电磁超声作用下 Sn-9Zn 钎料在 SiC 表面铺展分析
2022-03-17张茗瑄马志鹏陈桂娟夏法锋于心泷
张茗瑄,马志鹏,陈桂娟,夏法锋,于心泷
(东北石油大学,大庆,163318)
0 序言
在超声波辅助钎焊过程中,超声波在钎料内传播时会产生空化作用,在空化泡破裂的瞬间产生局部高温高压,并产生冲击波,破坏母材表面的氧化膜,从而提高母材与钎料间的结合性能.该技术无需使用钎剂即可获得良好的焊接接头,因而在工业领域得到广泛地应用[1-2].许志武等人[3]以Zn-Al 为钎料,成功对SiCp/Al 复合材料进行超声波辅助钎焊,发现超声波可搅拌母材中的SiC 复合增强相,细化了焊缝的基体组织.Nagaoka 等人[4]以Sn-Zn为钎料,对于超细晶强化1 070 铝合金进行钎焊连接,所得到的焊接接头抗拉强度达150 MPa.但是该方法易对脆性母材造成破坏,过程难以控制,从而影响试验结果.而磁场作为一种无接触的控制手段,具有非接触、污染小、操作简单等优点,因而得到了研究者的关注[5].王强等人[6]发现在静磁场与交变磁场共同作用下,液态金属内产生洛伦兹力,从而形成与超声振动等效的机械力.李阳等人[7]设计了两种非接触电磁超声场的模型,研究不同线圈结构和电参数对洛伦兹力的影响,发现优化线圈结构可以得到理想的磁场和洛伦兹力分布,电流强度对洛伦兹力影响较大.邓安元等人[8-9]研究了交变磁场和复合磁场作用下液态金属表面的形变过程.结果表明,液态金属表面在交变磁场作用下出现波动现象,而静磁场的存在可抑制该现象的发生.
目前的研究多以电磁场在冶金铸造领域的应用为主,对应用于钎焊方面的研究尚在探索阶段,因此提出了电磁超声辅助钎焊方法.与超声波辅助钎焊相比,二者都是通过向母材或钎料提供振幅与超声波频率等效的机械力,实现钎料的铺展,但是后者可以不与母材或钎料直接接触进行钎焊,防止因超声波振动可能对母材造成开裂等影响,且具有参数和过程易控制、对试验材料起到保护作用的优点.因此通过Comsol Multiphysics 软件,对洛伦兹力作用下钎料的动态铺展过程进行数值模拟,分析钎料内部的压力变化情况及铺展机理,为电磁场在钎焊领域的应用提供理论指导.
1 基本原理与数学模型的建立
1.1 基本原理
图1 所示为洛伦兹力的产生机理.当线圈通入交变电流时,会在周围空气中产生交变磁场,并且在钎料内感生出与交变电流方向相反、频率相同的涡流,该涡流可与交变磁场以及外加静磁场Z共同作用,在钎料内部产生洛伦兹力F1和F2,在洛伦兹力的作用下,钎料发生铺展,同时钎料内部的液体分子也发生运动进而互相碰撞,从而钎料表面出现振动.
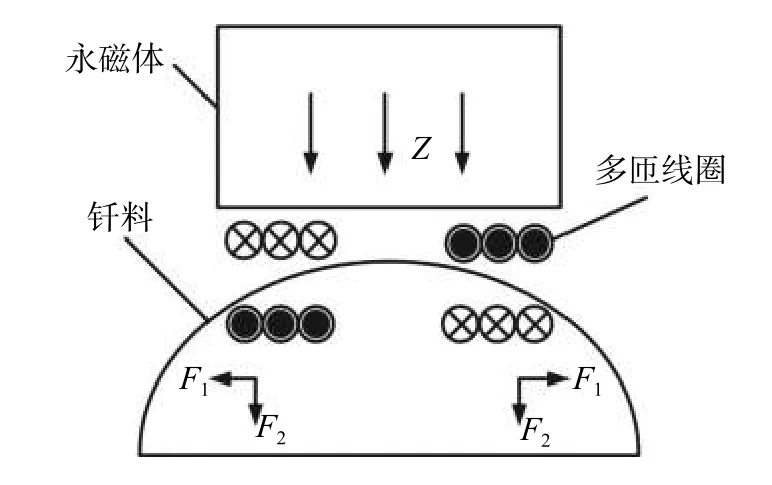
图1 洛伦兹力产生机理示意图Fig.1 Schematic diagram of Lorentz force generation mechanism
1.2 物理模型
采用Comsol Multiphysics 软件对电磁超声作用下钎料的铺展情况进行多物理场建模分析,图2所示为建立的二维轴对称几何模型.整个模型包含在长方形的空气域中,母材为SiC 陶瓷,钎料为Sn-9Zn,多匝线圈材料为Cu,永磁体为NdFeB.
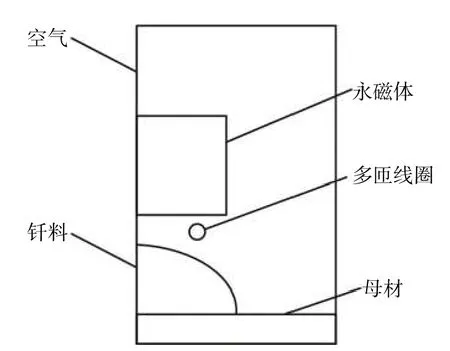
图2 二维轴对称几何模型示意图Fig.2 Schematic diagram of two-dimensional axisymmetric geometric model
1.3 控制方程
由于涉及到电磁场和流体力学场的多场耦合,在Comsol Multiphysics 软件中,选用“磁场”、“磁场,无电流”、“湍流”、“水平集”4 个物理场进行建模分析,其中模拟电磁超声的基本控制方程为[10-11]
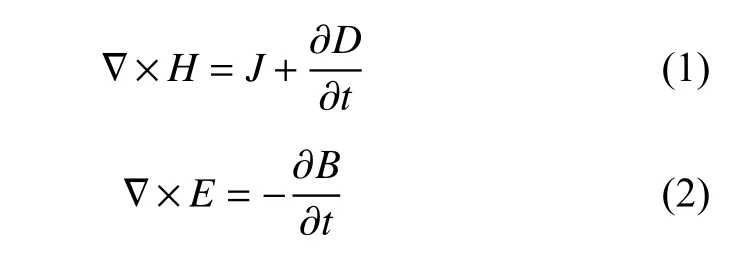

