。
1 试验材料及方法
试验研究的膜式壁材料为15CrMoG锅炉用钢,由尺寸为Φ60 mm×5 mm的钢管和20 mm×5 mm的鳍片焊接而成。试验选用焊丝为Inconel625,对应牌号为ERNiCrMo-3 AMS,直径为1.2 mm。15CrMoG钢与ERNiCrMo-3 AMS焊丝的化学成分分别如表1、表2所示。

表1 15CrMoG钢化学成分(质量分数,%)Table1 Chemical composition of 15CrMoG steel(wt.%)

表2 ERNiCrMo-3AMS焊丝化学成分(质量分数,%)Table2 Chemical composition of ERNiCrMo-3AMS wire(wt.%)
堆焊方法采用GMAW,通过立向下焊的焊接方法,并在管子中通循环水冷却,堆焊过程如图1所示。试验用焊机为氩弧焊机,保护气为含氩混合气体,气体流量为10~20 L/min。在膜式壁表面堆焊长100 mm的焊缝,研究焊接电流与焊枪摆动频率对焊缝成形的影响,焊接工艺参数如表3所示。根据实际生产需要,在单层单道堆焊工艺基础上,确定了单道多层堆焊工艺,在膜式壁表面堆焊两层,长度为500 mm,工艺参数如表4所示。在堆焊两层的膜式水冷壁样板管面堆焊层位置截取试样,尺寸为10 mm×15 mm×10 mm。经打磨、抛光后,用王水(HCl∶HNO3=3∶1)对堆焊层试样进行腐蚀,腐蚀时间为60 s,使用DYJ-201C型倒置金相显微镜进行显微组织观察,使用HVS-1000A型显微硬度仪进行试样硬度测试,加载力为200 g,保持15 s。
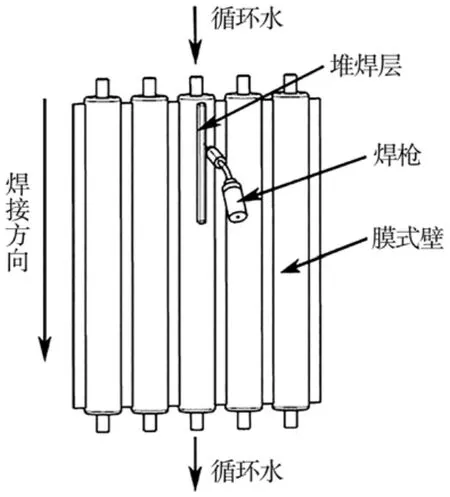
图1 堆焊过程示意Fig.1 Diagram of surfacing process
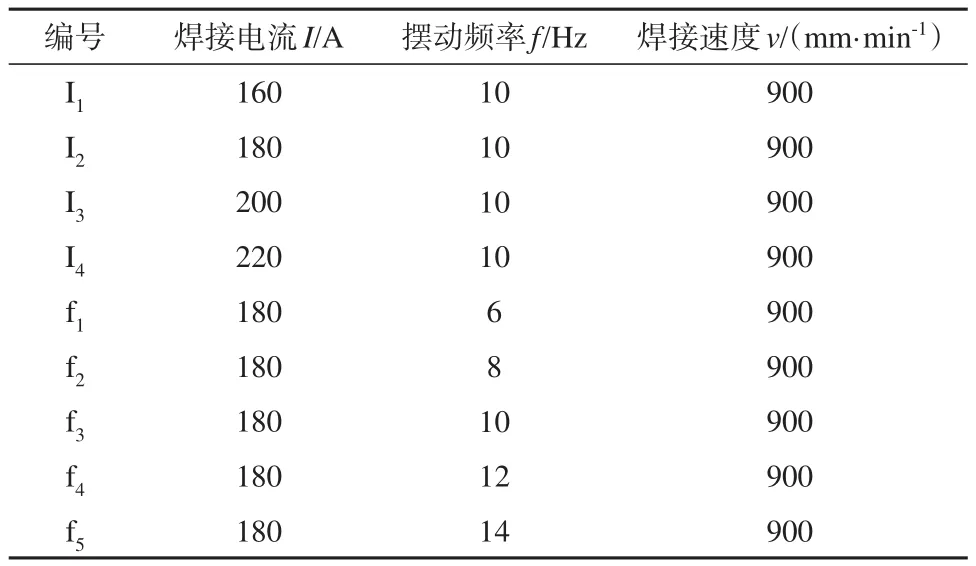
表3 单层单道堆焊主要工艺参数Table 3 Main parameters of single layer single-pass surfacing

