金沙水电站大型座环现场加工方法分析
2022-03-21沙列尔雷战王学林
沙列尔 雷战 王学林
摘要:为了控制金沙水电站座环在制造、运输、安装、混凝土浇筑过程中的变形、位移,保证其安装精度,采取现场整体加工座环方式后,导水机构的各项技术参数、顶盖、底环中心、高程均满足设计图纸要求,为后续机组安装质量和机组安全稳定运行奠定了坚实基础。同时,从金沙水电站座环结构、技术特点、加工设备安装调试、加工工艺、设计分析、技术经验总结等方面进行了全面论述。研究成果可为大型水电站类似设备现场整体加工提供借鉴。
关键词:大型座环; 现场加工; 粗加工; 精加工; 金沙水电站
中图法分类号:TV547.3 文献标志码:A DOI:10.15974/j.cnki.slsdkb.2022.03.012
文章编号:1006 - 0081(2022)03 - 0056 - 04
0 引 言
金沙水电站水轮发电机机组为轴流转桨式,转轮直径10 650 mm,重量408 t,是全球在建最大的转轮,其座环由上环、固定导叶、下环、座环基础埋件及附件组成。目前,水轮发电机组装机容量和座环尺寸均越来越大,安装精度要求也越来越高,为控制座环在制造、运输、安装、混凝土浇筑过程中的变形,保證机组安装精度,普遍采用了现场加工技术[1-3]。
金沙水电站4台14万kW机组座环均采用现场加工,加工后座环的各项技术指标满足要求。主要从座环加工设备安装调试、加工工艺、数据测量和分析等方面进行了研究总结。该加工技术在金沙水电站的成功应用,为大型水轮机组座环现场加工积累了宝贵的施工技术管理经验,同时提高了大型水轮机组座环现场加工的安装效率和质量,可为其他水电站座环现场加工提供借鉴。
1 现场加工主要要点及技术参数
