湖南某白酒生产废水处理工程改扩建实例分析
2022-03-24朱寅
摘要:湖南某大型白酒生产企业随着业务发展有了扩大产能的需求,因而实施了三期生产线扩建工程,但现有的污水处理站无法满足产能扩建后的排水要求,必须同步进行废水处理工程的改扩建。现主要介绍了工程改扩建的内容和改造后的运行情况,并对这次项目实施进行了总结。
关键词:废水处理工程;厌氧反应;总氮控制;解决方案
中图分类号:X797 文献标志码:A 文章编号:1671-0797(2022)06-0040-04
DOI:10.19514/j.cnki.cn32-1628/tm.2022.06.012
0 引言
湖南某白酒生產企业的污水处理站为2013年建设,2014年投产运行,原先设计的工艺路线为“转鼓格栅+调节池+微电解池+水解酸化池+UASB池+CASS池+BAF池+脱色池+澄清池+除磷池”;污泥处理采取的主要工艺为“污泥池+带式压滤机+污泥堆肥”,污泥最终成为有机肥,脱水滤液及污泥池的上清液回流进入调节池。
原工艺设计在实际运行过程中存在诸多问题:
(1)微电解池并未发挥作用,仅作为预曝气池使用;
(2)BAF池和脱色池仅作为出水池使用;
(3)原有处理工艺较为复杂,有些处理工艺并不适合酿酒废水处理;
(4)未能有效发挥处理单元的作用,处理效率低下;
(5)缺氧池设计池容过小,导致时常出现出水总氮不达标情况。
本次改扩建工程将针对目前存在的问题进行分析和解决。
1 污水站水量和水质分析
1.1 水量分析
现状污水处理站设计能力为1 200 m3/d,改扩建工程是在原污水处理站基础上再增加污水处理能力1 200 m3/d,使得污水处理站整体设计能力达到2 400 m3/d。
1.2 水质分析
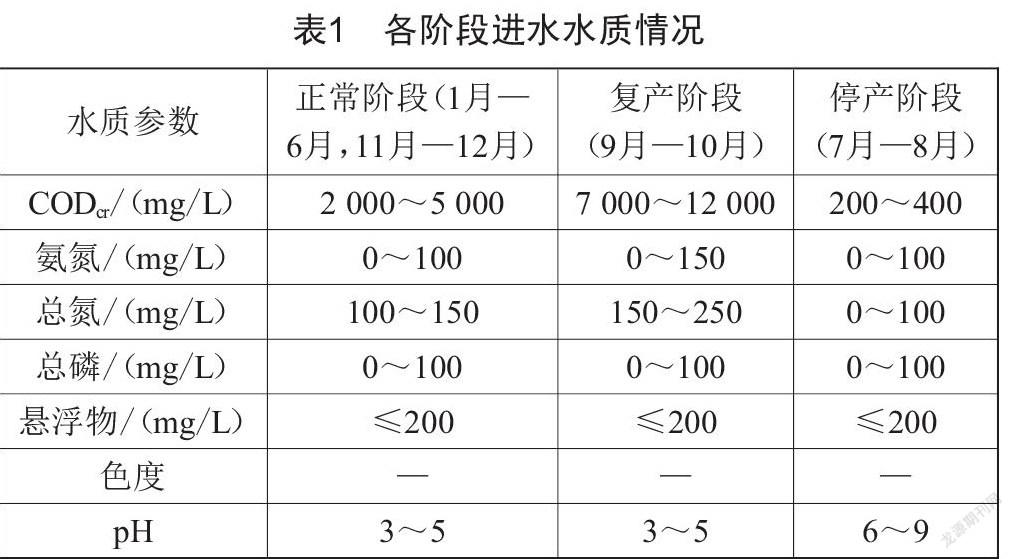
该白酒生产企业在每年1月—6月和9月—12月正常生产,而在7月—8月期间因酿酒车间气温过高停止生产。停产期间污水站进水以生活污水为主,污水站进入设备检修阶段,等到9月1日酿酒车间复产,污水处理站恢复正常进水。
根据污水处理站提供的2018-01-01至2019-10-23的运行数据,同时对主要构筑物的进出水数据进行分析,主要包括CODcr、氨氮、总氮、总磷、pH等,分别得出正常阶段、复产阶段、停产阶段污水处理站的进水水质参数,如表1所示。
本项目改建后排水按照《发酵酒精和白酒工业水污染物排放标准》(GB 27631—2011)中的“表3 水污染物特别排放限值”间接排放标准执行。
2 改扩建前存在问题和解决思路
依据现场踏勘情况,结合现场运维人员反馈和相关资料,梳理污水站各处理单元存在的问题,并提出如下解决方案。
2.1 格栅
存在问题:现有转鼓格栅年久失修,导致粮食麸壳去除效果不尽如人意,粮食麸壳漏料进入后续的处理构筑物,影响后续正常处理工作。另外,该格栅设置于地面以下,占地面积较大,检修和日常维护极不方便。
解决方案:考虑将原有转鼓格栅机拆除,更换为效率较高的内进水格栅机,通过修改管路和阀门,将格栅布置在地面上。
2.2 调节池