式中:∇×为 旋度算子;∇·为散度算子;D为电通量密度;H,J,E和B分别为磁场强度、交变电流密度、电场强度和磁通量密度(或磁感应强度);ρ0为自由电荷密度.钎料内部的涡流密度为

式中:σ为电导率.
永磁体控制方程表示为

式中:μ0为真空磁导率:μr为相对磁导率;M0为剩余磁化强度;Br为剩余磁场强度.感应电流和外加静磁场共同作用产生的洛伦兹力为

在对钎料进行流体计算时,涉及的流场求解的基本控制方程如下[12-14].
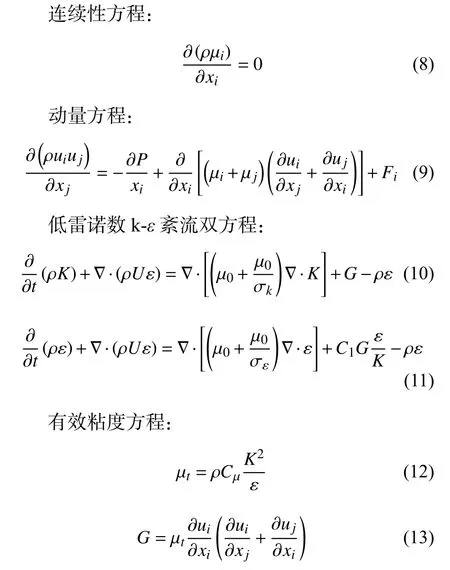
式中:ρ为钎料密度;ui(j)为不同坐标方向的速度分量;xi(j)为不同坐标方向的坐标值;P为压强;μi为分子黏度系数;μj为湍流黏度系数;Fi为xi方向上的电磁力密度;K为湍流动能;U为速度场;G为有效粘度;ε为湍动能耗散率;C1和Cμ为常数.模拟过程中各物质的物理参数如表1 和表2 所示[15-17].