座环上环与外顶盖接触工作面需现场加工,设计加工余量为12 mm,加工数据φ允许在14 730~15 130 mm范围内,且需现场配钻螺栓孔及锥销孔;下环与底环接触工作面及侧水封位置需要现场加工,其中侧水封位置设计加工余量为15 mm,加工数据φ为14 670 mm(+15 mm),与底环接触工作面加工余量为13 mm,加工数据φ允许在12 833~13 153 mm。
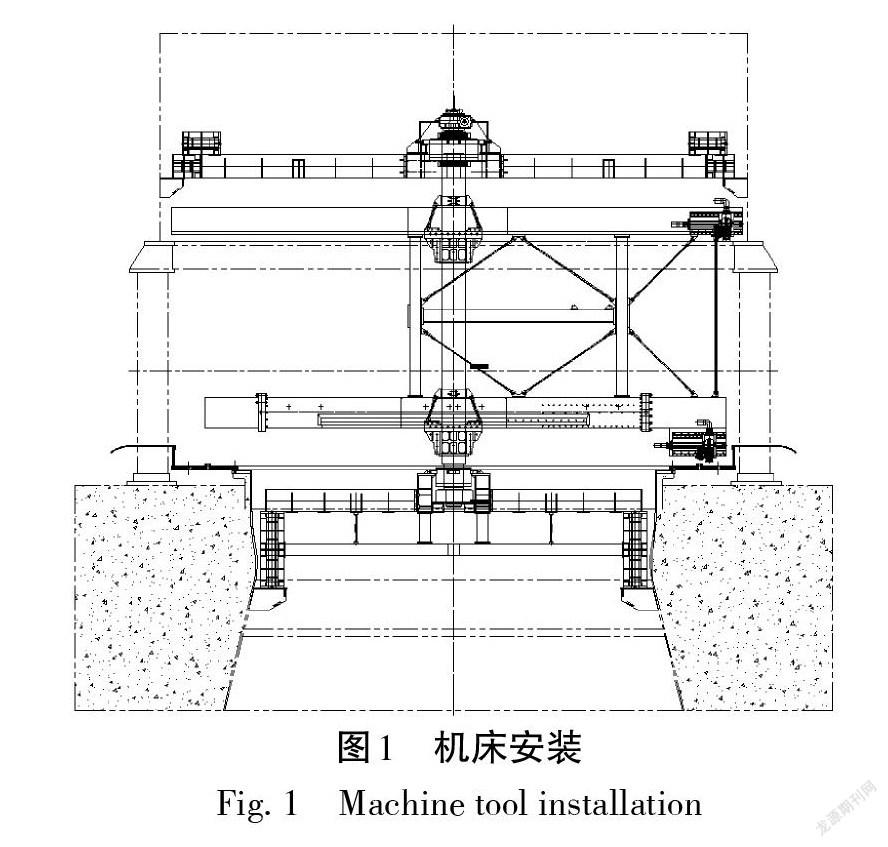
2 机床安装及调试
机床安装调试步骤: ① 安装下支撑工位;② 安装平面托和下轴承支撑;③ 吊刀臂装夹紧座;④ 安装上支撑工装;⑤ 安装主轴;⑥ 安装上轴承支撑;⑦ 安装刀臂夹紧座和拉杆;⑧ 安装刀臂;⑨ 安装配重臂;⑩ 安装辅助支撑;11 将辅助支撑固定在刀臂上;12 刀臂安装2级配重臂;13 安装上支撑工装另两个支撑腿;14 安装主轴箱:15 精确调整机床;16 安装刀架;17 安装电机和减速机;18 接线和空转试机。所有安装步骤完成后,检查所有连接螺栓是否紧固好。检查无异常后接通线路,启动机床空转30 min,检查机床空转情况是否正常。检查正常后方可切削加工。机床安装示意见图1。
3 座环加工
3.1 加工前准备
(1) 开始加工前,熟悉图纸,详细了解加工要求。
(2) 设备在试运行后,需检查螺栓,确保各螺栓处于紧固状态,避免加工时松动而影响加工质量[4]。
(3) 设备试运行后需复验,即在机床空转检测完毕后重新找正加工工件,检测机床空转过程中是否移位。
(4) 以已划好的加工线位为基准,在刀架上安装划针,旋转主轴4个点各90°,观察划针所指位置是否与划线位置重合;或以转轮室内孔为基准,在刀架上安装百分表,旋转主轴4个点各90°,测出主轴在这4个点上的跳动数值并做记录。如果跳动数值超差未能满足加工要求,则需根据测量数据重新微调设备至与加工孔同心。在刀臂上放置框式水平仪,旋转主轴4个点各90°,根据框式水平仪4点的读数测出设备的水平度,如果数据不在合格范围内,即未能满足加工要求,则需根据测量数据重新微调设备的水平度。
