航空发动机引气管卡箍断裂失效分析
2022-03-11刘博志赵世炜佟文伟
邱 丰,刘博志,赵世炜,佟文伟,谭 莉
(中国航发沈阳发动机研究所,沈阳 110015)
0 引言
管路系统是航空发动机中介质和能量传输的重要通道,而卡箍是固定、支撑和安装该系统的重要零部件,合理地设计卡箍结构和布置卡箍在发动机上的位置不仅可以提高卡箍自身的结构强度,还可以有效控制和改善发动机管路的动态特性。因此,确保卡箍在发动机工作中的可靠性对保障管路系统的正常工作有重要作用,直接影响发动机的安全性能。
卡箍断裂故障在航空发动机外部管路故障中占比较高,国内外科研人员对此进行过很多研究。刘中华等研究了某连通管卡箍的断裂故障,由于该卡箍结构设计不能适应振动环境,并且卡箍上、下半部之间装配夹角大,在螺栓拧紧过程中产生较大的初始局部应力,进而产生疲劳断裂;王琦等对某发动机滑油弯管处卡箍衬垫撕裂故障进行了研究,由于卡箍衬垫选材不当,在高温过载状态下引发了撕裂;李洋等针对某发动机引气管卡箍断裂故障展开研究,由于卡箍安装端折弯处内弧转角较小,在内弧表面的划痕处产生了局部应力集中,从而诱发疲劳裂纹萌生;李波等对航空发动机引气预冷导管卡箍断裂故障进行分析,表明由于卡箍装配应力过大,导致外表面边角处应力集中,在振动应力的作用下引起疲劳萌生;Zhang 等研究了多卡箍支撑管路结构的频率调整与动态响应之间的关系,通过优化卡箍装配位置,使卡箍的第一固有频率与发动机振动频率相差较大,从而避免了在发动机振动频率范围内管路系统与卡箍发生共振,降低了卡箍因高频振动而引起疲劳萌生和扩展的可能性,进而提高了卡箍的可靠性;Hazra等研究了某型航空发动机排气管道固定所用的锁紧导线的断裂原因,结果表明在装配过程中锁紧导线产生了过扭以及该批次导线过大的强度及较低的韧性是造成锁紧导线断裂的主要原因;Kumar 等研究认为,航空发动机一体化喷嘴驱动系统冷却液压管路断裂的主要原因为断口表面存在的腐蚀性元素引起的腐蚀疲劳以及装配或焊接过程中产生的拉应力载荷引起的应力腐蚀开裂,同时固定管路的卡箍未能有效地降低振动载荷也是导致液压管路快速开裂的原因之一。综上研究表明,结构设计、选材、加工工艺及装配工艺不当等因素均会引起卡箍断裂。因此研究卡箍的断裂原因并提出改进措施具有重要意义。
本文对某发动机工作后出现的引气管单联卡箍组件中的卡箍上半部断裂故障进行了失效分析。
1 失效分析与结果
1.1 宏观检查
单联卡箍组件装配和分解宏观形貌分别如图1、2 所示。卡箍由1Cr11Ni2W2MoV 板材弯曲加工而成。从图中可见,卡箍上半部沿螺栓安装孔边缘断裂,断裂位置如图1(a)中箭头所示。

图1 单联卡箍组件装配宏观形貌
1.2 断口分析
将卡箍组件分解后对卡箍上半部进行断口分析,断口宏观形貌如图3所示。图中左侧断口编号为1#,右侧断口编号为2#。1#断口宏观形貌如图4所示。从图中可见,断口呈灰褐色,呈现明显的疲劳弧线和放射棱线特征,表明断口性质为疲劳,根据放射棱线汇聚方向判断,疲劳起始于卡箍上、下半部接触侧的表面区域(图4 中圆圈)。2#断口宏观形貌如图5 所示。从图中可见,断口表面呈灰褐色、疲劳特征及断口断裂性质均与1#断口的一致,但根据放射棱线汇聚方向判断,疲劳由卡箍上半部两侧表面双向起始,呈多源起始特征,源区位置如图中圆圈所示,其中与卡箍下半部接触侧起始的疲劳扩展更为充分,表明卡箍上、下半部接触一侧的源区为主疲劳源,与锁片接触一侧为次疲劳源。

