高碳马氏体不锈钢M390 与奥氏体不锈钢304 闪光对焊的微观组织及力学性能
2022-03-17曹睿乔丽学车洪艳李晌王铁军董浩
曹睿,乔丽学,车洪艳,李晌,王铁军,董浩
(1.兰州理工大学,有色金属先进加工与再利用省部共建国家重点实验室,兰州,7 300501;2.中国钢研科技集团有限公司,安泰科技股份有限公司,北京,100081;3.河北省热等静压工程技术研究中心,涿州,072750;4.八环科技集团股份有限公司,台州,318054)
0 序言
刀具在日常生活中被广泛使用,随着对刀具需求的提升,刀具材料也面临着新的发展.高端刀具行业的发展相比于国外有一定的滞后,主要在于刀具材料的研发及应用方面.因此在推进刀具产业发展改进的同时,刀具新材料的工艺技术和高端产品的开发也是必不可少[1-3].
高碳马氏体不锈钢具有高硬度、高强度、耐磨性及耐腐蚀性好等优点,常常被用来生产制造刀剪产品[4-6].M390 是一种利用粉末冶金制备的新型高碳高铬马氏体不锈钢,它由于具有良好的耐蚀性、耐磨性、高硬度而被广泛用作高端刀具材料.而考虑到节约资源,控制成本,M390 仅被使用在刀身的关键部位,其它部分均由304 奥氏体不锈钢代替.因此研究M390 高碳马氏体不锈钢与304 奥氏体不锈钢焊接具有重大的意义.但由于马氏体不锈钢一侧热影响区和焊缝容易形成粗大的未回火马氏体组织,焊缝和热影响区可能产生氢致开裂[7],故其具有较低的焊接性.
众多学者通过尝试各种焊接方法,如TIG 焊接、激光焊接以及电弧焊接等方法实现马氏体不锈钢与奥氏体不锈钢焊接[8-12],研究结果表明,采用传统的熔化焊焊接时,马氏体不锈钢一侧热影响区出现晶粒粗大的未回火马氏体,且焊缝由大量的马氏体和少量的铁素体组成,焊缝脆性很大,容易在焊后冷却过程中开裂.而固相焊接方法因具有热输入低,热影响区范围小且焊接接头力学性能优异等[7]特点备受关注,由于受到M390 硬度高及焊接设备方面的限制,未能使用搅拌摩擦焊,而选择闪光对焊探究M390 与304 焊接.
闪光对焊属于电阻焊范畴,是一种电加热的塑性焊接,其热效率高、焊接质量好、可焊金属和合金的范围广[6,13].闪光对焊时,在两个对接试件的接触端面,存在细小的接触点,焊接时大电流通过这些接触点,使该处温度以极快的速度升高,金属熔化,形成液态“过梁”;液态“过梁”在高温金属蒸气的作用下发生爆破,形成闪光[14].闪光过程可以提供一部分热输入,并将焊接界面处的杂质和氧化物以飞溅的形式带离对焊界面,并且在接头处产生CO,CO2及金属蒸气作为保护气体,形成焊接接头的自保护.文中在合适的闪光对焊焊接工艺参数下实现了M390 与304 的焊接,并探究了M390 与304 焊接接头的微观组织及力学性能.
1 试验方法
采用M390 高碳马氏体不锈钢和304 奥氏体不锈钢.其中M390 是退火状态.表1 是两种材料的化学成分表.

