横机纬平针锯齿与波浪边的编织
2009-12-15李华张伍连
李 华 张伍连
Knitting Technology of Weft Plain Indent and Corrugated Edges on Flat Machine
文章在定义锯齿边与波浪边概念的基础上,给出了其形成的基本原理,探讨了影响锯齿边与波浪边几何形态的工艺因素,主要包括同一横列上线圈转移的针数、次数,同一横列线圈转移的左右配置,不同横列线圈转移的配置与边口的实际变形等。
Based on defining the indent edge and corrugated edge, this paper stated the forming principle of the two, discussed the elements influencing the geometric shape of the two edges, which mainly included the number of needle, times and right-left configuration of transferring stitches on the same course, configuration of transferring stitches on different courses, real deformation of the edges, and so on.
为丰富与拓展羊毛衫的下摆、袖口与领贴等边口的款式造型,在纬平针组织顺着编织方向防脱散的编织基础上,进行锯齿或波浪边的设计是一个可行的选择。本文主要探讨锯齿与波浪边的形态如何形成,其与具体编织工艺的关系。
1锯齿边与波浪边的概念
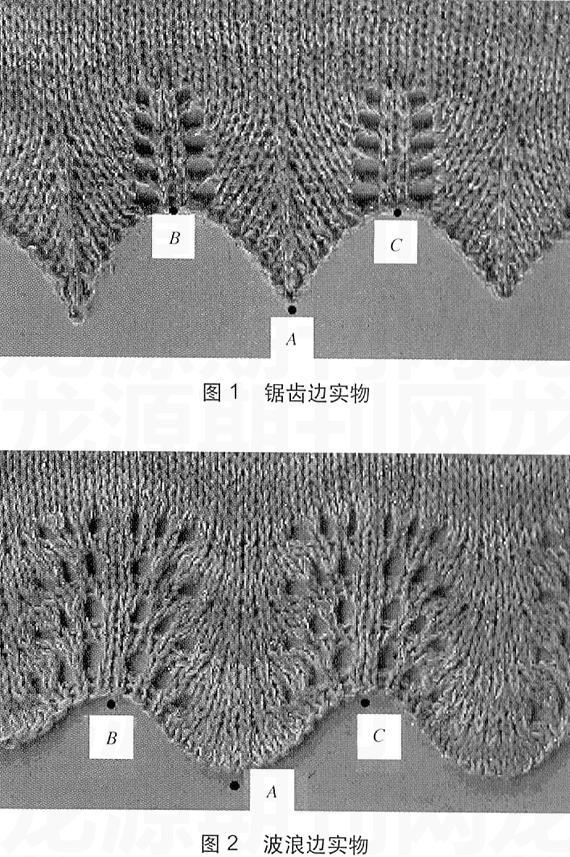
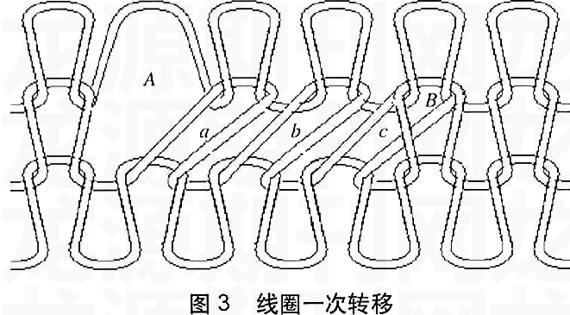
锯齿边与波浪边概念源于织物的几何形态,对于锯齿边口而言,外形如同锯齿(图 1),几何特征包括:边缘线AB与AC平直或凹向织物一侧,在A处形成锐角或直角;而波浪边指的是:外形如同波浪(图 2),几何特征包括:边缘线AB与AC凸向织物外侧,在A处形成圆弧状态。
2锯齿边的形成原理
为便于表达,现以一个较为典型的例子来说明锯齿边的形成原理,主要内容如下。
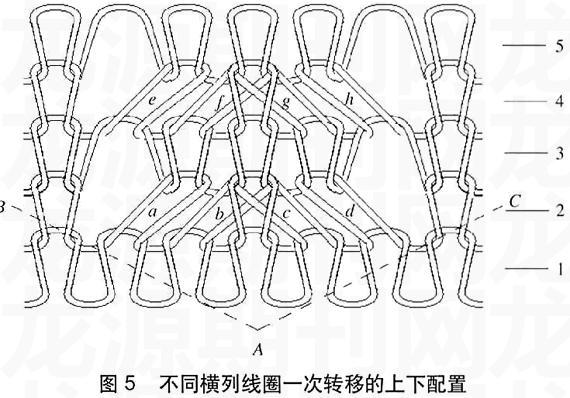
(1)同一横列线圈的一次性单向转移。当线圈转移时,在织物的外观上不仅形成孔眼与线圈的重叠,而且也会使转移后线圈发生倾斜,如图 3 所示。其中,孔眼位置在A处,重叠线圈位置在B处,倾斜线圈分别为a、b与c。
(2)同一横列线圈一次转移的左右配置。为形成锯齿边的左右两条边,需要将重叠线圈安排在织物的中间位置,即以重叠线圈为中心,左边的线圈向右转移,右边的线圈向左转移(图 4),其中,重叠线圈在A处,a、b线圈向右倾斜,c、d线圈向左倾斜。

