超高强度钢板DP980门槛内板成形问题及整改
2022-03-24杨庆波徐子祺王建军
0 引 言
为实现汽车轻量化、节能、环保等方面的要求,越来越多的新型高强度钢板被应用于汽车车身制造,其强度也在不断增加,不断刷新冲压强度极限。超高强度双相钢DP980具有良好功能特性,被广泛应用于车身门槛内板等安全类零件,以提高车辆行驶的安全性。门槛内板是车身上重要的安全零件,当车辆发生侧面碰撞时,门槛内板对保护驾乘人员的安全起着重要的作用。现以门槛内板为例,分析超高强度钢板在冲压成形过程中存在的侧壁反弧、型面回弹造成的精度差、生产稳定性差等问题,探寻最优解决方案及超高强度钢板在冲压领域的技术突破。
1 技术背景
1.1 DP980门槛内板结构特点及公差要求
门槛内板结构如图1所示,零件长1 686 mm,宽185 mm,属于“细长”类零件,零件主体截面为U形,两侧成形深度不一致,成形深度差值约为21 mm,属于非对称零件。零件的结构特点导致冲压成形工艺要求较高。

门槛内板零件材质为DP980,为保证车身质量,门槛内板的匹配要求较高,其型面尺寸精度达±0.3 mm,如图2所示,这对冲压工艺、模具结构及现场调试都是挑战。图2中,与左侧围前柱下部加强板焊接贴合面共3处,标记为
;与左门槛内板焊接贴合面共5处,标记为
;与左中柱加强板焊接贴合面共5处,标记为
。

1.2 双相钢组织结构及功能特性
双相钢(dual phase steel)简称DP钢,是目前应用范围最广的一种先进高强度钢板,是汽车产业实现车身轻量化的重要金属板材。DP钢的显微组织主要为铁素体和马氏体,马氏体组织以岛状弥散分布在铁素体基体上,如图3所示。铁素体较软,使钢材具备较好的成形性;马氏体较硬,使钢材具备较高的强度。DP钢的强度随较硬的马氏体所占比例提高而增强。根据用途,可生产不同强度级别和不同屈强比(YS/TS)的双相钢,其成形零件以抗拉强度数值为标准分为490、590、780、980 MPa级。

双相钢的性能:①屈强比较低(一般为0.5~0.65),不仅易于加工,而且具有仅次于TRIP钢的高延伸率;②应变集中在低强度的铁素体相上,使其具有独特的高加工硬化率,尤其在低的应变区(2%~3%),屈服强度提高很快(140~220 MPa),具有较高的初始瞬态
值;③无屈服延伸,无时效;④呈烘烤硬化特性(可达30~150 MPa)。
2 DP980门槛内板侧壁回弹问题
矿区及周边主要出露三叠纪火山岩,侏罗系及白垩系、古近系。下侏罗统漾江组(J1y)主要为灰紫色中细粒岩屑砂岩、粉砂质泥岩碎屑岩和橄榄玄武岩、安山玄武岩等火山岩;中侏罗统花开左组(J2h)主要为为紫红色泥质粉砂岩夹暗紫红色岩屑石英砂岩。上侏罗统坝注路组(J3b)为紫红色泥岩、粉砂质泥岩夹紫红色细砂岩。
侧壁及法兰回弹严重,侧壁回弹4~5 mm,法兰面回弹2~3 mm,如图6所示。
基于门槛内板的结构特点及公差要求,结合DP980材料的工艺特性,选择合适的冲压工艺方案,可以消除U形零件侧壁回弹问题。
2.1 冲压工艺方案的分析
结合超高强度钢板DP980的功能特性及零件结构特点,门槛内板为U形非对称非等高零件,其截面为等截面,如图4(a)所示,零件平面特征呈“一”字形,如图4(b)所示,空间特征呈“一”字形,如图4(c)所示。基于零件上述特点,冲压工艺第2工序采用“W”成形工艺可有效抑制零件侧壁反弧,如表1所示;冲压工艺第4工序采用侧整形工艺,如表2所示,选择合适的斜楔角度,可有针对性地控制侧壁法兰回弹;冲压工艺第1、3、5工序为零件分离工艺(落料、修边、冲孔)。
诸暨市在建设大调解体系方面的探索与创新,是新时代“枫桥经验”的延伸与拓展,也为新时代多元化纠纷解决机制的丰富和发展提供了助力。“枫桥式” 大调解体系建设的启示与借鉴意义有如下几点。