表4 单道多层堆焊主要工艺参数Table 4 Main parameters of single-pass multi-layer surfacing
2 结果与讨论
2.1 堆焊层表面形貌
不同焊接电流时堆焊层的表面形貌如图2所示,电流大小对堆焊层表面成形有一定影响。电流为160 A时,堆焊层中间焊丝填充不足,成形很差,这是由于此时电流较小,热输入不足,导致焊丝单位时间内熔化量不足以完全填充焊缝;电流为180A时,堆焊层表面成形良好,鱼鳞纹均匀致密;电流为200 A时,堆焊层表面成形一般,与电流为180 A时相比,鱼鳞纹均匀度差而致密度高,表面色泽由明亮色变为黑灰色,出现了一定程度的氧化;电流为220 A时,堆焊层表面成形较差,鱼鳞纹排列较为杂乱,表面色泽更为灰暗,表明氧化程度更严重,但与小电流时的堆焊层相比,堆焊层宽度明显增大。当焊接电流较大时,堆焊层表面的成形质量有所下降,鱼鳞纹排列相对紊乱,表面色泽呈黑灰色,氧化程度严重,但堆焊层的宽度有所增大,原因是电流较大时热输入量过大,一方面提高了焊丝单位时间内的熔化量,使焊缝金属过渡铺展,增大了熔宽,另一方面使刚凝固的金属高温存在时间长,保护气的保护效果减弱,造成堆焊层表面氧化程度较为严重;此外,焊接电流的增大提高了电弧的挺度,增强了电弧对熔池的搅拌作用,熔池内的金属流动性提高,使熔池产生剧烈波动,导致堆焊层表面纹理相对紊乱,成形较差。
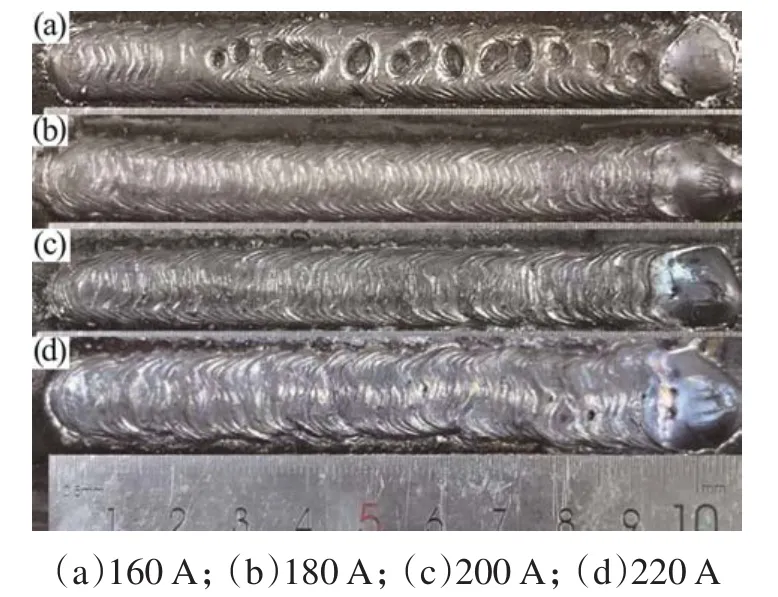
图2 不同焊接电流时堆焊层的表面形貌Fig.2 Surface appearance of surfacing layer with different welding currents
不同摆动频率时堆焊层的表面形貌如图3所示,摆动频率大小也对堆焊层表面成形有一定影响。摆动频率为6 Hz时,堆焊层表面鱼鳞纹纹理较疏松,随着摆动频率增大,堆焊层表面鱼鳞纹排列变得更紧密,堆焊层表面色泽由明亮色向黑灰色转变,氧化程度加重,焊缝质量受到影响。原因为当摆动频率较小时,单个摆动周期的时间相对较长,在一定焊接速度下,前一摆动周期与后一摆动周期内形成的熔池之间的重叠率较低;随着摆动频率增大,各摆动周期内形成的熔池之间的重叠率逐渐增大,使堆焊层表面的鱼鳞纹排列紧密度提高,同时,摆动频率提高在单位时间内增加了电弧对堆焊层的热作用次数,造成堆焊层表面氧化程度加重。
图3 不同摆动频率时堆焊层的表面形貌Fig.3 Surface appearance of surfacing layer with different swing frequency
在膜式水冷壁表面堆焊两层后的形貌如图4所示,试样表面成形良好,无气孔、裂纹等明显缺陷。图5为堆焊层横截面形貌,可以看出堆焊层与基体之间结合良好,堆焊层厚度约为2.5 mm,第一层厚度约为1.3 mm,第二层厚度约为1.2 mm。堆焊层的Fe元素含量在一定程度上决定了堆焊层的耐腐蚀性能,根据Nemecek S[9]、田春英[10]以及孙焕焕[10]等的研究结果,当堆焊层的Fe元素含量低于5%时,堆焊层具有较好的耐腐蚀性能。因此,降低堆焊层中的Fe元素含量是Inconel625合金应用膜式水冷壁表面堆焊的关键。