现有调节池尺寸为22 m×14 m×4.5 m,有效容积为1 232 m3,按照2 400 m3/d的设计进水规模,调节池的水力停留时间为12 h。依据《酿造工业废水治理工程技术规范》(HJ 575—2010)第7.1.2.2条“调节池的水力停留时间(HRT)宜为6~12 h”,现有调节池可以满足扩建后对水质水量调节的需求,本次改造可以利用原有调节池。
存在问题:
(1)现场管道阀门和管道锈蚀严重。
(2)水泵流量不满足扩容后处理量要求。
解决方案:考虑更换为大流量的潜污泵,同时更换锈蚀严重的管道和阀门。
2.3 水解酸化池
现有水解酸化池尺寸为10.45 m×8.4 m×4.5 m,有效容积为351 m3,按照2 400 m3/d处理量计算,上升流速和停留时间均满足设计要求。因此,对水解酸化池原处理单元进行再利用。
存在问题:
(1)微电解池不起作用,填料淤积严重。
(2)水解酸化池的进水泵和出水泵流量偏差较大,导致时常出现水池满水溢流的问题。
(3)管道和阀门锈蚀明显。
解决方案:
(1)清理微电解池的淤泥,将其改为pH预调节池。
(2)水解酸化池增加一根溢流管,当水位变大时,污水可溢流进入调节池。
(3)更换锈蚀严重的管道和阀门。
2.4 UASB池
现有UASB池单格尺寸为21.8 m×16.8 m×6.5 m,有效容积为1 779 m3,UASB池正常工况下运行效果较好,但当9月份复产后,进水的CODcr负荷突然增大,其数值可达到7 000~12 000 mg/L,容积负荷短时间内从0增加到4~5 kg CODcr/(m3·d),由此产生了很多问题。
存在问题:
(1)瞬时冲击负荷过大,出水无法达标。
(2)UASB反应池的出水产生浮泥现象。
(3)复产后UASB池运行维护难度大。
解决方案:考虑到复产初期的水质冲击负荷较大,UASB池的容积负荷需要一个缓慢提升的过程。
(1)在复产初期,从水解酸化池出水管处引一路污水超越至应急池进行缓存,利用曝气降解一部分CODcr,后续再用泵提返回到调节池中。
(2)在复产前一段时间,提前投加营养物质缓慢提升UASB池的容积负荷,提高污泥浓度及其活性。
(3)通过调节池平衡水量分布,复产初期缓慢提高进水水量,待系统逐步稳定后再提升水量。
2.5 CASS池
存在问题:
(1)现有CASS池中的滗水器和曝气设备年久失修,曝气效果差。
(2)正常运行时期CASS池的进水CODcr过低(200~300 mg/L),其进水BOD5/TN的数值小于4,脱氮所需碳源供给不足,导致出水总氮不达标。
(3)原来设计的缺氧区池容过小,经计算无法满足未来脱氮池容的要求。
解决方案:
(1)UASB池设计需充分考虑进水总氮出现峰值的情况,结合以往运行数据提供的废水总氮150 mg/L的浓度,确定总氮峰值为200 mg/L。为确保有效脱氮,使得BOD5/TN的比值尽量控制在4~7,需要控制UASB池的出水CODcr数值,通过计算将UASB池出水CODcr控制在1 000~1 500 mg/L比较适宜。
(2)为保证AAO池中进水CODcr数值不能过低,考虑增加一根超越管,当脱氮碳源不足时,超越部分水解酸化池出水至缺氧池。