表1 SiC 陶瓷的物理性能Table 1 Physical properties of SiC

表2 金属Sn-9Zn 的物理性能Table 2 The physical properties of Sn-9Zn
基于上述方程组,将模拟分为三部分:第一部分为求解稳态电磁场,此时受控材料为永磁体与钎料;第二部分为求解瞬态电磁场,此时受控材料为线圈与钎料.在该模型中,由于永磁体提供的静态磁场始终存在,因此可当作背景场进行加载;第三部分为求解流场,此时受控材料为钎料.
模拟的初始条件为通入线圈的交变电流峰值30 A,频率20 kHz,线圈匝数30 匝,永磁体产生的静磁场强度1 T,此时线圈通入的交变电流为

2 结果与讨论
2.1 交变磁场分布情况
图3 所示为一个周期内交变磁场的磁感应分布情况.可以看出,当超声波周期为T/6 时线圈周围感生出沿顺时针方向旋转的交变磁场(图3a).2T/6 时磁感应强度增大,并且线圈周围磁感应强度最高,为0.322 T(图3b).3T/6 时磁感应强度降低,此时磁感应强度为0.192 T(图3c).4T/6 时磁场方向由顺时针转换为逆时针旋转(图3d).5T/6 时磁感应强度再次增大,线圈周围磁感应强度最高值为0.317 T(图3e).6T/6 时磁感应强度降低,为0.187 T(图3f).由此可以看出,在电磁超声作用下,交变磁场方向以线圈为中心,在一个周期内发生顺时针和逆时针的转换,与线圈越接近,磁感应强度越大.
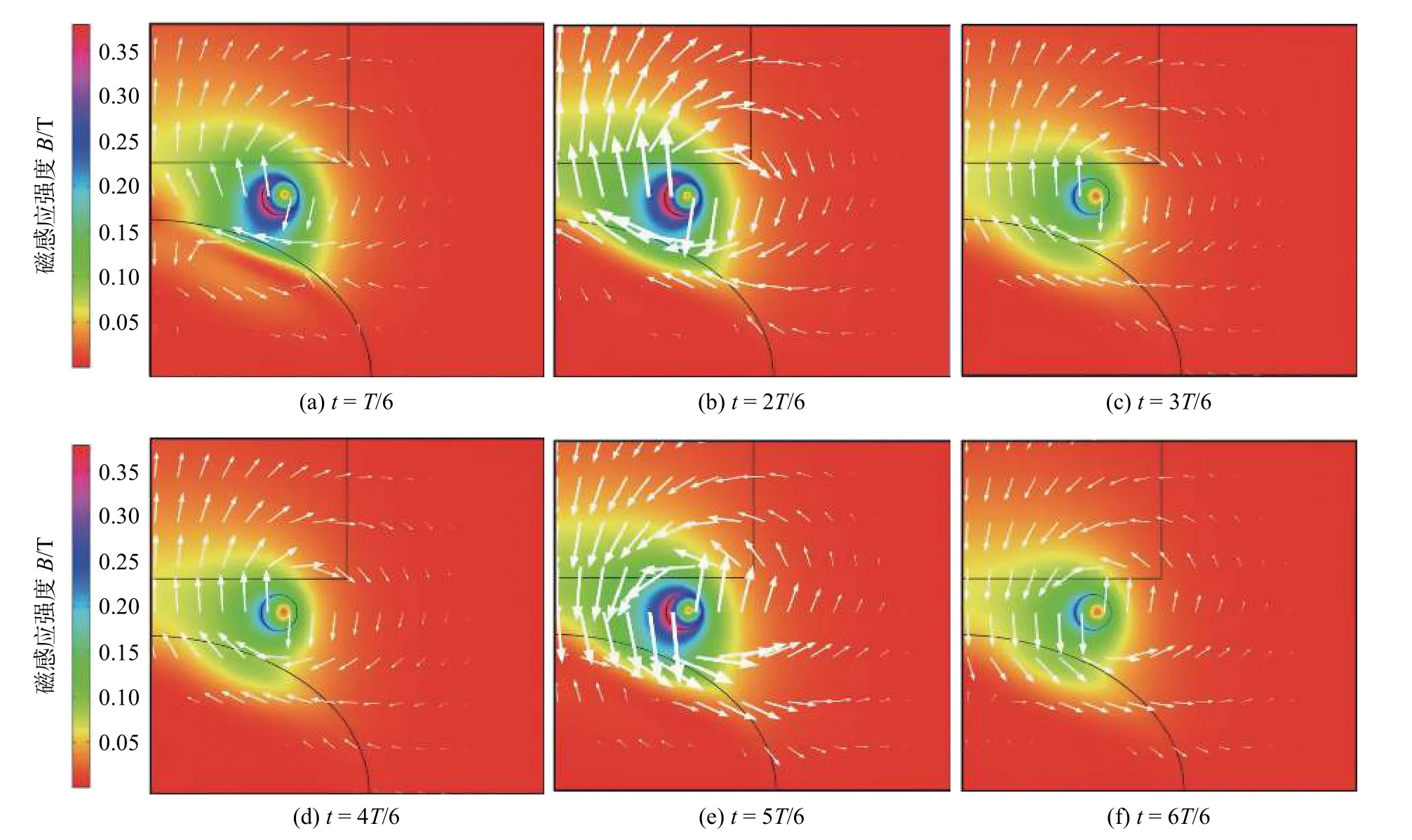
