无线信号基站转位器注射模设计
2022-03-24胡万志宋伟奇蒋明周
1 塑件结构分析
图1所示为某无线信号基站转位器,存在3个特征 T
、T
、T
,T
、T
分别为塑件口部位于定模侧成型的横向倒扣,2个倒扣相向面对,设计抽芯机构的空间较狭小;T
特征为盖子下端内部的内螺纹,需要旋转抽芯,脱模困难,因此塑件的前、后端抽芯需要特殊的脱模机构。

塑件的结构特点是:主体为一种圆球顶盖子,盖子内壁有2圈内螺纹T
;盖子顶端圆球头部有1个凹槽,凹槽两侧有2个倒扣T
、T
;塑件材料选用ABS塑料,平均壁厚2.2 mm,收缩率为0.52%~0.58%。塑件生产总量120万个,需要使用多型腔进行注射生产。
[7]尔敦.鄂尔多斯市东胜区城乡建设用地适宜性评价研究[D].呼和浩特:内蒙古师范大学, 2017:1-68.
2 模具设计
模具结构采用1模4腔布局,如图2所示,既要满足塑件的成型精度,又要满足单副模具的产量最大化,以节省模具整体制造成本。使用侧浇口浇注,以便于浇口修正和调整,降低模具制造的难度。针对塑件顶端倒扣设计一种定模推出机构进行脱模,针对塑件下端的内螺纹设计一种内螺纹旋转抽芯机构。
2.1 模 架
使用两板式模架,如图3所示,对模架的定模部分进行了改装,增加了定模推出机构,动模部分增加了2块板,一块用于安装脱螺纹机构,一块用于塑件的推出脱模。模架组件包括定模座板1、垫块2、镶件固定板3、推件板4、型芯固定板5、动模垫板6、垫块7、动模座板8。定模座板1、垫块2、镶件固定板3通过螺钉组合在一起构成模具的定模组件;型芯固定板5、动模垫板6、垫块7、动模座板8用2组螺钉紧固组合在一起;推件板4通过套装于螺纹转动型芯16由弹簧26推出,限位拉杆27用于推件板4将塑件从螺纹转动型芯16上推出后的限位,防止其从模具上脱落。

2.2 浇注系统
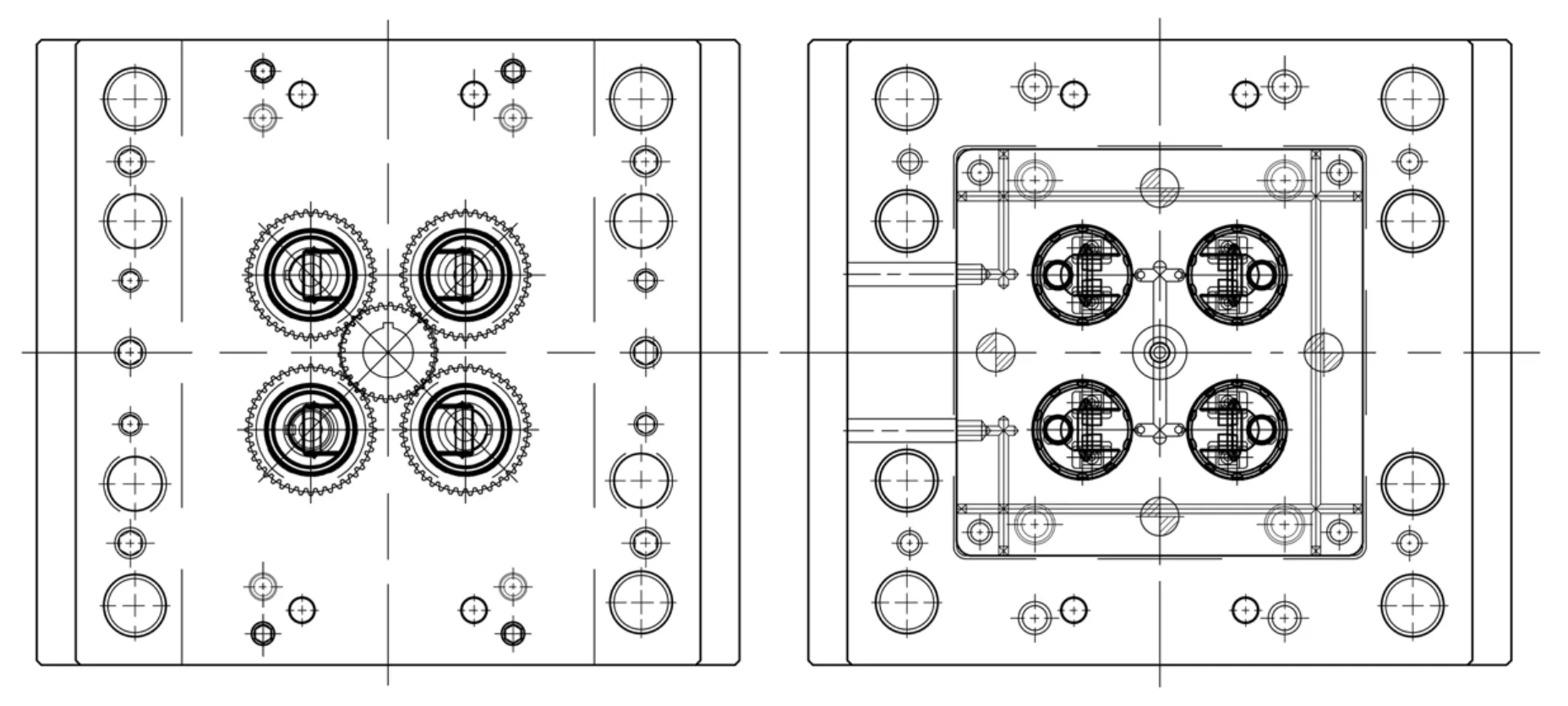
(3)模具链条内螺纹抽芯驱动组件包括螺纹转动型芯16、螺纹转动型芯转动套17、螺纹转动型芯齿轮18、齿轮固定螺母19、中心固定型芯20、链条齿轮轴轴承21、链条齿轮轴22、链条齿轮23、齿轮键24、中间传动齿轮25。螺纹转动型芯16套装于型芯固定板5内,由螺纹转动型芯转动套17对其脱螺纹转动进行导向,螺纹转动型芯齿轮18通过齿轮固定螺母19套装于螺纹转动型芯16的下端,用于与中间传动齿轮25啮合以驱动螺纹转动型芯16转动抽芯,中心固定型芯20套装于螺纹转动型芯16内,链条齿轮轴轴承21用于链条齿轮轴22在动模座板8和动模垫板6上的安装;链条齿轮23套装于链条齿轮轴22上,用于带动中间传动齿轮25转动,中间传动齿轮25通过齿轮键24安装于链条齿轮轴22上。链条内螺纹抽芯驱动组件完成了成型塑件后端内螺纹的脱螺纹,实现了塑件后端螺纹的自动化脱离。