表1 M390 与304 的化学成分(质量分数,%)Table 1 Chemical compositions of M390 and 304
M390 与304 采用尺寸均为60 mm × 60 mm ×4 mm 的板材,试样的对焊界面尺寸是60 mm ×4 mm.闪光对焊M390 与304 奥氏体不锈钢示意图如图1 所示,对M390 与304 两侧施加确定的压力,并通过一定的电流,让两者缓慢靠近,产生火花,最终实现连接.通过多次工艺参数的尝试,确定最佳焊接工艺参数如表2 所示.利用闪光对焊最佳工艺参数下的焊接件,根据板材焊接后的实际尺寸,参照国家标准GB/T228—2002 《金属材料室温拉伸实验方法》设计制备出室温板材拉伸试样尺寸示意图,如图2 所示.在焊接件上制备出焊接接头试样,经过打磨和抛光后,利用Wilson VH1102显微维氏硬度机测量焊接接头硬度,使用稀释王水将焊接接头腐蚀,在SEM 观察焊接接头不同区域的微观组织,EDS 测量焊接接头Ni,Cr 和C 等元素扩散,采用型号为SHIMADZU 万能试验机进行拉伸测试,通过SEM 进行断口分析.

图1 M390 与304 闪光对焊示意图(mm)Fig.1 Schematic diagram of M390 and 304 flash butt welding

表2 M390 与304 闪光对焊的工艺参数Table 2 Welding parameters of M390 and 304 flash butt welding

图2 焊接接头拉伸试样的尺寸(mm)Fig.2 Dimensions of the tensile specimens for the welded joints
2 试验结果与分析
2.1 M390 与304 闪光对焊焊接接头的连接机理
表2 焊接工艺参数下所得焊接接头的宏观形貌如图3 所示.焊接接头宏观形貌美观,表面未观察到缺陷存在.

图3 焊接接头的宏观形貌Fig.3 Macro-morphology of the welded joints
图4 是M390 高碳马氏体不锈钢与304 奥氏体不锈钢焊接接头的微观形貌,M390 与304 焊接接头连接良好.但由于热输入从焊缝向两侧母材逐渐减少,产生梯度变化,导致焊接接头的微观组织产生梯度的变化,焊接接头的力学性能也发生梯度的变化.根据热输入对焊接接头微观组织影响,焊接接头分为M390 母材、M390 细晶区、M390 粗晶区、焊缝、304 热影响区和304 母材等6 个区域.每个区域对应的微观组织如图5 所示.

图4 M390 与304 焊接接头的微观组织Fig.4 Microstructure of M390 and 304 welded joints

图5 M390 与304 焊接接头各区域微观组织Fig.5 Microstructure of M390 and 304 welded joints of different zones.(a) M390 base material;(b) M390 fine-grain heat-affected zone (FGHAZ);(c) the interface between M390 FGHAZ and coarse-grain heat-affected zone(CGHAZ);(d) M390 CGHAZ;(e) weld metal;(f) 304 HAZ;(g) 304 base metal
图5a 是M390 母材,图5b 是M390 细晶区,两个区域碳化物尺寸和形貌基本保持一致,都是以颗粒状存在.表3 中EDS 分析表明,M390 侧及焊缝碳化物为(Cr,V)碳化物.结合图6 中XRD 分析,M390 母材组织由马氏体、残余奥氏体、M23C6和M7C3组成,M390 细晶区组织由马氏体、M23C6和M7C3组成.图5c 为M390 粗晶区和细晶区的分界处,组织由马氏体、M23C6和M7C3组成,M390 细晶区和M390 粗晶区碳化物尺寸和形貌存在明显的差异.图5d 是M390 粗晶区,组织由马氏体、M23C6和M7C3组成.在这个区域内,受到热输入的影响较大,碳化物聚集长大,且有新的碳化物不断析出,碳化物形貌存在颗粒状和长条状两种形态.图5e 是焊缝,组织由马氏体、奥氏体和M23C6和M7C3组成.焊缝中碳化物数量较M390 热影响区减少,大部分规则地沿晶界分布.图5f 是304 热影响区,组织由奥氏体、马氏体、M23C6和M7C3组成.图5g 是304 母材,组织由奥氏体和M23C6组成.304 热影响区中有马氏体组织形成,马氏体相较于奥氏体的溶碳能力差,导致基体中过饱和的C 和Cr 元素结合,而C 元素含量对M23C6向M7C3转变具有关键性作用,因此基体中过饱和的C 元素不仅促使碳化物数量增加,也导致碳化物类型发生由M23C6向M7C3转变.M390 热影响区相较于M390 母材,残余奥实体向马氏体转变,促进碳化物发生相同的变化.