图4 堆焊两层的膜式水冷壁样板Fig.4 Membrane water-wall sample with surfacing two layers
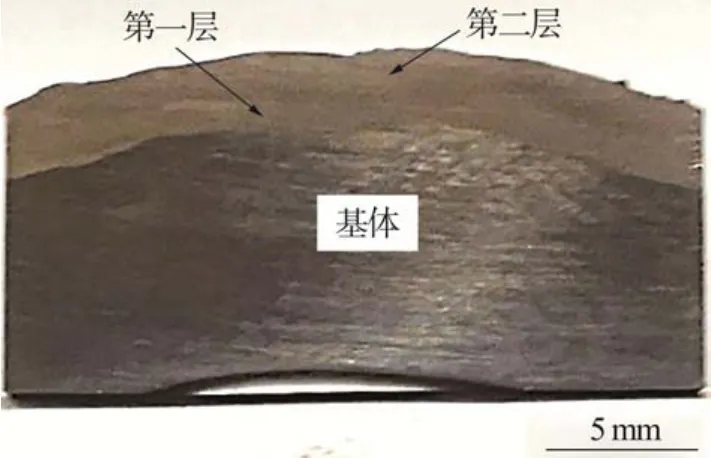
图5 堆焊层的横截面形貌Fig.5 Cross section appearance of surfacing layer
基于上述研究,并结合实际工况,本研究中堆焊第一层时,堆焊工艺为大电流配合较高的摆动频率,采用大电流的目的在于增大堆焊层宽度,并确保堆焊层与基体结合良好;高摆动频率是为了提高电弧对熔池的搅动作用,一方面促进液态金属铺展,增大堆焊层宽的同时降低层厚度,另一方面促进熔池散热,加快液态金属的凝固速率,减缓母材中的Fe元素向堆焊层中扩散,降低堆焊层中Fe元素含量。堆焊第二层时,使用小电流配合低摆动频率,以保证堆焊层表面鱼鳞纹纹理细腻,同时降低氧化程度,获得表面成形美观的堆焊层。图6为堆焊层元素含量,在堆焊层表面随机选取5个点进行测试,结果显示堆焊层各测试位置的Fe元素含量均低于5%,表明确定的工艺参数可获得满足耐腐蚀要求的堆焊层。

图6 堆焊层元素含量Fig.6 Elements content of surfacing layer
2.2 堆焊层显微组织
两层堆焊层的显微组织如图7所示,观察其演变规律并分析其机理。从图7a中可以明显区分出母材、第一层堆焊层和第二层堆焊层,与第二层相比,第一层堆焊层金属的柱状晶的外延生长更加明显,晶粒的尺寸和间距相对较大,这是由于两层堆焊层的工艺参数不同。堆焊第一层时,焊接电流与焊枪摆动频率都比堆焊第二层时大。焊接电流较大时,热输入较大,熔池内液态金属冷却速度较慢,在高温下停留时间较长,晶粒的尺寸相对较大;焊枪摆动频率的增加增强了电弧对液态熔池的搅动作用,因此晶粒的生长方向也更紊乱。

图7 堆焊层金属显微组织Fig.7 Microstructure of surfacing layer
堆焊层金属的显微组织演变沿垂直熔合线方向呈现出一定的规律,但不同堆焊层的组织存在一定差异。两层堆焊层底部和中部的显微组织类似,底部主要为平面晶和呈柱状的胞状晶(图7b、图7e所示),中部为胞状树枝晶(图7c、图7f所示),且沿胞晶方向更靠近堆焊层内部区域的柱状胞晶晶粒长度开始减小,同时出现二次枝晶;两层堆焊层顶部的显微组织有些许差异(图7d、图7g所示),第一层堆焊层顶部组织主要为等轴晶,而第二层堆焊层顶部组织除了等轴晶外,还在靠近堆焊层表面区域出现平行于熔合线方向生长的横向组织。
研究[12]表明,异种材料堆焊时,堆焊层熔敷金属凝固结晶方式与焊接熔池凝固结晶基本原理相一致,根据成分过冷原理[13],凝固微观组织主要取决于温度梯度G与生长速率R的综合作用。平面晶所处位置为焊缝固液界面前沿,堆焊过程中熔池温度较高,与母材接触会从熔池向母材产生一个极大的温度梯度,此时不出现成分过冷现象,因此焊缝熔池金属晶粒沿固液界面生长形成平面晶;从平面晶前沿开始,沿垂直于熔合线方向由于温度梯度不断降低,G/R变小,冷却速率不断增加,成分过冷增加,从而使晶粒结构由平面晶依次向柱状胞晶、胞状树枝晶以及等轴晶转变。第二层堆焊层顶部出现沿熔合线横向生长的组织,这是由于此区域为熔池顶部,其散热方向已经由垂直于熔合线方向转变为平行于熔合线方向,从而使晶粒倾向于平行于熔合线方向生长。第一层堆焊层顶部也可能出现过类似的横向组织,但由于第一层顶部受到第二层对其的重熔再热作用,后层熔池与前层底端组织重新熔合结晶,使横向组织消失,因此第一层顶部未观察到横向组织。
2.3 堆焊层显微硬度
分别对堆焊层横截面和表面的显微硬度进行测试,结果分别如图8和图9所示。由图8可知堆焊层的硬度由基体沿垂直于熔合线方向呈上升趋势,距基板0~1 500 μm内硬度值涨幅较小,熔合线附近硬度值最低为244.1 HV,距基板1 500 μm处硬度值最高为262.4 HV;硬度值在距基板1 800 μm处陡增至273.9 HV。从熔合线开始到堆焊层顶部的晶粒尺寸是不断降低的,因此硬度值总体呈现上升趋势。距基板0~1 500 μm内为堆焊层第一层,1 800 μm处为堆焊层第二层,由于第二层稀释率较低,合金元素含量较高,同时,第二层的晶粒尺寸总体相对较小,因此第二层的硬度明显大于第一层。由图9可知堆焊层表面的硬度值整体较为稳定,平均硬度为270.6 HV,表明确定的工艺参数可获得性能稳定的堆焊层。