图3 交变磁场的磁感应分布情况Fig.3 Distribution of magnetic induction of alternating magnetic field.(a) t=T/6;(b) t=2T/6;(c) t=3T/6;(d) t=4T/6;(e)t=5T/6;(f) t=6T/6
2.2 静磁场分布情况
图4 所示为电磁超声环境下静磁场的磁感应分布情况.可以看出,磁场方向呈向外侧扩散趋势,与永磁体接近的钎料顶部所受磁感应强度最大,为0.354 T.由于永磁体产生的静磁场恒定,因此磁感应强度和方向不随时间变化.
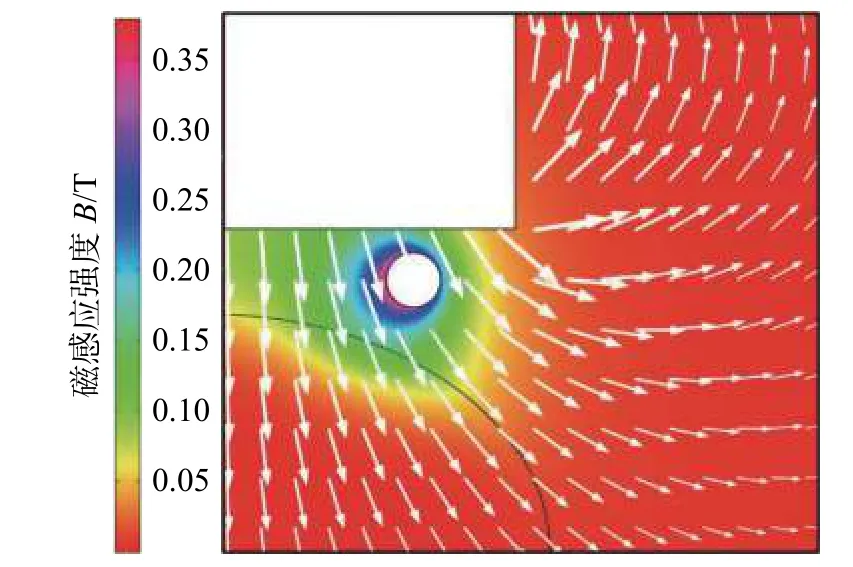
图4 静磁场的磁感应分布情况Fig.4 Magnetic induction distribution of static magnetic
2.3 电磁超声作用下钎料的铺展行为
在钎料内感生出的涡流、静磁场和交变磁场的共同作用下,钎料的铺展过程如图5 所示.可以看出,没有电磁超声作用时,钎料保持液滴状态.随后在电磁超声作用下,钎料表面向下塌陷,钎料顶部呈凸起状,并继续铺展.当电磁超声作用时间为38 ms 时钎料铺展面积达到最大值,此时底部半径约为14.8 mm,同时钎料表面出现轻微振动.最后位于线圈下方的部分钎料出现断裂,并出现飞溅现象,线圈下方部分钎料随时间增加而基本消失,钎料发生收缩现象.由此可以得出,钎料内部在洛伦兹力的作用下发生铺展.