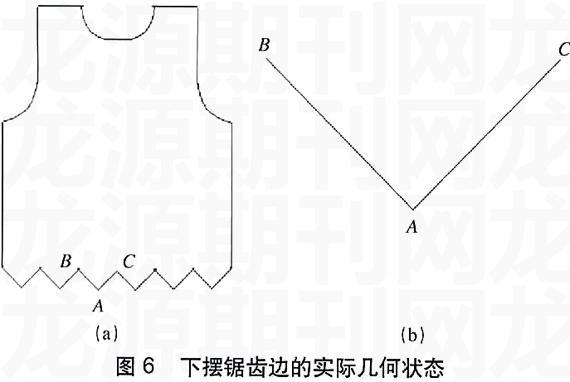
(3)不同横列线圈转移的上下配置。为增加锯齿边锯齿高度,需要在(2)的基础上,进行不同编织横列上组合配置(图 5)。其中,在第二编织横列进行了 1 次转移线圈的左右配置,重叠线圈在中间,a、b线圈向右倾斜,c、d线圈向左倾斜,在四横列进行了另外一次左右线圈转移的配置,重叠线圈在中间,e、f线圈向右倾斜,g、h线圈向左倾斜,
(4)边口的实际变形。图 3 — 图 5 均为线圈结构示意图,这是一种理想的几何形态。实际上,由于纬平针织物通常是圈高尺寸小于圈距,当线圈转移后,重叠部分的线圈位置较低,如图 5 中的位置A,而两侧的线圈将向上提升,形成锯齿边AB与AC。为便于理解整个锯齿边形成实际状态,可对应地参见图 6,其中,图 6(a)是下摆为锯齿边的整体几何状态,图 6(b)为局部锯齿放大的几何形态。
3波浪边的形成原理
同样,以一个较为典型的例子来说明波浪边形成的原理,主要内容如下。
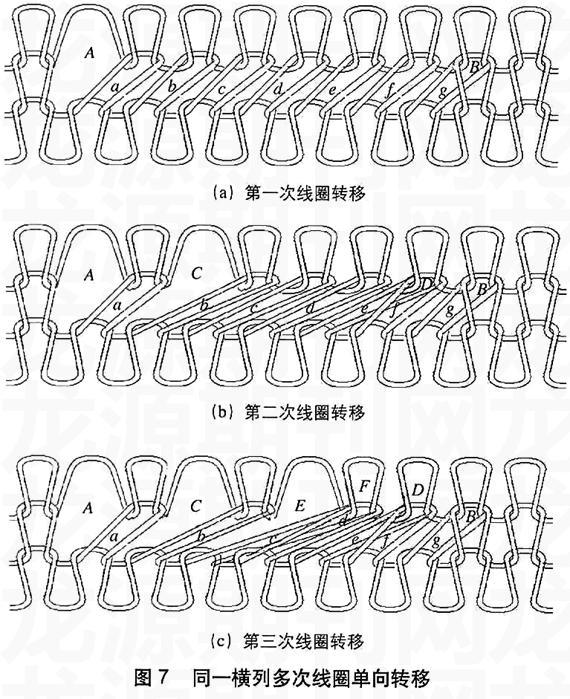
(1)同一横列线圈的多次单向转移(图 7)。其中,在第1 次线圈转移中,重叠线圈在B处,留下的孔眼在A处,倾斜的线圈分别为a、b、c、d、e、f、g等;第 2 次线圈的转移是在第 1 次线圈转移的基础上,对线圈b、c、d、e等线圈再次进行转移,重叠的线圈在D处,留下的孔眼在C处;第 3 次线圈的转移是在第 2 次线圈转移的基础上,对线圈e进行第 3 次转移,重叠的线圈在F处,留下的孔眼在E处。
(2)同一横列线圈多次转移的左右配置,其具体情况类似与锯齿边中第(2)点。
(3)不同横列线圈转移的上下配置,其具体情况类似与锯齿边中第(3)点。
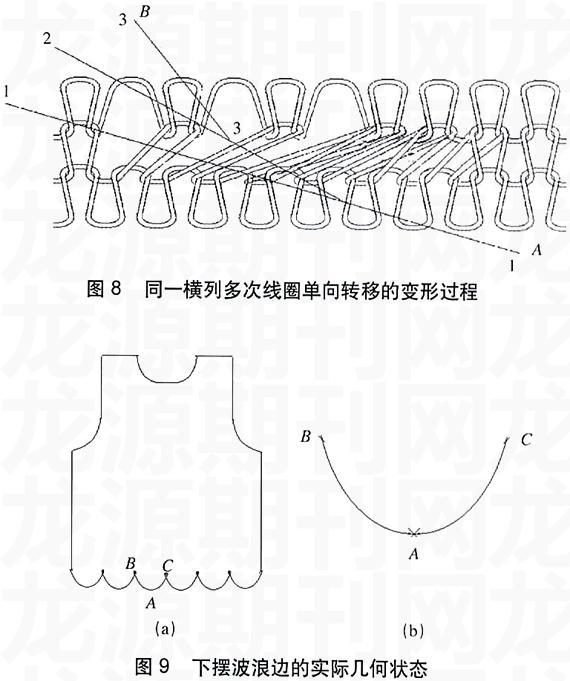
(4)边口的实际变形。由于不同横列线圈多次转移的上下配置线圈结构图较为复杂,这里仅给出同一横列多次线圈单向转移的变形过程示意图(图 8)。1 – 1线为第 1 次线圈转移的边口理想变形状态,2 – 2线为第 2 次线圈转移的边口理想变形状态,3 – 3线为第 3 次线圈转移的边口理想变形状态。3 次线圈转移的整体边口理想变形将是折线AB,但织物线圈中内因力的综合作用,使得AB折线在实际的织物中将表现为光滑的曲线状态。为便于理解整个波浪边形成实际状态,可对应地参见图 9 所示,其中,图 9(a)是下摆为波浪边的整体几何状态,图 9(b)为局部波浪放大的几何形态。
4锯齿或波浪边形态与工艺因素的关系
(1)A位置的形态。A位置是线圈重叠位置,如图 6 或9 所示,其形态取决于线圈重叠的方式。其中,锯齿边采用的是左右线圈重叠在中间的少数或 1 枚织针上,结果在A处将形成一个锐角或直角;而波浪边的左右线圈一般重叠到较为分散的不同织针上,在A处将呈现圆弧状态。因此,左右重叠线圈越集中,锐角越小;左右重叠线圈越分散,圆弧的曲率越小。如图 10 所示,上方为含有不同重叠方式的线圈结构图,下方为A处的几何形态。