图6 焊接接头不同区域的XRD 分析Fig.6 XRD analysis of different welded joints zones.(a)M390 heat-affected zone;(b) 304 heat-affected zone;(c) weld metal

表3 图5中不同相区的EDS 点成分分析 (原子分数,%)Table 3 EDS results of zones 1-2 in Fig.5
图7 为M390 与304 闪光对焊焊接接头线扫描分析,通过表1 中M390 与304 化学成分对比,可以看出M390 与304 之间C,Ni 和Cr 等元素存在着较大的差异.图7a 为焊接接头处C 和Ni 元素扩散.C 元素从M390 侧向304 侧扩散,而Ni 元素从304 侧向M390 侧扩散.Ni 元素是促进奥氏体形成元素,Ni 元素在焊缝中扩散有助于提高焊缝的韧性,在焊后冷却过程中焊缝不会因为脆性太大而产生裂纹.C 元素在焊缝中扩散,使得C 元素含量在焊缝中由M390 侧向304 侧逐渐降低,呈现出梯度变化,这也是焊缝硬度呈梯度变化的原因之一.已有文献[15-17]表明异种钢焊接接头存在增碳层和脱碳层,Cr 元素可以促进碳化物的形成,降低碳的活度系数.一方面,M390 侧含有较高的碳化物促进元素,而C 元素又具有很强的扩散能力,焊缝中C 元素向304 侧扩散形成增碳层,如图7a 中Ⅱ区域所示,而在M390 侧形成脱碳层,如图7a 中Ⅰ区域所示.另一方面,M390 侧热影响区有大量马氏体组织形成,降低了基体溶碳的能力,促使C 元素发生扩散.图7b 中Cr 元素在Ⅲ区域有明显下降,主要是由于扩散的C 元素很少溶解到基体中,大部分是与Cr 元素结合形成碳化物.脱碳层的强度及韧性较低,降低焊接接头的力学性能.所以C 元素的扩散对焊接接头的强度和韧性有很大的影响.
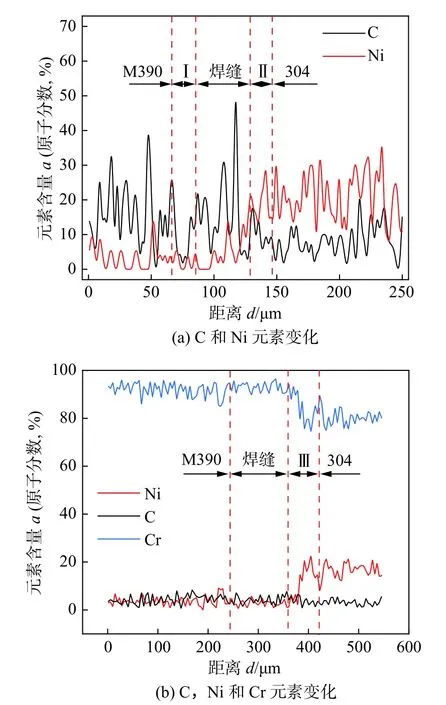
图7 M390 与304 焊接接头线扫描分析Fig.7 Line scan analysis of M390 and 304 welded joints.(a) C,Ni change;(b) C,Ni,Cr change
2.2 M390 与304 闪光对焊焊接接头的硬度分析
图8 为焊接接头的硬度变化趋势,M390 热影响区由粗大的未回火马氏体和碳化物组成,因此在M390 粗晶区硬度达到最高值为658.6 HV.而焊缝位置处由于C,Cr 和Ni 等元素扩散,硬度呈现出从M390 侧向304 侧逐渐降低的趋势.结合图7 中结果,硬度在焊缝中变化趋势与C,Cr 和Ni 等元素扩散相关,这也表明焊缝中存在成分不均现象.