(3)为满足总氮的去除要求,按2 400 m3/d的处理水量和150 mg/L的总氮设计,计算出脱氮池容积为1 600 m3,考虑到总氮指标要求严格,为使极端情况下总氮出现峰值时仍能满足排水总氮达标的要求,本方案按照10%的富余量考虑脱氮池,新建脱氮池按照1 800 m3设计,经计算,现有CASS缺氧池、好氧池及滗水区尺寸为21.8 m×18.0 m×5.5 m,有效容积为1 960 m3,满足缺氧区容积要求,将原有CASS池整个改造为缺氧池,同时考虑生物除磷的要求,在生化池前段设置厌氧区。
2.6 好氧池
存在问题:原CASS池全部改成缺氧池后,现有的好氧区已经取消,无法应对正常阶段和复产阶段的两种工况。按照《厌氧-缺氧-好氧活性污泥法污水处理工程技术规范》(HJ 576—2010),在正常工况时,为了满足硝化和CODcr降解的要求,好氧区容积需达1 800 m3;在复产初期,鉴于水质冲击负荷的影响(好氧池进水CODcr极端情况按6 000 mg/L考虑),得出峰值进水所需好氧池容积为9 000 m3。
解决方案:由于原CASS池中的好氧区已改为缺氧池,另外原事故池将作废,因此本次改造中将好氧池和事故池合建在一起。新建的好氧事故池分为5格,单格池容为1 900 m3,中间设置手动闸门,前面3格为好氧池区域,后面2格为事故池区域,5格池体内部均设有管式曝气装置,可灵活应对不同的处理工况。
2.7 沉淀池
存在问题:原设计CASS池滗水区,随着滗水时间的推移,污泥液位上升,时常发生出水跑泥现象。
解决方案:新建辐流式沉淀池,进出水设计成常见的中间进水周边出水方式,在自然沉降下通过中心传动刮泥机将沉淀污泥收集到中心泥斗,再通过回流泵将污泥回流到厌氧池,剩余污泥则通过剩余污泥泵接入污泥浓缩池,上清液进入后续处理单元。
2.8 除磷池
存在问题:
(1)现有除磷系统设计没有考虑二期扩建的要求,无法满足水量增加后除磷的需求。
(2)现有除磷设备老旧,需要更新换代。
(3)目前采用化学除磷法,药剂投加量较大,运营费较高。
解决方案:
(1)新建除磷系统,采用高密度沉淀池,通过沉淀污泥回流的方式,提高除磷效率,降低药耗。
(2)鉴于该项目总磷高、药剂消耗量大、药剂成本高的特点,本方案生化阶段考虑了生物除磷,将进入高效沉淀池的总磷控制在1 mg/L以下,实现出水总磷浓度的降低,达到减少药剂用量的目的。
2.9 污泥浓缩池
存在问题:现狀污泥浓缩池直径6 m,池深3 m,总容积约85 m3,根据《室外排水设计规范(2016年版)》(GB 50014—2006)第7.2.1条要求“浓缩时间不宜小于12 h,有效水深宜为4 m”,原有污泥浓缩池无法满足扩建后污泥浓缩的需求。
解决方案:根据建设单位运行要求,结合污泥产生条件,本方案新建2座直径6 m的污泥浓缩池,同时新建管道,原有污泥浓缩池作为污泥中转池,继续保留。
2.10 加药系统
存在问题:加药系统自动化程度低,人工投药工作繁重,目前主要投加的药剂有PAC、PAM、NaOH。
解决方案:重新定做PAC、PAM、NaOH加药系统,增加加药系统运行状态远程监控和自动制备程序,大大降低药剂制备的劳动强度。
2.11 风机房
存在问题:原系统曝气采用3台罗茨风机,噪声十分大,电能消耗较大。
解决方案:选用2台噪声小、节能高效的磁悬浮鼓风机(Q=120 m3/min,P=60 kPa,N=150 kW),按照一用一备考虑。
3 改造后的调试及运行情况