图2 分解后的单联卡箍组件宏观形貌

图3 卡箍上半部断口宏观形貌

图4 1#断口宏观形貌
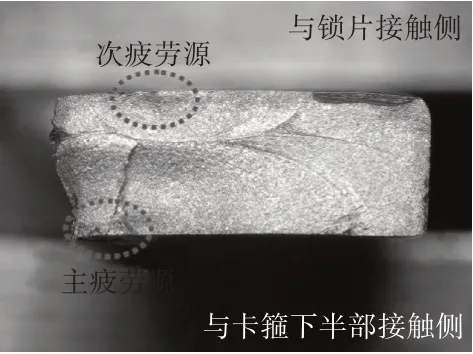
图5 2#断口宏观形貌
在扫描电镜下放大观察,1#断口源区放大形貌如图6 所示。源区可见磨损痕迹,未见明显的冶金缺陷。根据放射棱线汇聚方向判断,1#断口疲劳起始于卡箍上、下半部接触侧的表面区域(图中箭头)。在扩展区可见清晰细密的疲劳条带形貌(如图7 所示),进一步说明卡箍上半部1#断口的断裂性质为疲劳。

图6 1#断口源区放大形貌(300倍)

图7 1#断口扩展区放大形貌(5000倍)
2#断口源区主疲劳源放大形貌如图8 所示。从图中可见,其形貌呈多源起始特征,源区可见磨损痕迹,未见明显的冶金缺陷。根据放射棱线汇聚方向判断,2#断口主疲劳源起始于卡箍上半、下半部接触侧的表面区域(图中箭头)。2#断口次疲劳源放大形貌如图9 所示。源区未见明显的冶金缺陷,根据放射棱线汇聚方向判断,2#断口次疲劳源起始于卡箍上半部与锁片接触侧的表面区域(图中箭头)。在扩展区可见清晰细密的疲劳条带形貌(如图10 所示),进一步说明卡箍上半部2#断口的断裂性质为疲劳。

图8 2#断口源区主疲劳源形貌(200倍)

图9 2#断口源区次疲劳源放大形貌(200倍)
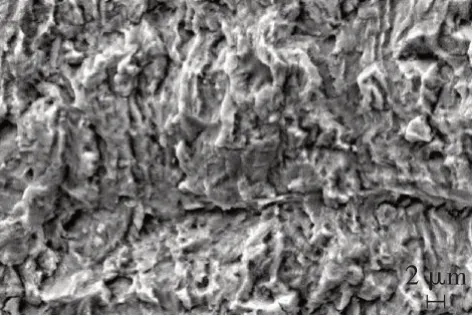
图10 2#断口扩展区放大形貌(5000倍)
1.3 卡箍上、下半部表面检查
由于1#和2#断口主疲劳源均位于卡箍上、下半部接触的表面区域,因此对卡箍上、下半部接触面进行分析至关重要。卡箍上、下半部接触面宏观形貌如图11所示。从图中可见,卡箍上半部表面呈黑褐色磨损痕迹,且该痕迹与疲劳起始部位相对应;卡箍下半部同样存在磨损痕迹,且与卡箍上半部疲劳起始部位存在2条明显的横向磨损痕迹(图11(b)中箭头),说明卡箍上半部疲劳起始区域所受的磨损最为严重。

图11 卡箍上、下半部接触面宏观形貌
在扫描电镜下进一步放大观察卡箍上半部断口源区侧表面,1#断口疲劳源区侧表面如图12 所示。从图中可见,源区部位的侧表面存在明显的与源区位置相对应的挤压磨损痕迹(图中虚线)。2#断口主疲劳源侧表面如图13 所示。从图中可见,源区部位的侧表面同样存在明显的与起源位置相对应的挤压磨损痕迹。说明卡箍上半部与螺栓接触面之间产生了严重的挤压磨损,破坏了卡箍上半部的表面完整性,从而导致卡箍上半部引发了疲劳起始。