2.2 冲压工艺方案的制定
图5所示为门槛内板冲压工艺方案:①落料;②“W”成形;③侧整形;④修边冲孔;⑤修边冲孔、斜楔修边、斜楔冲孔。

3 DP980门槛内板型面精度问题
3.1 存在的问题
Ⅱ号矿体:出露在3343高地向北延伸的山脊的东坡上,位于Ⅰ号矿体的330°方向460m处。矿体向西受SN向的断裂控制尖灭,向东延伸被第四系冰碛层覆盖,呈EW向分布,总体产状与灰岩一致产状,355°∠55°。矿体呈较规则的板状、似层状,矿体内有大小不等的灰岩夹石或灰岩残留体,造成矿体边界参差不齐和矿石品位的贫化。矿体出露地表长度为90m,矿体厚度为2~3m,铅+锌平均品为8.73%。

3.2 整改思路
(1)对于门槛内板U形零件有固定的整改顺序,首先确保零件主面上主基准点(RPS)自由状态下贴合良好(间隙≤0.2 mm)。在RPS面贴合良好的状态下,零件的主面(即顶面)全部达到要求的尺寸精度后开始整改零件侧壁,侧壁全部达到要求的尺寸精度后整改零件的法兰面。
该零件模具预验收时,冲压单件合格率达到90%以上,型面尺寸合格接近95%,零件装车无问题。
3.3 侧壁及法兰回弹的解决措施
2种方案对比,方案二明显优于方案一,考虑将2种整改方案结合使用,可将方案一的回弹补偿系数1.6~1.9减小至0.5~0.7,获得更好的整改效果。

本文中我们提出了一个基于BGP的域间二维路由的设计方案,域间二维路由在进行路由决策的时候同时考虑目的地址和源地址,实现了灵活的流量控制,能够满足用户的多样化需求。本文中我们设计了域间二维路由协议的控制层,使用MPBGP的可选属性携带二维路由的配置信息,同时兼容传统路由协议,方便ISP进行增量部署。我们还给出了适用于域间二维路由的数据层设计,使用前人提出的FISE转发表结构,可以解决二维转发表造成的TCAM空间爆炸的问题。整体而言,域间二维路由是一种新型路由方式,灵活和细粒度的流量控制使得其具有很好的应用前景。
3.4 整改方案优选
方案一:对侧壁与法兰进行回弹补偿,如图7所示,侧壁与法兰的回弹补偿系数随着材料强度的增加而加大,DP980回弹补偿系数一般控制在1.6~1.9。
3.5 整改结果
(2)不同区域对应不同的整改方案,整改遵守的原则是在问题产生的工序上进行。零件的主面(即顶面)如果超差,通常在拉深或成形工序进行整改;零件的侧壁及法兰超差,通常在翻边整形工序整改。
4 DP980门槛内板尺寸稳定性问题
将零件型面尺寸精度控制在±0.3 mm,主要从以下2个方面进行考量。
(1)做好模具的基础工作:模具零件型面着色控制在90%以上,提高模具生产的稳定性。
2007—2017年世界锯材出口额排名前5位的国家包括加拿大、瑞典、美国、俄罗斯和德国、奥地利和芬兰,2007年依次为加拿大、瑞典、美国、俄罗斯和德国,2017年为加拿大、美国、俄罗斯、瑞典和德国。加拿大始终居第1位,世界占比2007年达到29%,其余年份均高于15%;瑞典在2007—2013居第2,在2014—2015年居第3或第4位;俄罗斯在2007年居第4,之后稳居第3,且市场份额有上升态势,在2014——2016年排名第2;德国、美国也是重要的锯材出口国,近10年来其份额一直保持在前5;奥地利和芬兰则在个别年份进入前5。
方案二:
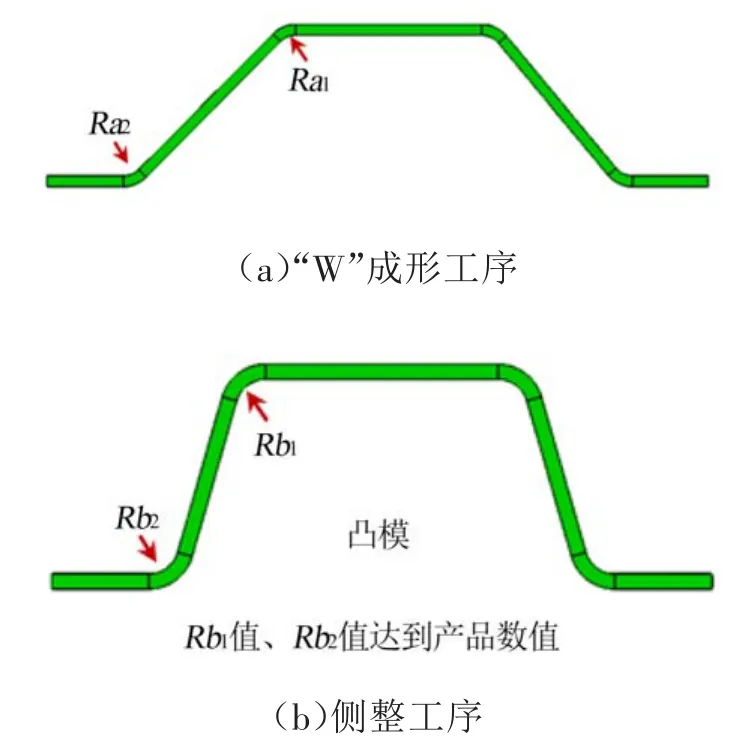
角二次整形法。通过对
角的二次成形抑制回弹,“W”成形时适当加大图8(a)所示的
与
的半径值,在侧整时将
与
的半径值二次整形到零件要求的半径,如图8(b)所示。该方法应用的核心要点是Δ
=
-
≈5 mm,Δ
=
-
≈2~3 mm,对于不同强度的材料Δ
、Δ
的值有所变化。
根据零件的匹配特性及模具的结构特点制定合理的模具理论着色图,如图9所示,现场调试钳工依据模具理论着色图对模具进行研合,研合分3类区域:①重点关键区域:高(强)着色,着色要求95%~100%;②一般重点区域:一般着色,着色要求90%~95%;③非重点区域:虚着色或无着色,无着色率要求。