图8 M390 与304 焊接接头的硬度Fig.8 Hardness of M390 and 304 welded joints
2.3 M390 与304 闪光对焊焊接接头的拉伸强度及断裂位置分析
焊接接头抗拉强度为480.62 MPa,断后伸长率为6.2%,其室温拉伸应力-应变如图9a 所示.焊接接头与M390 和304 母材拉伸结果相比,焊接接头抗拉强度较低.但焊接接头断后伸长率与M390 母材相同.M390 母材表面存在大量的碳化物,固溶强化作用明显,而焊缝中碳化物数量较少,强化作用明显弱于M390 母材.图9b 中可以看出,焊接接头抗拉强度分别为M390 和304 母材的52%和61%,焊接接头断后伸长率分别为M390 和304 母材的115%和9%.焊接接头强度较高,塑性较低.若要进一步提高焊接接头的塑性,一方面是通过热处理改善焊缝中元素扩散不均的现象;另一方面是增加焊缝中Ni 元素含量.
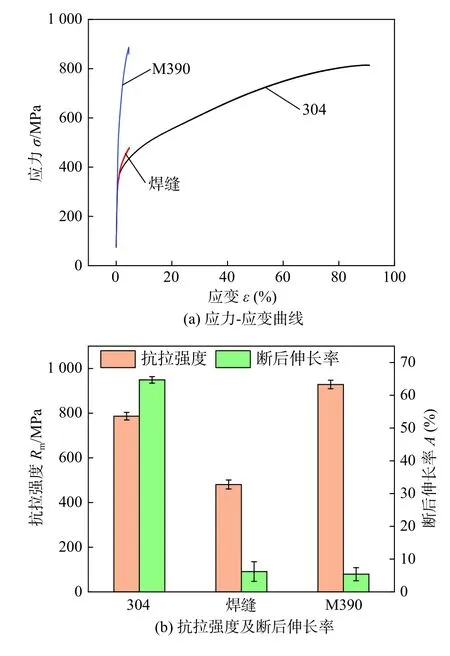
图9 M390 及304 母材及其焊接接头的拉伸结果Fig.9 Tensile results of M390 and 304 base metal and welded joints.(a) stress-strain curves;(b) tensile strength and elongation