2.3 脱模机构
(2)动模推件板组件。动模推件板组件包括弹簧26、限位拉杆27、拉模扣30。弹簧26、限位拉杆27用于推件板4的推出与限位,拉模扣30用于镶件固定板3、推件板4的临时位置的锁紧闭合。
(1)定模推出机构。定模推出机构包括推板9、推杆固定板10、斜推杆11和14、斜推杆座12和13、成型镶件15、定模推板拉杆28、弹簧29、复位杆32。推板9、推杆固定板10用螺钉紧固组合构成推板组件,其上安装有斜推杆11和14、斜推杆座12和13,用于塑件的定模推出脱模;成型镶件15用螺钉紧固组合安装于镶件固定板3的镶件槽内,用于塑件的表面成型;弹簧29用于推板组件的推出,拉杆28用于推板组件的推出限位,复位杆32用于推板组件的回退复位。定模推出机构解决了盖子前端相向倒扣脱模困难的问题,实现了前端倒扣的自动化脱模。
浇注系统组件包括浇口衬套31、定位圈33。浇口衬套31用于构建注塑机浇口与型腔流道的通道,定位圈33用于模具在注塑机定模板上的粗定位安装。
3 模具工作原理
(3)P
分型面打开。动模继续后退,开模动力迫使镶件固定板3、推件板4克服拉模扣30的吸紧力,迫使P
分型面打开,P
分型面打开时,推板9、推杆固定板10在弹簧29的作用下向下推出,推动斜推杆11和14、斜推杆座12和13向下推出,将塑件从成型镶件15中推出,塑件完全脱模。
(1)注射。模具闭合,注塑机通过浇口衬套31及侧浇口对4个型腔进行浇注,注射完毕等待开模。
中国水利:农村水利投入大,建设任务重,管理难度大,保证其建得成、管得好和长受益是关键。请您谈谈2013年在强化农村水利管理改革上采取了哪些举措。
(2)P
分型面打开。注射完毕冷却后,注塑机模板带动动模后退,借助于拉模扣30吸紧镶件固定板3和推件板4,在弹簧26的辅助下,P
分型面先打开,推件板4和型芯固定板5开始分离,模具的脱螺纹电机驱动中间传动齿轮25、螺纹转动型芯齿轮18转动,从而螺纹转动型芯齿轮18驱动螺纹转动型芯16转动,一边转动一边脱螺纹下行,P
分型面开启到一定距离后,由限位拉杆27限位,推件板4、型芯固定板5不能继续分离,塑件下端的螺纹实现脱模,由于转动脱螺纹的过程中,推件板4将塑件持续顶住,塑件在P
面分型后留在成型镶件15中。