图5 电磁超声作用下钎料的铺展过程Fig.5 Spreading process of the solder under the action of electromagnetic ultrasound.(a) 0 ms;(b) 11 ms;(c) 25 ms;(d) 38 ms;(e) 42 ms;(f) 44 ms
2.4 钎料铺展的驱动力分析
图6 所示为钎料内部洛伦兹力的分布情况.可以看出,洛伦兹力方向整体指向钎料外部,由于交变磁场与涡流共同作用产生的洛伦兹力在宏观上表现为垂直向下的斥力,因此在钎料边缘处箭头逐渐指向母材表面.提取钎料顶部的点(A 点)和底部边缘的一点(B 点),沿钎料表面对两点进行连线,并对连线处的钎料所受洛伦兹力情况进行分析.

图6 钎料内部洛伦兹力的分布Fig.6 Distribution of Lorentz force inside the solder
由图6 可知,钎料内的洛伦兹力存在水平向右(x方向)和垂直向下方向(y方向)的分量.钎料表面沿x方向的洛伦兹力分布情况如图7 所示.可以看出,沿x方向洛伦兹力呈先增大后减小的趋势,线圈下方的部分钎料受到该方向的洛伦兹力较大,最高时达63.96 kN/m3,由此可知,图5 中钎料铺展时所需的液体分子主要来自线圈下方的部分钎料.
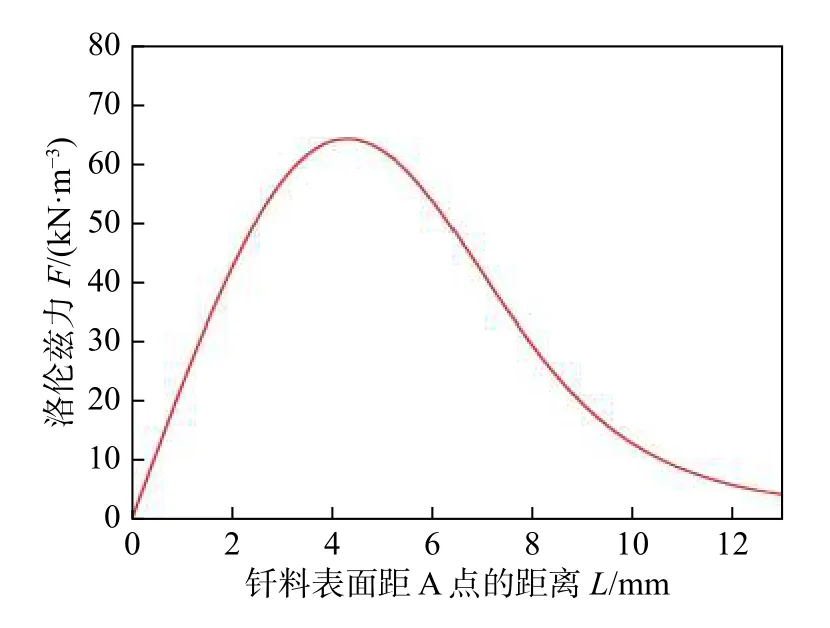
图7 钎料表面沿x 方向的洛伦兹力分布Fig.7 Lorentz force distribution along the x direction on the surface of the solder
钎料表面沿y方向的洛伦兹力分布情况如图8 所示.可以看出,线圈下方的部分钎料受到该方向的洛伦兹力较大,最高时达31.2 kN/m3,因此在图5 中,该位置的钎料在铺展过程中向下塌陷,随后出现断裂现象.由于钎料顶部所受洛伦兹力较小,且液体内部存在表面张力,因此该部分钎料在11~ 25 ms 内呈凸起状,因为弯曲液面存在Laplace压强差[18],当压力差达到一定程度时,钎料顶部出现塌陷,钎料边缘的液体分子会在“坍塌效应”[19]的作用下继续铺展.
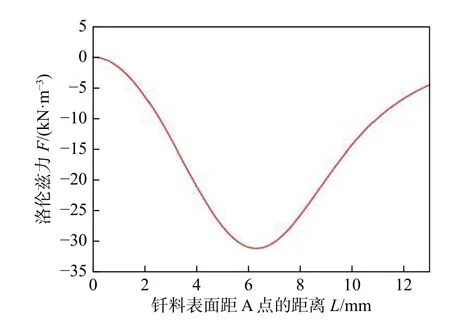
图8 钎料表面沿y 方向的洛伦兹力分布Fig.8 Lorentz force distribution along the y direction on the surface of the solder
3 结论
(1) 当电磁超声作用于钎料Sn-9Zn 时,钎料出现塌陷并向四周铺展,表面出现振动现象,随后线圈下方的部分钎料出现断裂并伴有飞溅现象,中心处钎料收缩.
(2) 当线圈通入交变电流时,线圈周边感生出的交变磁场在一个周期内发生顺时针和逆时针的转换,与线圈接近的空气和钎料所受磁感应强度较大.永磁体产生的静磁场呈整体向外侧扩散趋势.
(3)在电磁超声作用下,钎料内部的洛伦兹力方向整体指向钎料外部,由于交变磁场与涡流共同作用产生的洛伦兹力在宏观上表现为垂直向下的斥力,钎料边缘处的洛伦兹力逐渐指向母材SiC 陶瓷表面,线圈下方的部分钎料所受水平方向和垂直方向的洛伦兹力均高于其它部分,最高时分别为63.96 和31.2 kN/m3,说明铺展时所需的液体分子主要来自于该部分钎料,顶部钎料由于所受洛伦兹力较小,塌陷速度低,随后在压力差和“坍塌效应”共同作用下,促进了钎料继续铺展.