图10 是M390 与304 焊接接头断裂位置分析.焊接接头断裂位置在焊缝区域.图10b 中在M390粗晶区和焊缝之间出现了明显的脱碳层区域,在该区域内碳化物数量和尺寸相比于M390 粗晶区明显下降,碳化物全部以颗粒状形貌存在,这和图7的结果相符,原因是脱碳层中元素向焊缝中扩散,导致在该区域内与Cr 和V 元素结合形成碳化物的C 元素含量下降,而碳化物尺寸和数量的变化,使得该区域强化作用下降,影响焊接接头的力学性能.但根据图11 焊接接头断裂位置的面扫描结果,可以进一步断定断裂位置在焊缝.在焊缝和M390粗晶区之间Fe,Cr,V 和C 等元素存在明显的界线,而Ni 元素并未出现分界线,原因是M390 侧Ni 元素含量很低,如表1,焊缝中Ni 元素主要来自于304 侧扩散,所以Ni 元素含量也较低.若断裂位置中包含304 热影响区,Ni 元素必定会产生明显的分界线,而图11 扫描结果中Ni 元素没有界线,表明断裂位置是在焊缝.焊接接头之所以断裂在焊缝,是因为焊缝中存在大量马氏体组织以及沿着晶粒边界分布的碳化物,焊缝脆性较高.
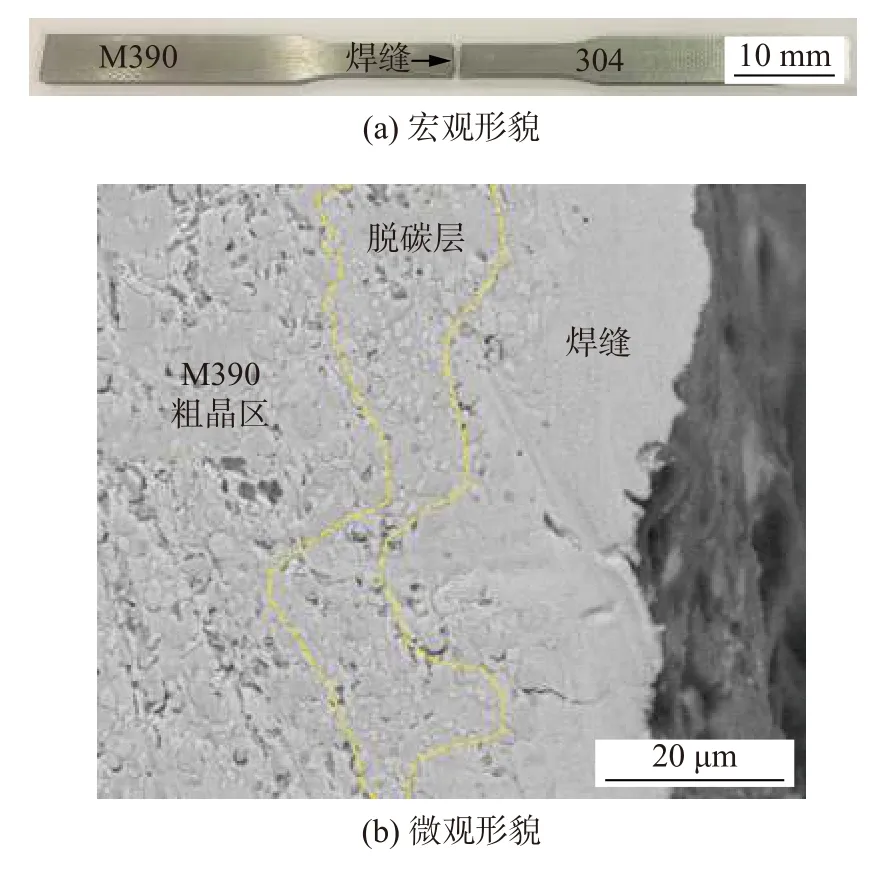
图10 M390 与304 焊接接头的断裂位置Fig.10 Fracture location of M390 and 304 welded joints.(a) macromorphology;(b) micromorphology
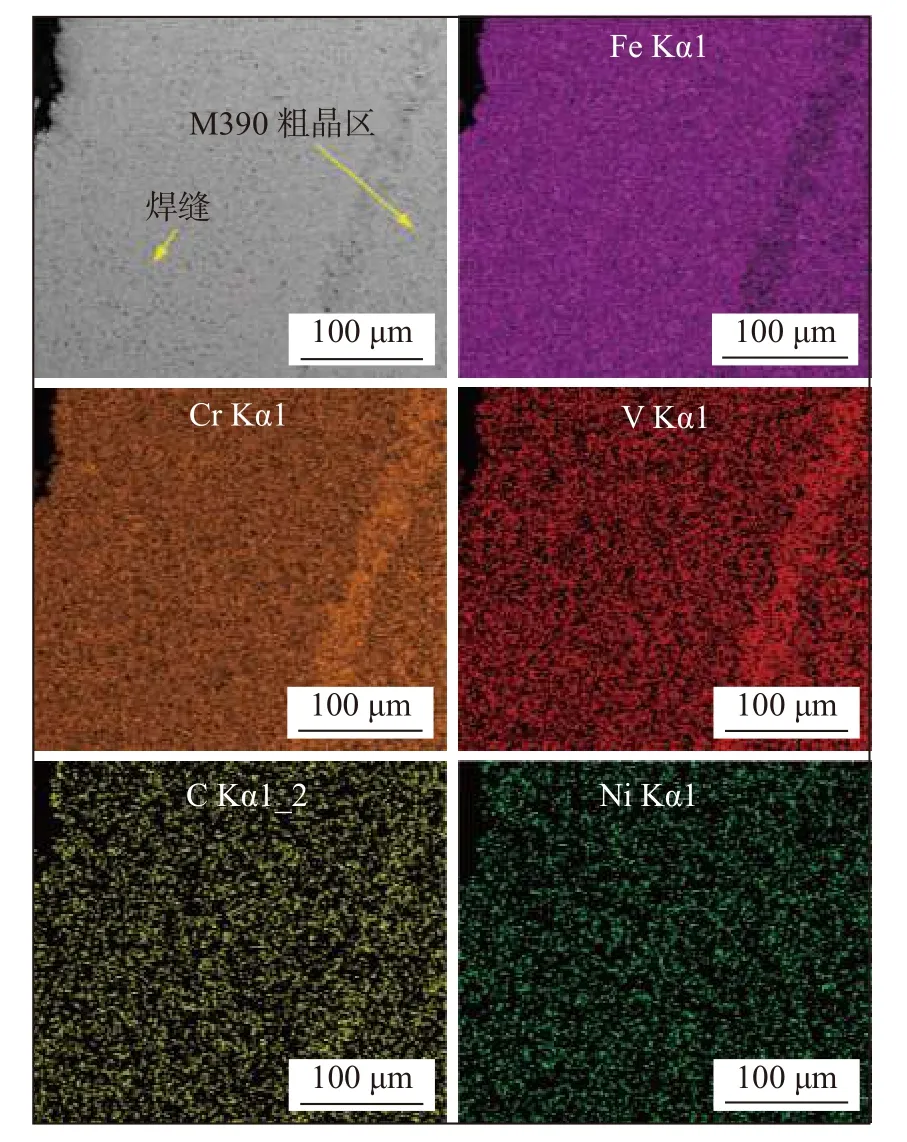
图11 M390 与304 焊接接头断裂位置处面扫描Fig.11 Surface scanning results of the fracture location of M390 and 304 welded joints