模具分2次打开分型,实际工作时,对应的动作过程如下。
为了考验它,我又朝它身上滴了几滴水,可它仍像之前那样,虽然很艰难,但依旧走出了困境——那幼小的身体里竟蕴含着如此强大的力量!
该类型矿区除临汾市大王中型铁矿区外,矿区多为小型,主要矿区有:古交郭家梁矿区;交城席麻岭矿区;翼城打鼓山、董家洼矿区;襄汾黑龙顶、半山里矿区;曲沃张家湾矿区;浮山南畔、北山角矿区及平顺水沟、壶关照阳沟等小型矿区。
(4)复位。复位时,塑件下端的螺纹机构先复位后,模具按P
、P
顺序复位,最后定模推出机构复位,模具完全闭合,等待下一个注射循环。
4 结束语
结合塑件的顶部倒扣、下部内螺纹的结构特点,设计了1副定模推出、动模推出+螺纹抽芯结构的注射模用于塑件的自动注射成型。模具中设计定模斜推杆机构、动模脱螺纹机构解决了塑件脱模困难的问题。模具使用的脱模机构简单、实用,工作可靠,模具整体结构简单,降低了制造成本。
[1]肖国华,熊运星,张 适,等.轿车内饰件杯托内门热流道注射模具设计[J].装备制造技术,2012(12):25-28.
[2]刘 恒,谭 琛.基于UG的电池盖注射模具设计与数控加工[J].塑料科技,2016,44(10):80-85.
[3]曹 勇.定模伸缩型腔注射模具结构设计[J].塑料工业,2018,46(10):71-74.
[4]俞昌吉.一种大内径内螺纹脱螺纹机构及其模具[J].浙江工商职业技术学院学报,2015,14(2):94-96.
[5]任祎铭,赵 建,霍余达,等.基于Pro/E气压瓶盖的注射模具设计[J].塑料工业,2016,44(1):60-62.
[6]张 俊,张 冰.基于UG的缓冲件注射模具设计[J].塑料科技,2019,47(9):95-98.
[7]赵利平,张 宁,王树勋,等.基于自动旋转脱螺纹的红酒瓶盖注射模具设计[J].现代塑料加工应用,2018,30(1):60-63.
[8]胡 烈,史恩波.机械驱动式注射模旋转抽芯机构设计[J].模具工业,2016,42(2):50-52.
[9]管建军.泵头旋盖注射模具设计[J].模具技术,2019(4):19-24.
[10]荣 星,陈亚洲,李 波,等.自动脱螺纹模具理论计算及CAE分析[J].塑料工业,2021,49(3):74-78.
[11]沈忠良,肖国华,徐 生,等.自动脱螺纹笔帽模具结构设计[J].江苏科技信息,2016(5):60-61.
[12]刘 勇.冰箱抽屉注射模设计[J].模具工业,2016,42(9):47-50.