(5) 设备安装调试复验完成后需要报验,检测合格后方可进行下一步工作。
(6) 测量座环各加工位置的余量是否满足加工要求[5]。
(7) 在刀架上安装百分表,旋转主轴一周,测量加工平面的最高、最低点,确定两者的数值差是否在所留加工余量的范围内,或依据测量的最低点,测量两个最低点的轴向距离是否满足图纸要求。
3.2 加工座环下环平面
机床安装调试好后,装上刀具先进行粗加工。粗加工第一刀时,最大吃刀量为2.0 mm,粗加工完成后留2.0~3.0 mm的余量进行半精加工和精加工[6]。用2.0 m平尺放置在加工平面上,用塞尺测量加工面的平面度,需要进行多段测量。用框式水平仪测量加工面的水平度。根据测量数据确定加工是否能够满足要求,否则则需重新微调设备。粗加工报验合格后进行半精加工,半精加工留余量0.8~1.0 mm进行精加工。用同样的方法测量加工面的平面度和水平度。如果加工超量,则此检测值为半精加工的数控补偿依据。半精加工完成后进行精加工,方法同上,或利用平面度测量仪测量加工表面的平面度。利用粗糙度测量仪测量加工表面的粗糙度,检验合格后出具检验报告。
3.3 加工座环侧水封面
在座环下环加工完成后,无需重新安装调试设备,直接将车刀架安装在滑板上,再安装辅助刀杆后即可对座环侧水封面进行加工。第一刀时最大吃刀量为2.0 mm,粗加工完成后留2.0~3.0 mm的余量进行半精加工和精加工。在刀架上安装百分表旋转主轴一周,检测内孔的圆度以及内孔与主轴的通轴度,根据测量数据确定加工是否能够满足要求,如不能则需重新微调设备。粗加工报验合格后进行半精加工,半精加工留余量0.8~1.0 mm进行精加工。半精加工后的检测方法同上,同时须测量并标记跳动值最大的点,再标记位置测量出圆环的厚度尺寸,并计算实际的加工余量。半精加工完成后进行精加工,方法与半精加工相同,并计算其实际尺寸,或用内径千分尺以主轴为基准测量其半径尺寸,直径尺寸则为主轴直径加2倍内径千分尺数值。利用粗糙度测量仪测量加工表面的粗糙度,检验合格后出具检验报告。