(2)B或C位置的形态。B或C位置是线圈转移后的孔眼或最为外侧(相对线圈重叠部分)的孔眼位置,如图 6 或9 所示,其具体的形态与孔眼中间留有的线圈纵行数相关,纵行数越多,形成角度的曲率越小。如图 11 所示,上方为线圈结构图,由左向右孔眼中间留有的线圈纵行数分别为 1、2与 3 个,下方对应于B或C处的几何形态。

(3)AB线的形态。它与同一横列左侧的线圈转移次数有关,若仅进行 1 次线圈转移,则AB线将平直或凹向织物一侧,即锯齿边要求的形态;若进行 2 次或以上次线圈转移,则AB线将凸向织物的外侧,即波浪边要求的形态,且随着同一横列线圈转移次数的增加,凸向越明显。
(4)AC线的形态,其类似上述第(3)点。
(5)BC的宽度,即锯齿或波浪边的横线尺寸。它主要与同一横列线圈左右转移的最大针数有关,同时受到A、B与C处的形态影响,若后者确定后,则转移针数越多,BC的宽度越大。
(6)AB或AC的垂直高度,即锯齿或波浪边的纵向尺寸。它与不同横列线圈转移上下配置的个数有关,数量越多幅度越大。
(7)重叠线圈的外观。它与线圈转移时的重叠方式有关,当左右转移线圈始终重叠在 1 枚或 2 枚织针上时,它将会以 1 个或 2 个线圈纵行凸出在织物表面上,否则,重叠线圈的外观不明显。
(8)孔眼的状态。对于锯齿边而言,若在不同横列上的向左(或右)转移线圈的个数相等,则孔眼位置将纵向直线排列,若随编织转数的增加,转移线圈的个数有规律地逐渐减少,则孔眼位置将以倾斜的方式排列(图 12)。对于波浪边而言,若在不同横列上的向左(或右)转移线圈的个数与次数相等,则纵向孔眼位置将直线排列,横向孔眼将接近平行边口,若转移线圈的个数与次数不相等,通常会破坏边口的形状,纵横向的孔眼也没有规律。

5锯齿与波浪边的工艺控制要点
5.1锯齿边工艺控制要点
(1)在A位置左右线圈重叠要集中;
(2)不同横列上向左(或向右)线圈转移次数为 1 次;
(3)不同横列上向左(或向右)线圈转移个数可相等,也可有规律地递减。
5.2波浪边工艺控制要点
(1)在A位置左右线圈重叠要分散;
(2)不同横列上向左(或向右)线圈转移次数为多次;
(3)不同横列上向左(或向右)线圈转移个数一般 相等。
6结语
锯齿与波浪边控制的关键在于所采用的编织工艺,即可利于线圈重叠方式与同一横列线圈转移次数的不同,把锯齿与波浪边区分开来,又可利于编织工艺来改变一些其它的外观形态,如锯齿或波浪边的宽度与高度、孔眼的排列方式等。
参考文献
[1] 张伍连. 羊毛衫纬平针边口防脱散的编织方法[J]. 针织工业,2008(3):23 – 25.
[2] 许吕崧. 针织工艺与设备[M]. 北京:中国纺织出版社,1999.