图8 堆焊层横截面显微硬度Fig.8 Cross section microhardness of surfacing layer
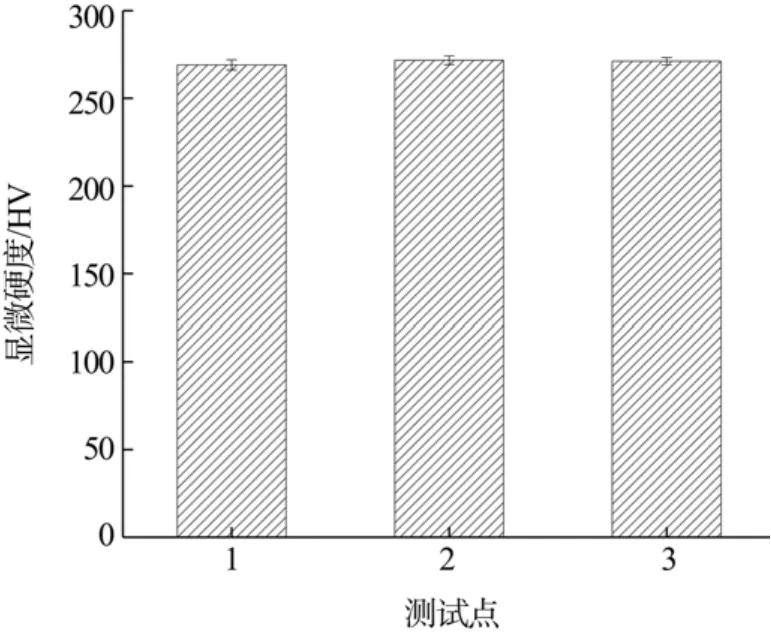
图9 堆焊层表面显微硬度Fig.9 Surface microhardness of surfacing layer
3 结论
(1)采用GMAW,通过高频摆动焊,在膜式水冷壁表面堆焊Inconel625,焊接电流和焊枪摆动频率对堆焊层表面成形影响较大。焊接电流增大,堆焊层表面纹理均匀度下降,氧化程度加重,但堆焊层宽度增大;焊枪摆动频率主要影响堆焊层表面鱼鳞纹排列紧密程度,摆动频率增大,鱼鳞纹排列更为紧密。
(2)确定了在膜式水冷壁表面堆焊Inconel625,采用单道多层堆焊工艺的主要参数,第一层焊接电流为220 A,摆动频率为14 Hz;第二层焊接电流为180 A,摆动频率为10 Hz。堆焊层金属的显微组织从底部至顶部的演变规律为:平面晶→柱状胞晶→树枝状晶→等轴晶。堆焊层顶部由于散热方向由垂直于熔合线方向变为平行于熔合线方向,出现部分平行于熔合线方向生长的横向组织。
(3)堆焊层横截面的显微硬度由基体沿垂直于熔合线方向呈上升趋势,原因为晶粒尺寸逐渐减小。堆焊层表面的显微硬度最大,且表面各处的硬度值波动较小,平均硬度为270.6 HV。堆焊层各处的元素含量变化较小,其中Fe含量均在5%以下,说明堆焊层具有良好的耐腐蚀性能。以上结果表明确定的堆焊工艺参数可获得性能稳定的堆焊层。