3.4 加工座环上环平面
座环上环平面加工工艺与3.2座环下环平面加工工艺相同。
4 座环加工后数据测量方法分析
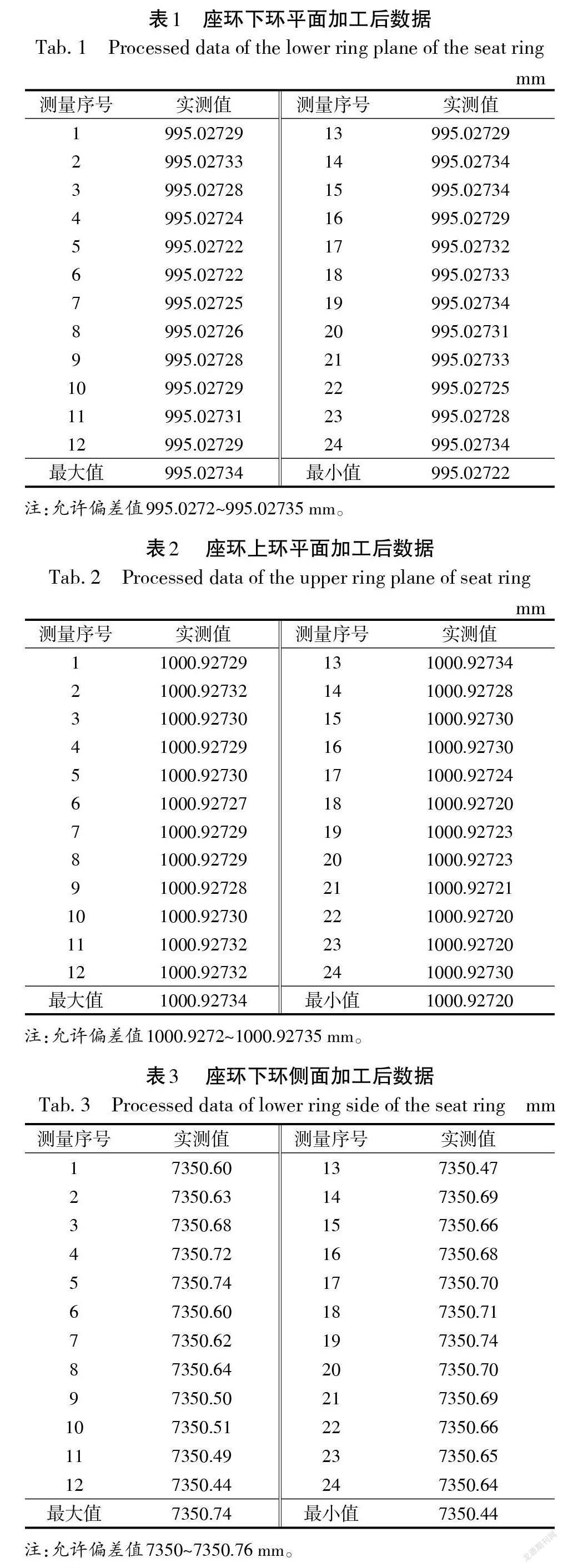
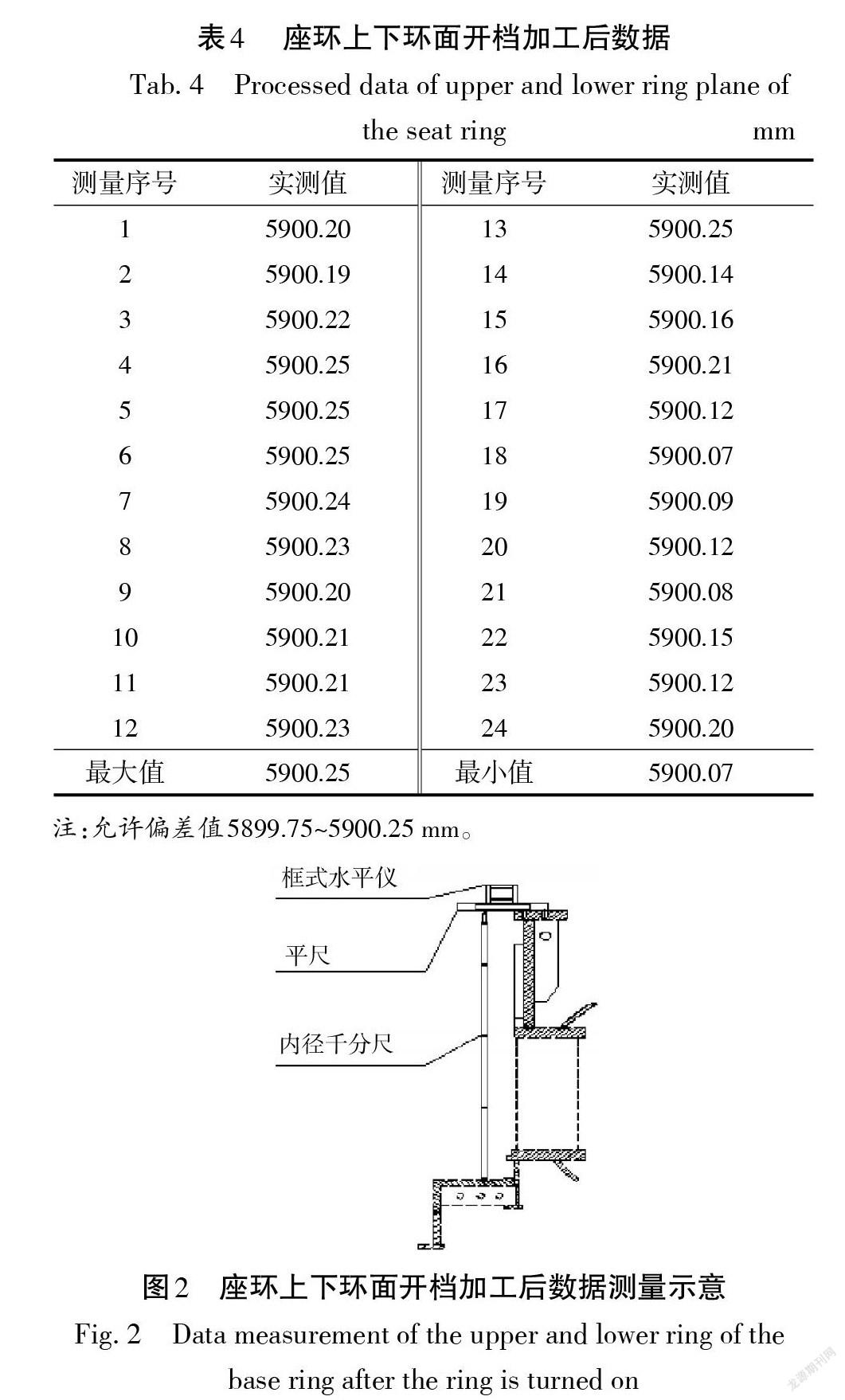
对于金沙水电站1号机组座环加工,平面加工后的测量方式:将水平尺放置在加工平面上,用塞尺测量加工面的平面度,需要进行多段测量,检查平面度合格后,在加工平面分布24个测点,通过高精度水准仪测量数值[7-8]。上下环面开档测量方式:上下环加工完成后,将2 m平尺放置在上环加工平面并固定牢靠,再用框式水平仪测量;水平尺安装水平控制在0.02 mm/m后,再用内径千分尺测量分布在上下环开档尺寸24个点的测值,各部位数据均满足设计图纸技术要求[9]。详细数据见表1~4。座环上下环面开档加工后数据测量示意见图2。
5 经验小结
(1) 座环下环与底环密封面的加工采取铣削动力头水平布置、回转走刀完成加工,实际完成面是球面不是圆柱面 ,但能满足密封要求。建议该面采用车削加工,完全达到设计图纸要求。
(2) 座环下环与底环安装基准面、座环上环与外顶盖安装基准面时,因回转机架存在轻微扰度,铣削动力头的安装考虑增加消除扰度影响的措施,效果更好。
(3) 外顶盖在机组回转部件(水轮机转轮、主轴,发电机转子)装配完成后会产生下沉,在1号机组回转部件安装完成后,需准确测量座环下环与底环密封面及座环上环与外顶盖安装基准面间的距离值变化,用以指导2,3,4号机座环下环与底环密封面及座环上环与外顶盖安装基准面的加工,保证座环下环与底环密封面及座环上环与外顶盖安装基准面的最优距离。