图12 1#断口与螺栓接触侧表面形貌(100倍)

图13 2#断口与螺栓接触侧表面形貌(100倍)
1.4 成分分析
对卡箍基体进行能谱分析,结果见表1。主要合金元素质量分数与1Cr11Ni2W2MoV 的基本相符,未见明显异常。

表1 卡箍基体能谱分析结果 wt%
1.5 组织检查
对卡箍基体取样进行组织检查,其形貌如图14所示。从图中可见,该形貌为回火索氏体组织形貌,未见异常。

图14 卡箍基体组织形貌
1.6 硬度测试
对未断裂的卡箍下半部进行洛氏硬度测试,结果见表2。硬度符合设计要求。

表2 卡箍下半部洛氏硬度HRC测试结果
2 分析与讨论
失效分析结果表明:1#断口和2#断口主疲劳源均为起始于卡箍上半部与螺栓接触一侧表面的疲劳断口;卡箍材质符合要求,未见明显异常;在1#断口源区和2#断口主疲劳源区侧表面均可见较为严重的挤压磨损痕迹。
卡箍受力与磨损结构如图15 所示。从图中可见,该结构左侧由螺栓经卡箍上、下半部的螺栓孔装配,右侧为开放式结构,便于管路的装配。由于卡箍上、下半部之间存在2 mm的间隙,在螺栓拧紧过程中卡箍先在图15(a)圆圈位置发生接触,此时卡箍上、下半部之间的夹角θ≈5°,随着螺栓拧紧力矩增大,卡箍上半部需通过变形才能卡紧管路,因此在卡箍上、下半部接触侧的变形表面(如图15(b)圆圈所示)形成了表面拉应力,进而降低该部位的抗疲劳性能,同时螺栓拧紧后在卡箍上半部变形区域的边缘与下半部接触区形成压痕(图11(b)),如图15(b)中箭头所示。此外,虽然卡箍内径与外径尺寸相当,没有间隙,但在装配时引气管难免会偏向卡箍上、下半部中的一侧,在发动机试车过程中,发动机的振动经卡箍底座和引气管分别传向卡箍左右两侧,在振动载荷作用下,卡箍上半部变形区与下半部接触部位发生微动磨损。研究表明:1Cr11Ni2W2MoV 马氏体耐热不锈钢在发生磨损时,会产生表面硬化现象,导致其抗微动疲劳性能大幅降低,进而在卡箍上半部出现疲劳萌生。
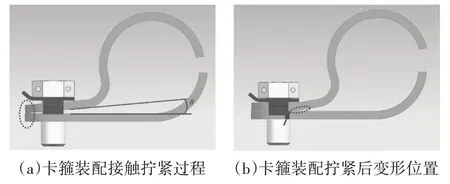
图15 卡箍受力与磨损结构
3 改进建议
(1)在卡箍组件之间加装2 mm厚的垫片,消除在螺栓安装过程中卡箍上半部的变形,从而消除由装配变形引起的表面拉应力;
(2)在卡箍右侧加装1 个限位结构(如图16 所示),当引气管传递的振动载荷较大时,可以通过该限位结构限制卡箍上、下半部的振动幅度,从而减小卡箍上、下半部之间的微动磨损,提高其工作过程中的抗疲劳性能。
图16 卡箍组件改进结构
4 结论
(1)单联卡箍组件中断裂的卡箍上半部为疲劳断裂,1#断口疲劳源和2#断口主疲劳源均位于卡箍上半部与下半部接触一侧的表面区域;
(2)螺栓装配引起卡箍上半部塑性变形而产生表面拉应力,并且在发动机振动载荷作用下产生微动磨损,从而破坏了卡箍上半部螺栓孔周围局部的表面完整性,降低了该部位的抗疲劳强度,是导致卡箍上半部产生疲劳萌生进而发生断裂故障的根本原因。