依据模具理论着色图,将模具着色控制在要求范围内,如图10所示,可有效弥补压力机精度差异、材料性能差异等造成的零件尺寸精度波动。

(2)做好模具符形工作,确保工序件在模具内贴合良好。零件冲压成形后发生回弹,如果后工序(修边冲孔工序)的模具零件型面还按照成形零件型面设计,会出现工序件与模具零件形状不相符的情况,冲压时压料板闭合后会使零件产生严重的附加变形。可对后工序的模具零件型面按照回弹的型面进行符形,避免工序件在后工序压料板闭合时发生附加变形,工序件与模具零件型面贴合后,在模具上定位也更稳定。
零件的定位精度要控制在零件公差带的1/3,依据门槛内板的型面精度公差±0.3 mm,可以得出零件在模具上定位精度应控制在0.2 mm左右,定位精度要求高,只能通过模具上的定位销与工序件的定位孔实现。其次各工序间要定位统一(见图5),尽量避免工序间出现定位转换,造成误差积累,降低零件尺寸精度。
信用卡和PayPal是目前使用最广泛的国际网购支付方式,因此本课程应对信用卡的主要类型以及PayPal的交易流程做必要的讲授。另外对我国的国际支付宝、Money booker等几种国内外常用的第三方支付平台也应给予适当介绍。线下汇款则至少应增加西联汇款的内容。
5 结束语
超高强度钢板的成形对于汽车冲压件是较难解决的问题,现阶段通过优化冲压成形工艺,选用最优的模具结构以及现场精细化调试等多种方案,将DP980门槛内板尺寸精度控制±0.3 mm,满足装车要求。通过解决该零件的成形问题,掌握超高强度钢板DP980回弹控制的方法,为汽车白车身冲压使用更高强度钢板奠定基础。
[1]王苏静,邓沛然,宣守强,等.超高强度钢板料胀形成形极限研究[J].模具工业,2021,47(9):62-65.
[2]刘 帅,刘金富.冲压成形回弹分析及对策[J].模具工业,2020,46(7):30-33,46.
[3]张 恒,江庆顺,张玉成.某车型高强板纵梁回弹问题及整改措施[J].模具工业,2020,46(3):29-33.
[4]董家玲,苏传义,高江涛,等.侧围前柱上侧内板成形工艺技术研究[J].汽车工艺与材料,2017(6):69-71.
[5]李 贵,柳玉起,柯俊逸,等.先进高强度钢板DP590回弹试验及数值模拟研究[J].锻压技术,2013,38(5):50-55.
[6]冯 静,马春华,王 威.浅谈高强度钢板的冲压应用[J].装备制造技术,2011(11):110-112.