(4) 环境温度变化大时,要掌握加工面的热胀冷缩变化量,每天相对固定时间段测量数据,便于减小因环境引起的加工误差。
(5) 为消除人为原因造成的加工误差,每次需2人进行数据测量,确保数据准确。
6 结 语
金沙水电站轴流转桨式1号机组均采用座环现场整体加工技术,通过合理、紧凑安排工序,缩短直线工期21 d,座环加工后各项技术指标均满足技术要求。同时,1號机组顺利投产运行,各项运行参数优良、无渗漏现象,达到了预期设定目标;创造了良好的经济效益;培养了一批大型水轮机组座环现场加工施工管理、技术人员,进一步提升了水电站管理水平,可为今后大型水电站类似设备现场整体加工提供经验参考。
参考文献:
[1] 朱洪滨. 大型水轮机座环现场加工工艺[J]. 科技创新与应用,2016(31):163.
[2] 赵通,冷瑞. 苗尾电站水轮机座环工地加工工艺探析[J]. 东方电气评论,2019,33(3):66-70.
[3] 葛军. 向家坝水轮机座环现场加工[J]. 机械工程师,2014(11):275-276.
[4] 何昊. 大型水轮机座环现场车削加工工艺[J]. 中国高新科技,2021(13):94,98.
[5] 任聪. 锦屏二级电站水轮机座环工地加工及加工尺寸控制[J]. 四川水力发电,2012,31(5):66-68.
[6] 贾羽,肖俊,王长营,等. 浅谈丰满水电站座环打磨加工[J]. 水利水电技术(中英文),2021,52(增1):47-51.
[7] 赵七美. 环境温差对明厂房大型座环加工精度的影响分析[J]. 水电站机电技术,2017,40(10):48-50.
[8] 周娅,苗亚旭. 大型水电站座环机加工测量及误差分析[J]. 科技风,2014(13):100-101.
[9] GB/T8564-2003 水轮发电机组安装技术规范[S].
(编辑:唐湘茜)
3681501908235