本次扩建及改造项目于2021年3月开始实施,并于9月底完成设备安装及工艺调试工作。
3.1 UASB反应池调试
本系统中的UASB池属于二次启动模式,因此系统启动难度小一些[1]。在8月初,每天向UASB池中投加一定量面粉,保持系统中污泥的生物活性。待8月底进水开始,通过调节池引少量的低浓度生产废水,逐步增加进水水量和浓度,以提高UASB反应池的容积负荷。进水水量从40 m3/h逐渐增至80 m3/h,进水CODcr从3 000 mg/L逐渐提高至8 000 mg/L,容积负荷从0.5 kg CODcr/(m3·d)开始启动,后面容积负荷提高幅度为0.5 kg CODcr/(m3·d),每次容积负荷提高后需稳定运行10 d,直至系统出水稳定。
3.2 AAO反应池调试
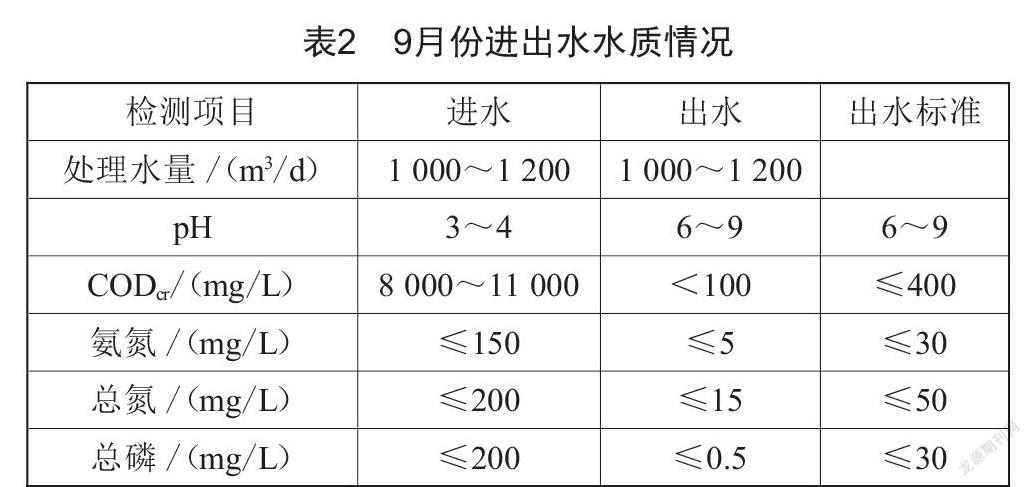
AAO池于7月份完成土建施工,之后利用新建事故池区域存储大量未处理的生产污水,以此作为好氧池污泥培养的碳源,从原CASS池中引入污泥作为接种源,采用间歇性进水和闷曝方式培养污泥。待8月份污泥浓度达到3 000 mg/L(此时SV30达到30%左右)时,开启内回流模式,逐渐提高厌氧区和缺氧区的污泥浓度。AAO池调试初期由于反硝化细菌生长缓慢,出水总氮经两周左右才逐渐达标,经过一个月的水质调试,最终实现达标稳定排放,进出水参数如表2所示。
4 改造中存在的问题反思
4.1 UASB反应池出水中带少许浮泥
UASB反应池设置了三相分离器,污泥结团之前仍会带有一定松散污泥,此部分会随水流跑出三相分离器,导致出水中带出少部分污泥[2]。通过化验UASB反应池内絮状污泥性状,结合UASB系统的去除率和运行参数进行分析,得出需要控制进水容积负荷,同时增加排泥量和排泥时间,将污泥浓度控制在40~60 mg/L。
4.2 控制UASB池的pH值
在UASB池正常运行时,最佳pH为6.8~7.2,由于白酒廢水中含有大量有机酸而使pH偏低,在调试过程中需要重点关注pH值,严格控制酸化调节池中污泥浓度及活性与pH值的相互关系,这是保证UASB池运行稳定的关键性因素。因此,需要及时向水解酸化池中投加NaOH,确保系统在稳定的工况下运行。
4.3 总氮控制
在运行过程中需要控制从水解酸化池至AAO池的超越水量,确保缺氧区脱氮有稳定的碳源供给,经过实践论证,当AAO池内CODcr≥600 mg/L时,其脱氮效果较为稳定,出水总氮可以稳定在15 mg/L以下。
5 结语
本项目的改扩建工程现已完成,投运后几个月的运行实践表明,其水质指标符合国家规定的排放标准,达到了工艺改扩建设计的目的,证明工艺路线稳定可靠,从而为该企业未来的扩大生产奠定了良好的基础,也为同类型白酒生产企业的污水改造提供了有益借鉴,因而有着良好的环境效益和社会效益。
[参考文献]
[1] 宋杰书,钱丽华,刘宏杰.白酒酿造废水的排放及防治对策[J].酿酒,2005,32(1):72-73.
[2] 连学林.常温UASB装置设计与运行控制[J].重庆环境科学,2001,23(4):42-43.
收稿日期:2021-11-28
作者简介:朱寅(1984—),男,江苏泰兴人,工程师,研究方向:废水处理设计及应用。