图12 为M390 与304 母材及焊接接头拉伸试样断口分析.图12a 是M390 与304 焊接接头断口,断裂类型是脆性断裂.图12b 是304 母材断口,断裂类型是韧性断裂.图12c 是M390 母材断口,断裂类型是脆性断裂.焊缝中存在奥氏体组织,使得其具有一定的塑性,但焊缝中大部分组织均为马氏体,故以脆性方式断裂.M390 母材基体组织为马氏体,且大量碳化物的存在对它有明显的强化作用,304 的基体组织为奥氏体,塑性很高.

图12 拉伸试样断口分析Fig.12 Fracture analysis of tensile specimen.(a) weld metal;(b) 304;(c) M390
3 结论
(1) 通过闪光对焊方法、优化焊接工艺参数可获得成形好、无缺陷和宏观形貌美观,且抗拉强度达到480.62 MPa 的M390 高碳马氏体不锈钢与304 奥氏体不锈钢焊接接头.
(2) 焊接接头由M390 母材、M390 细晶区、M390 粗晶区、焊缝、304 热影响区和304 母材等6 个区域组成.焊缝及M390 侧碳化物类型为(Cr,V)碳化物.焊缝组织由马氏体、奥氏体、M23C6和M7C3组成,C,Ni 和Cr 元素在焊接接头发生明显扩散.
(3) 焊接接头的抗拉强度分别为M390 和304母材的52%和61%.焊接接头发生脆性断裂,断裂位置在焊缝.主要原因是焊缝基体组织大部分为马氏体,焊缝中碳化物数量较少,固溶强化作用弱.
